
من أجل الحصول على الألومنيوم وسبائكه في حالة نقية، مع تقليل الغازات والشوائب، يتم تكرير الألومنيوم المنصهر أو سبيكة الألومنيوم (أو ما يُعرف بالتنقية). تبلغ درجة حرارة انصهار الألومنيوم ومعظم سبائكه 700~750 درجة مئوية، وتكون درجة حرارة الصب أقل قليلاً من درجة حرارة الانصهار. يهدف تكرير الذوبان إلى إزالة الغازات والأكاسيد والشوائب غير المعدنية الموجودة في المادة المنصهرة، بحيث يمكن تنقية المادة المنصهرة. أثناء صهر الألومنيوم وسبائك الألومنيوم الرئيسية، هناك ميل قوي لتكوين مسام، كما أنه من السهل تكوين شوائب أكسيدية. لذلك، أصبح منع وإزالة الشوائب الغازية والأكسيدية المشكلة الأساسية في عملية صهر وصب سبائك الألومنيوم. في عملية الصهر، بالإضافة إلى تكوين مادة Al₂O₃ مع الأكسجين، من السهل أيضًا امتصاص الغاز (H₂). قد يكون الهيدروجين الموجود على السطح الفاصل الذي يتلامس فيه المعدن السائل موجودًا في الغلاف الجوي، أو قد يتولد عن التفاعل بين بخار الماء في غاز الفرن ومكونات السبيكة. والغرض من التكرير والتنقية هو إزالة أو تقليل هذه الغازات المشمولة إلى أدنى حد ممكن لتحسين درجة تنقية المعدن.

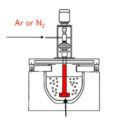
عادةً ما يتم تكرير وتنقية سبائك الألومنيوم باستخدام طريقة التعويم وطريقة الصهر. طريقة إضافة عامل تكرير وهي: الأولى تتمثل في الضغط على سائل الألومنيوم باستخدام جرة زجاجية، والثانية تتمثل في نفخ غاز خامل في سائل الألومنيوم.
لا تأتي الشوائب الموجودة في الألومنيوم المنصهر من المواد المضافة فحسب، بل أيضًا من الأكسيد (Al₂O₃) الناتج عن التفاعل بين الألومنيوم والأكسجين أثناء عملية الصهر والصب. ويوجد غشاء أكسيد على سطح الألومنيوم المنصهر. وعندما يقترب من درجة الانصهار، يزداد سمكه ويتغير هيكله أيضًا؛ فالجانب المواجه للألمنيوم المنصهر يكون كثيفًا وله تأثير وقائي على الألمنيوم المنصهر، أما الجانب الآخر فيكون رقيقًا، حيث يتشكل عدد كبير من الثقوب الدقيقة في الداخل وتمتلئ بالهيدروجين والهواء وبخار الماء. وإذا تم تقليب الطبقة السائلة في سائل الألومنيوم، فإن ذلك لن يؤدي فقط إلى زيادة الشوائب في سائل الألومنيوم، بل سيؤدي أيضًا إلى زيادة محتوى الغاز في الألومنيوم.
غالبًا ما توجد الشوائب في الألومنيوم على شكل إبر أو كتل، وما إلى ذلك؛ ونظرًا لاختلاف معامل المرونة ومعامل التمدد بين الشوائب (Al₂O₃) والمصفوفة المعدنية، فإن تركيز الإجهاد يظهر بسهولة عند الزوايا الحادة لـ Al₂O₃. وبالتالي، غالبًا ما تصبح هذه الأماكن مصدرًا لكسر المادة والتآكل، مما يؤثر بشكل كبير على قوة المادة الأساسية ومقاومتها للتعب ومقاومتها للتآكل. ونظرًا لأن صلابة AM2O3 تختلف اختلافًا كبيرًا عن صلابة قاعدة a-Al، فإنها تعيق بشدة التدفق الطبيعي لـ a-Al أثناء التشوه البلاستيكي للمنتجات المعالجة، مما يقلل بشكل كبير من قدرة التشوه البلاستيكي وعمر التعب للمنتجات المعالجة. وعند التعرض لتأثير قوي من قوة خارجية، تظهر الشقوق أولاً في الأماكن التي توجد بها الشوائب، مما يؤدي غالبًا إلى حدوث كسر في المادة أو تسريع حدوثه.
مقالات ذات صلة:
 تكرير الألومنيوم
تكرير الألومنيوم
 مواد التذويب المستخدمة في التكرير
مواد التذويب المستخدمة في التكرير
 مواد التذويب المستخدمة في التكرير
مواد التذويب المستخدمة في التكرير
 صهر الألومنيوم وتكريره
صهر الألومنيوم وتكريره
 تنقية الألومنيوم
تنقية الألومنيوم
 تنقية المياه باستخدام الألومنيوم
تنقية المياه باستخدام الألومنيوم
 عوامل التكرير الحبيبية
عوامل التكرير الحبيبية
 تكرير الألومنيوم المنصهر
تكرير الألومنيوم المنصهر
 طرق تكرير سبائك الألومنيوم
طرق تكرير سبائك الألومنيوم
 إزالة الغازات من الألومنيوم المصهور وتكريره
إزالة الغازات من الألومنيوم المصهور وتكريره
 تقنية تنقية المعادن المنصهرة
تقنية تنقية المعادن المنصهرة
 إزالة الغازات والتكرير
إزالة الغازات والتكرير
 طريقة تنقية الألومنيوم المنصهر
طريقة تنقية الألومنيوم المنصهر
 معالجة تكرير سبائك الألومنيوم
معالجة تكرير سبائك الألومنيوم
 طرق تكرير سبائك الألومنيوم
طرق تكرير سبائك الألومنيوم





