
في عملية إنتاج قضبان الصب، تظهر عيوب مثل الشوائب، والتفريق، والشقوق، والمسام، والمسامية. وتعد الشوائب والشقوق والبلورات الشبيهة بالريش من أخطر هذه العيوب. ولذلك، في ظل الظروف الحالية للمعدات، فإن كيفية تحقيق رقابة فعالة على عيوب الشوائب في جودة المنتجات هي المفتاح لإنتاج سبائك الألومنيوم المصبوبة.

أسباب ظهور الشوائب
الشوائب الموجودة في قضبان الصب هي في الأساس خبث غير معدني، مثل أكاسيد المعادن Al₂O₃ و MgO، وجزيئات المواد المقاومة للحرارة المستخدمة في أفران الصهر، والنتريدات الناتجة أثناء تنقية الذوبان، والحطام المتراكم على قنوات الصب والأدوات. وتتوزع هذه الشوائب بشكل غير متساوٍ للغاية، بأحجام وأشكال مختلفة، مما يؤثر بشكل خطير على استمرارية النسيج ويشكل مخاطر خفية للمعالجة اللاحقة للمنتجات المهدرة. وفيما يلي الأسباب الرئيسية لحدوثها:
يؤدي عدم اكتمال عملية التكرير وإزالة الخبث من الألومنيوم المنصهر إلى ظهور شوائب
نظرًا لأن سائل الألومنيوم الناتج عن عملية التحليل الكهربائي يحتوي على شوائب ملحية غير معدنية مثل الكريوليت والألومينا، فإن المواد المهدرة المضافة أثناء عملية الخلط تحتوي على كمية أكبر من طبقة الأكسيد، كما أن عدم تنظيف الفرن في الوقت المناسب سيؤدي إلى تلوث سائل الألومنيوم. وإذا لم تكن عملية التكرير شاملة، أو كانت درجة حرارة التكرير ودرجة حرارة التخميد ومدة التخميد غير معقولة، أو كان تأثير عامل التكرير والطلاء المستخدمين في معالجة تنقية السائل غير جيد، فسوف يتخلل المنتج شوائب.
يؤدي التشغيل غير المنتظم إلى حدوث شوائب
خلال عملية الصب، لم تكن أدوات التشغيل نظيفة، ولم يتم تنظيف نظام الصب، بالإضافة إلى أسباب أخرى، مما أدى إلى تلوث سائل الألومنيوم مرة أخرى، ودخول الشوائب إلى المادة المنصهرة أثناء الصب، مما تسبب في ظهور شوائب داخلية. بالإضافة إلى ذلك، نظرًا لأن سطح الألومنيوم المنصهر يسهل عليه تكوين طبقة أكسيد كثيفة، يتدفق الألومنيوم المنصهر من منفذ التفريغ في فرن صهر الألومنيوم إلى القناة وصندوق الترشيح والموزع وجهاز التبلور، مكونًا نظام صب يعمل على عزل الكتلة. ضمان فعالية تنقية الألومنيوم المنصهر. إذا لم يتم التحكم في تدفق الصب بشكل صحيح، وتقلب التدفق، ولم يكن السائل مستقرًا، فسيؤدي ذلك حتمًا إلى تلف مستمر لطبقة الأكسيد الموجودة على سطح نظام الصب واختلاطها بالكتلة المنصهرة، مما يؤدي إلى تكوين شوائب الألومينا.
كيفية التحكم في عملية الإدماج
يُصب سائل الألومنيوم الكهربائي في فرن صهر الألومنيوم بثبات. ويجب فحص المواد الصلبة المضافة بدقة للتأكد من خلوها من الطين والرمل والماء والزيت وما إلى ذلك، كما يجب أن تتم عملية التغذية برفق. لتجنب تلف قاع الفرن الناتج عن تغذية المواد، يجب تنظيف الفرن مرة واحدة في كل نوبة عمل، ويجب تنظيفه تنظيفًا شاملاً. يجب إزالة الرغوة الموجودة في الفرن في كل مرة يتم فيها خلط المكونات.
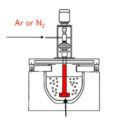
يُعد تنقية المادة المنصهرة عاملاً أساسياً في التخلص من الشوائب. ويتم التحكم في درجة حرارة تنقية المادة المنصهرة عند 730~750℃، ومدة الانتظار 20~30 دقيقة، مما ينتج عنه جودة عالية عامل تكرير يتم استخدامه، ويتم تغيير عملية التكرير بالمذيب الواحد إلى عملية التكرير برش النيتروجين، مما يحسّن من فعالية التكرير.
يجب الحفاظ على جميع أدوات التشغيل جافة ونظيفة. حاول توجيه الألومنيوم المنصهر إلى جهاز التبلور بسلاسة أثناء عملية الصب، لتجنب اصطدام الألومنيوم المنصهر بطبقة الأكسيد السطحية، مما قد يؤدي إلى تلف طبقة الأكسيد واختلاطها مع الألومنيوم المنصهر، وبالتالي تكوين شوائب أكسيد جديدة.
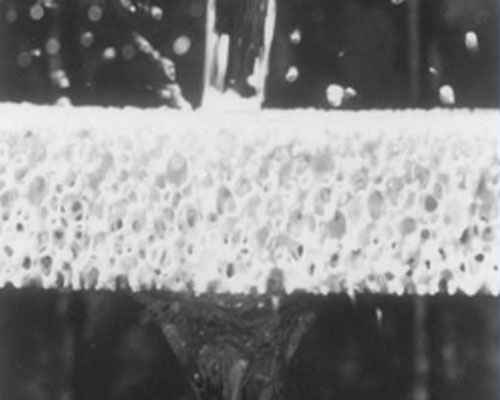
الـ مرشح سيراميكي رغوي يتم ترشيح السائل من سطح لوحة الترشيح الأصلية بزاوية 45 درجة بالنسبة للمستوى الأفقي بحيث يصبح موازيًا للمستوى الأفقي. ويتم ترشيح سائل الألومنيوم من الأعلى إلى الأسفل بفعل ثقله الذاتي لتحسين فعالية الترشيح باستخدام تقنية CFF.
مقالات ذات صلة:
 عوامل التكرير الحبيبية
عوامل التكرير الحبيبية
 التكرير والتنقية
التكرير والتنقية
 تكرير الصهر
تكرير الصهر
 الشوائب غير المعدنية
الشوائب غير المعدنية
 معالجة تنقية الألومنيوم المنصهر
معالجة تنقية الألومنيوم المنصهر
 عملية تكرير الألومنيوم المصهور
عملية تكرير الألومنيوم المصهور
 إزالة الغازات من الألومنيوم المصهور وتكريره
إزالة الغازات من الألومنيوم المصهور وتكريره
 إزالة الخبث
إزالة الخبث
 تكرير الألومنيوم المنصهر
تكرير الألومنيوم المنصهر
 عملية تكرير سبائك الألومنيوم
عملية تكرير سبائك الألومنيوم
 عيوب المعادن
عيوب المعادن
 تنقية الألومنيوم المنصهر
تنقية الألومنيوم المنصهر
 تكرير الألومنيوم
تكرير الألومنيوم
 إزالة الغازات من المعادن باستخدام النيتروجين
إزالة الغازات من المعادن باستخدام النيتروجين
 تنقية الألومنيوم
تنقية الألومنيوم





