
Pabrik pengecoran aluminium adalah fasilitas tempat aluminium cair diolah, dimurnikan, dan dipadatkan menjadi produk setengah jadi seperti billet, slab, ingot T, dan kawat batang. Peralatan yang dipasang menentukan kebersihan logam, konsistensi paduan, kualitas mikrostruktur, dan efisiensi produksi secara keseluruhan. Artikel ini memberikan gambaran teknis terperinci mengenai setiap kategori peralatan—mulai dari tungku peleburan hingga unit degassing, sistem filtrasi, rakitan saluran, dan mesin pengecoran—serta menjelaskan cara kerjanya secara individual maupun sebagai sistem pengecoran aluminium yang terintegrasi.
Peralatan dalam pengecoran aluminium
Jenis-jenis tungku apa saja yang digunakan di pabrik pengecoran aluminium?
Tungku merupakan tahap pertama dan yang paling boros energi dalam operasi pabrik pengecoran. Tungku-tungku tersebut dibagi menjadi dua kategori fungsional: tungku peleburan dan tungku penampung.
Tungku Peleburan
Tungku reverberatory berbahan bakar gas tetap menjadi unit peleburan yang paling umum digunakan di pabrik pengecoran aluminium primer dan sekunder. Ruang berbentuk persegi panjang yang dilapisi bahan tahan api ini menggunakan pembakar di bagian atas untuk memancarkan panas ke bawah ke arah bahan baku, yang dapat berupa batang T aluminium primer, batangan besar, skrap daur ulang, atau campuran ketiganya.
Spesifikasi umum untuk tungku peleburan dengan efek gema:
| Parameter | Rentang Standar | Target Berdaya Efisiensi Tinggi |
|---|---|---|
| Kapasitas | 30–120 metrik ton | Khusus aplikasi |
| Laju pelelehan | 5–25 ton per jam | Tergantung pada konfigurasi pembakar |
| Kerugian akibat pelelehan | 1–5% | < 1,51 TP3T dengan pengaduk elektromagnetik |
| Konsumsi energi | 700–1.200 kWh per ton | < 800 kWh per ton |
| Keseragaman suhu | ±10–15 °C | ±5°C dengan pengadukan aktif |
| Masa kampanye (tahan api) | 3–7 tahun | > 5 tahun dengan pemeliharaan terjadwal |
Untuk proses pengolahan besi tua yang dicat, dilapisi, atau sangat terkontaminasi, tungku putar miring lebih disukai. Gerakan drum yang berputar menghasilkan pencampuran yang intensif dan tingkat pemulihan logam yang lebih tinggi dari aliran besi tua yang kompleks. Beberapa fasilitas juga menggunakan tungku poros untuk besi tua yang bersih, sehingga mencapai efisiensi termal di atas 50% dengan memanfaatkan gas buang untuk memanaskan terlebih dahulu bahan baku yang masuk.
Sistem pengaduk elektromagnetik, ketika dipasang sebagai retrofit atau diintegrasikan ke dalam tungku peleburan, meningkatkan keseragaman suhu dan mempercepat proses pelarutan paduan. Sistem ini juga mengurangi pembentukan dross dengan meminimalkan efek pusaran yang menarik oksida permukaan ke dalam cairan peleburan.
Tungku Penahan
Setelah meleleh, aluminium dipindahkan ke tungku penampung, di mana logam tersebut menjalani proses paduan, penyesuaian suhu, dan verifikasi komposisi sebelum dituang. Kapasitas tungku penampung umumnya berkisar antara 20 hingga 80 ton. Tungku ini beroperasi dengan intensitas pembakar yang lebih rendah dibandingkan tungku peleburan, dengan mengutamakan stabilitas suhu daripada laju peleburan.
Pentingnya tahap penahanan dalam proses metalurgi sering kali diremehkan. Penahanan yang terlalu lama pada suhu tinggi meningkatkan penyerapan hidrogen dari kelembapan atmosfer. Sebaliknya, superheat yang tidak memadai menyebabkan pemadatan dini dalam sistem saluran tuang. Suhu penahanan standar untuk paduan tempa berkisar antara 700°C dan 740°C, tergantung pada jenis paduan dan metode pengecoran yang digunakan.
Kondisi bahan tahan api pada tungku penampungan berdampak langsung terhadap kemurnian logam. Lapisan dalam tungku yang rusak melepaskan partikel bahan tahan api ke dalam cairan logam, sehingga menimbulkan inklusi non-logam yang tetap ada hingga tahap pengolahan selanjutnya. Jadwal inspeksi dan pemeliharaan bahan tahan api yang didasarkan pada pengukuran tingkat keausan—bukan pada interval kalender tetap—memberikan hasil pengendalian inklusi yang secara nyata lebih baik.
Bagaimana Cara Kerja Peralatan Degassing dalam Proses Pengecoran Aluminium?
Hidrogen terlarut merupakan pengotor gas utama dalam aluminium cair. Kelarutannya dalam aluminium cair pada suhu 720°C adalah sekitar 0,65 mL/100 g Al, tetapi pada titik pemadatan (660°C), kelarutannya turun menjadi sekitar 0,034 mL/100 g Al dalam keadaan padat. Penurunan kelarutan yang tajam ini selama proses pembekuan menyebabkan hidrogen mengendap sebagai porositas di dalam produk cor.
Target bagi sebagian besar proses pengecoran aluminium yang sangat mengutamakan kualitas adalah mengurangi kadar hidrogen terlarut hingga di bawah 0,10 mL/100 g Al. Untuk aplikasi di bidang kedirgantaraan dan lembaran logam tipis, kadar di bawah 0,07 mL/100 g Al sering kali ditetapkan sebagai spesifikasi.
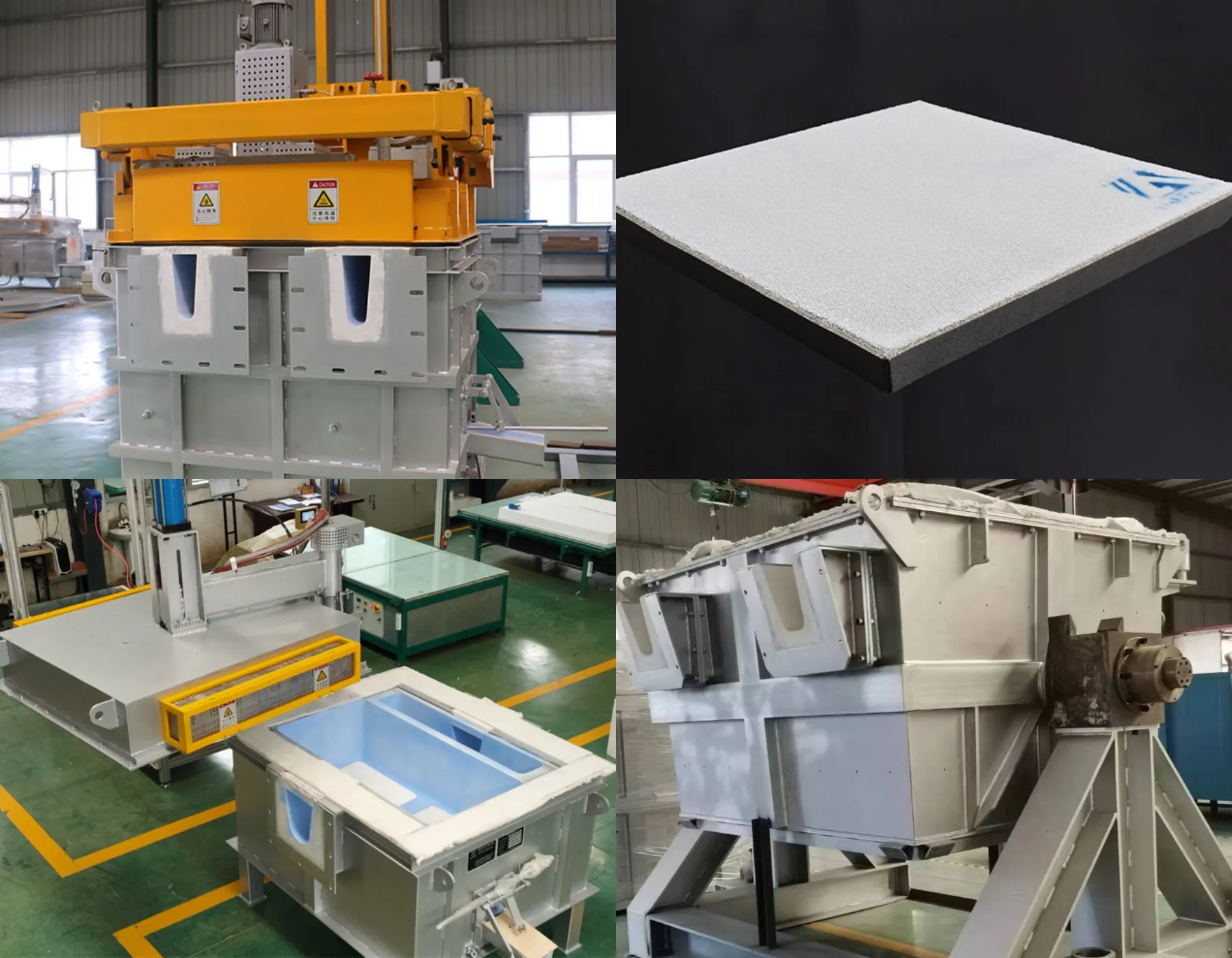
Unit Penghilang Gas Rotari
Penghilangan gas dengan metode rotari merupakan metode standar untuk menghilangkan hidrogen. Gas inert—argon, nitrogen, atau campuran keduanya—disuntikkan ke dalam cairan logam melalui rotor grafit atau silikon karbida yang berputar. Rotor tersebut memecah aliran gas menjadi gelembung-gelembung halus, biasanya berdiameter 2–5 mm. Saat gelembung-gelembung ini naik melalui cairan logam, hidrogen terlarut berdifusi ke dalamnya akibat gradien tekanan parsial antara cairan logam dan bagian dalam gelembung.
Efisiensi proses penghilangan gas bergantung pada beberapa faktor yang saling terkait:
- Ukuran gelembung: Gelembung yang lebih kecil memiliki rasio luas permukaan terhadap volume yang lebih tinggi dan waktu tinggal yang lebih lama, sehingga meningkatkan efisiensi perpindahan massa
- Kecepatan rotor: Biasanya 350–500 RPM; kecepatan yang terlalu tinggi akan menimbulkan pusaran permukaan yang menyebabkan oksida terseret kembali ke dalam lelehan
- Laju aliran gas: Harus disesuaikan dengan kecepatan rotor untuk mencegah penggabungan gelembung
- Waktu perawatan: 8–15 menit untuk proses penghilangan gas secara batch; unit inline berkelanjutan mengolah logam selama proses pemindahan
Modern unit penghilang gas daring beroperasi sebagai sistem inline yang dipasang di saluran antara tungku penampung dan mesin pengecoran. Konfigurasi multi-rotor—dua atau tiga rotor yang disusun secara seri dalam satu ruang pemanas—dapat menghasilkan penghilangan hidrogen yang lebih konsisten dibandingkan dengan proses batch dengan satu rotor, terutama pada laju aliran logam yang tinggi.
Sebuah detail operasional yang penting: kemurnian gas pembersih harus dijaga agar tetap di atas 99,995% untuk argon dan 99,998% untuk nitrogen. Jejak kelembapan dalam gas pembawa secara langsung menghambat proses degassing dengan memasukkan kembali hidrogen pada antarmuka gas-cairan.

peralatan penghilang gas
Injeksi Fluks Melalui Sistem Penghilangan Gas
Banyak unit degassing dilengkapi dengan kemampuan untuk menyuntikkan fluks berbentuk bubuk atau butiran melalui rotor bersamaan dengan gas pembersih. Perlakuan gabungan ini memungkinkan dilakukannya degassing dan flotasi inklusi secara bersamaan dalam satu tahap.
Jenis-jenis fluks yang digunakan dalam pengecoran aluminium antara lain:
- Penutup fluks: Melindungi permukaan lelehan dari oksidasi akibat pengaruh atmosfer
- Membersihkan fluks: Bereaksi dengan dan membasahi inklusi alumina, sehingga memudahkan pemisahan
- Flux pengendapan: Membantu dalam pemulihan aluminium logam dari terak permukaan
- Flux bebas natrium: Diperlukan untuk paduan di mana kontaminasi natrium menyebabkan keretakan panas (misalnya, paduan cor Al-Si)
Injeksi fluks secara otomatis melalui rotor degassing menghasilkan distribusi fluks yang lebih merata dibandingkan dengan aplikasi permukaan secara manual, serta mengurangi paparan operator terhadap asap yang mengandung fluorida.

fluks untuk pengecoran aluminium
Sistem Filtrasi Apa yang Dapat Menghilangkan Inklusi dari Aluminium Cair?
Bahkan setelah proses penghilangan gas dan penambahan fluks, aluminium cair masih mengandung inklusi non-logam yang tersuspensi—terutama alumina (Al₂O₃), magnesium oksida (MgO), spinel (MgAl₂O₄), dan karbida (Al₄C₃). Partikel padat ini, yang berukuran berkisar antara 1 hingga lebih dari 100 mikron, dapat menyebabkan cacat permukaan, penurunan umur kelelahan, lubang kecil pada produk canai berketebalan tipis, serta kesulitan pemesinan jika partikel tersebut mencapai hasil pengecoran akhir.
Sistem Filter Busa Keramik (CFF)
Filter busa keramik merupakan teknologi filtrasi yang paling banyak digunakan di pabrik pengecoran aluminium di seluruh dunia. Logam cair dipaksa melewati struktur sel terbuka dari busa keramik yang kaku, di mana inklusi ditangkap melalui kombinasi penyaringan mekanis (partikel yang lebih besar dari ukuran pori terperangkap secara fisik) dan filtrasi kedalaman (partikel yang lebih kecil menempel pada dinding sel bagian dalam melalui efek energi permukaan).
Filter CFF diklasifikasikan berdasarkan kepadatan pori dalam satuan PPI (pori per inci):
| Tingkat CFF (PPI) | Aplikasi Sasaran | Perkiraan Tingkat Penangkapan Partikel Minimum |
|---|---|---|
| 20 PPI | Peleburan ulang ingot, pengecoran umum | > 80 μm |
| 30 PPI | Billet ekstrusi standar | > 50 μm |
| 40 PPI | Billet dan slab berkualitas | > 30 μm |
| 50 PPI | Bahan baku bodi mobil, lembaran logam otomotif | > 20 μm |
| 60–80 PPI | Pelat dirgantara, lembaran foil | > 10 μm |
Pemilihan tingkat PPI melibatkan pertimbangan antara efisiensi filtrasi dan kapasitas aliran. Filter dengan tingkat PPI yang lebih tinggi mampu menyaring partikel yang lebih halus, namun menimbulkan hambatan aliran yang lebih besar, sehingga berpotensi memerlukan dimensi kotak filter yang lebih besar atau penurunan kecepatan pengecoran untuk mempertahankan tekanan logam yang memadai.
AdTech menghadirkan rangkaian lengkap filter busa keramik untuk pengecoran aluminium di seluruh rentang peringkat PPI standar, dirancang agar kompatibel dengan desain kotak filter standar industri. Pemasangan filter yang benar dan pemanasan awal merupakan faktor operasional yang sangat penting: CFF harus dipanaskan hingga minimal 500°C sebelum bersentuhan dengan logam guna mencegah retakan akibat guncangan termal dan pembekuan lokal di dalam badan filter.

filter busa keramik
Filter Lapisan Dalam (DBF)
Untuk aplikasi dengan tingkat kemurnian tertinggi—lembaran litografis, foil kapasitor, pelat berstandar kedirgantaraan—filter lapisan dalam menawarkan kemampuan penghilangan inklusi yang unggul. Sistem ini mengalirkan aluminium cair melalui lapisan padat butiran alumina tabular atau butiran bola alumina, yang biasanya memiliki kedalaman 400–600 mm. Jalur aliran yang berliku-liku dan luas permukaan total yang besar mampu menangkap inklusi hingga berdiameter beberapa mikron.
Filter lapisan dalam mampu mencapai nilai inklusi PoDFA di bawah 0,1 mm²/kg, dibandingkan dengan 0,2–0,5 mm²/kg pada filtrasi CFF tingkat tinggi. Kompromi biaya yang harus dihadapi meliputi investasi modal yang lebih tinggi, kebutuhan ruang lantai yang lebih luas, serta penggantian media lapisan secara berkala.
Banyak pabrik pengecoran yang memproduksi produk dengan berbagai tingkat kualitas menerapkan pendekatan berjenjang: penyaringan CFF untuk produk standar dan filtrasi lapisan dalam disediakan khusus untuk lini produk premium.

filter lapisan dalam
Apa Peran Sistem Launder dalam Transfer Logam?
Sistem launder—jaringan saluran berlapis bahan tahan api yang dipanaskan, yang menghubungkan tungku penampung dengan degasser, filter, dan mesin pengecoran—merupakan komponen peralatan pabrik pengecoran yang sering kali kurang mendapat perhatian. Desain dan kondisinya secara langsung memengaruhi konsistensi suhu pengecoran, pembentukan oksida, serta kebersihan logam secara keseluruhan.
Parameter Desain Mesin Cuci yang Penting
Penurunan suhu merupakan masalah utama. Saluran pendingin yang tidak dipanaskan mengalami penurunan suhu sekitar 1–3°C per meter linier panjang saluran, tergantung pada penampang saluran, desain penutup, dan kondisi lingkungan. Sistem pemanas saluran berbasis resistansi listrik atau berbahan bakar gas menjaga suhu logam tetap berada dalam rentang pengecoran yang ketat, yang untuk sebagian besar operasi pengecoran DC adalah ±5°C.
Pengendalian turbulensi sama pentingnya. Setiap perubahan mendadak pada arah aliran, penurunan ketinggian yang tiba-tiba, atau sambungan saluran yang tidak pas akan menghasilkan oksida baru karena logam yang masih bersih terpapar ke atmosfer. Praktik terbaik mengharuskan adanya transisi beradius halus pada tikungan, sambungan yang disegel dengan gasket di antara bagian-bagian saluran, serta desain tertutup untuk membatasi kontak dengan atmosfer.
Pemilihan bahan tahan api Untuk saluran tuang, diperlukan bahan yang tidak dapat dibasahi oleh aluminium cair, tahan terhadap siklus termal, dan memiliki porositas rendah untuk mencegah infiltrasi logam. Bahan cor berbasis silika fusi dan lapisan alumina kemurnian tinggi merupakan bahan standar. Bahan tahan api saluran peleburan yang telah terdegradasi merupakan sumber kontaminasi inklusi yang telah didokumentasikan; inspeksi rutin dan penggantian di antara siklus pengecoran sangatlah penting.
Dirancang dengan mengutamakan kualitas sistem pencucian dan saluran menggunakan konstruksi modular untuk penggantian bagian secara cepat, elemen pemanas terintegrasi, dan penutup yang dapat dilepas dan dilengkapi isolasi. Fitur-fitur desain ini secara bersama-sama mengurangi fluktuasi suhu dan pembentukan oksida selama proses transfer logam.
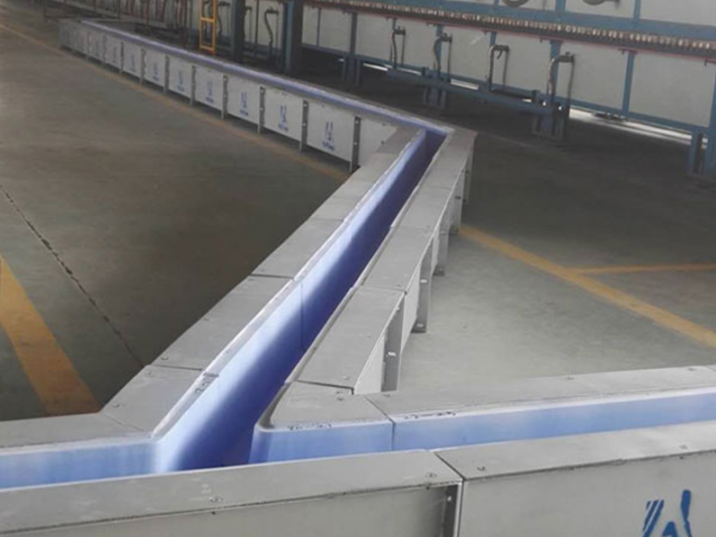
sistem saluran aluminium
Bagaimana Penghalusan Butiran Mempengaruhi Mikrostruktur Coran Aluminium?
Penghalusan butir mengatur struktur pemadatan produk cor dengan memasukkan titik-titik nukleasi heterogen ke dalam cairan logam. Tanpa penghalusan butir, billet yang dicor dengan metode DC cenderung membentuk struktur butir kolumnar kasar yang tumbuh ke arah dalam dari dinding cetakan. Struktur kolumnar ini rentan terhadap retak panas selama proses pengecoran dan menghasilkan sifat mekanik yang kurang baik setelah melalui pemrosesan termomekanis selanjutnya.
Jenis-jenis Penghalus Biji-bijian dan Metode Penambahannya
Bahan penghalus butiran standar untuk sebagian besar paduan aluminium adalah paduan induk Al-5Ti-1B, yang disuplai dalam bentuk batang gulungan kontinu (biasanya berdiameter 9,5 mm). Partikel pembentuk inti aktifnya adalah titanium diborida (TiB₂), dengan diameter sekitar 1–5 μm, yang tersuspensi dalam matriks aluminium-titanium.
| Jenis Penghalus Biji-bijian | Komposisi | Aplikasi Utama | Tingkat Penambahan yang Umum |
|---|---|---|---|
| Al-5Ti-1B | 5% Ti, 1% B, sisanya Al | Paduan tempa umum (1xxx–6xxx) | 1–2 kg per ton |
| Al-3Ti-1B | 3% Ti, 1% B, sisanya Al | Aplikasi yang membutuhkan tingkat penyerapan Ti yang lebih rendah | 1,5–3 kg per ton |
| Al-3Ti-0,15C | 3% Ti, 0,15% C, sisanya Al | Paduan yang mengandung Zr/Cr (seri 7xxx, beberapa seri 3xxx) | 1,5–2,5 kg per ton |
| Al-5Ti-0,2C | 5% Ti, 0,2% C, sisanya Al | Paduan dengan kandungan Zr tinggi, khususnya seri 7xxx | 1–2 kg per ton |
Batang penghalus butiran dimasukkan secara terus-menerus ke dalam saluran peleburan dengan laju yang terkendali menggunakan pengumpan bermotor. Posisi pengumpanan sangat penting: posisi tersebut harus memungkinkan waktu kontak yang cukup (waktu tinggal minimal 2–3 menit di dalam cairan logam) untuk nukleasi yang efektif, tetapi tidak terlalu jauh di hulu sehingga partikel TiB₂ mengendap di dalam tungku atau saluran peleburan. Posisi optimal biasanya berada di bagian saluran antara unit degassing dan kotak filter.
Salah satu pertimbangan metalurgi yang penting adalah efek “keracunan” yang diamati pada paduan yang mengandung zirkonium (Zr) atau kromium (Cr). Unsur-unsur ini membentuk senyawa dengan boron yang menonaktifkan situs nukleasi TiB₂. Untuk paduan seri 7xxx dan komposisi lain yang mengandung Zr, penghalus butir berbasis titanium karbida (TiC) seperti Al-3Ti-0,15C memberikan kinerja penghalusan butir yang jauh lebih baik daripada alternatif berbasis TiB₂.
Jenis-jenis Mesin Pengecoran Apa Saja yang Digunakan di Pabrik Pengecoran Aluminium?
Pengecoran Direct Chill (DC)
Pengecoran DC merupakan proses utama dalam produksi billet aluminium berukuran besar, slab, dan batang ekstrusi. Dalam proses semi-kontinu ini, aluminium cair mengalir melalui sistem distribusi ke serangkaian cetakan berpendingin air. Sebuah silinder hidrolik menurunkan blok pemula dengan kecepatan yang terkendali, menarik coran yang sedang mengeras ke bawah sementara semburan air menyemprot langsung ke permukaan ingot yang baru terbentuk untuk menghilangkan panas.
Parameter utama dalam proses pengecoran DC meliputi:
- Kecepatan pengecoran: 40–120 mm/menit untuk billet (tergantung diameter); 30–80 mm/menit untuk lempengan canai
- Aliran air: 1,5–4,0 L/menit per cm keliling cetakan
- Panjang cetakan: 50–100 mm untuk desain cetakan hot-top
- Panjang coran: Hingga 7 m untuk billet; hingga 10 m untuk slab
- Suhu berlebih logam saat memasuki cetakan: Biasanya 30–50°C di atas suhu likuidus
Instalasi pengecoran DC modern menggunakan teknologi cetakan hot-top, di mana bagian atas cetakan yang terbuat dari bahan tahan api dan terisolasi terletak di atas badan cetakan yang didinginkan dengan air. Desain ini menciptakan celah udara yang terkendali antara lapisan luar yang mulai mengeras dan dinding cetakan, sehingga memungkinkan pemanasan ulang singkat pada permukaan sebelum terjadi kontak sekunder dengan air. Hasilnya adalah peningkatan kualitas permukaan dan berkurangnya kerentanan terhadap retak permukaan, terutama pada paduan yang rentan retak seperti 6082, 7050, dan 7075.
Sistem otomatisasi pengisian bertingkat yang menjaga ketinggian logam tetap konstan di setiap cetakan kini telah menjadi standar di pabrik pengecoran modern. Sistem ini menggunakan sensor laser atau sensor tipe pelampung untuk memantau ketinggian logam secara real time, serta menyesuaikan aliran melalui nosel distribusi atau penahan pin sesuai kebutuhan.
Pengecoran Kontinu Horizontal
Sistem pengecoran horizontal menawarkan biaya modal yang lebih rendah dan luas fasilitas yang lebih kecil dibandingkan dengan instalasi DC vertikal. Logam dimasukkan secara horizontal ke dalam cetakan yang berosilasi dan didinginkan dengan air, dan billet atau batang yang telah mengeras ditarik keluar oleh sistem rol penjepit. Teknologi ini umumnya terbatas pada diameter billet yang lebih kecil (biasanya hingga 250 mm) dan rentang paduan yang lebih sempit dibandingkan dengan pengecoran DC vertikal.
Sistem Pemantauan dan Pengendalian Apa Saja yang Penting?
Pengendalian proses yang efektif memerlukan pengukuran yang akurat di setiap tahap. Instrumen dan sistem berikut ini merupakan standar dalam operasi pabrik pengecoran modern:
| Titik Pengukuran | Alat / Metode | Akurasi Sasaran |
|---|---|---|
| Suhu logam | Termokopel celup, sensor kontak terus-menerus | ±2°C |
| Hidrogen terlarut | ALSCAN, Telegas, atau Uji Tekanan Rendah (RPT) | ±0,01 mL/100 g |
| Konten inklusi | PoDFA (analisis filtrasi cakram berpori), LiMCA (alat analisis kebersihan logam cair) | Semikuantitatif hingga kuantitatif |
| Komposisi paduan | Spektrometri emisi optik (OES) | ±0,0051 TP3T untuk unsur-unsur utama |
| Kadar logam dalam cetakan | Sensor laser, sensor tipe pelampung | ±1 mm |
| Aliran air pendingin | Pengukur aliran elektromagnetik | ±2% waktu membaca |
| Kecepatan pengecoran | Enkoder pada silinder hidrolik | ±0,5 mm/menit |
Otomatisasi proses—termasuk penambahan paduan secara otomatis, urutan penuangan yang dapat diprogram, dan pengendalian aliran air berloop tertutup—mengurangi variabilitas dan meningkatkan konsistensi antar-cetakan. Operasi yang sepenuhnya mengintegrasikan pencatatan data dari tungku hingga pengecoran memperoleh manfaat tambahan berupa pengendalian proses statistik dan keterlacakan, yang merupakan persyaratan untuk sertifikasi kualitas di industri dirgantara dan otomotif (misalnya, AS9100, IATF 16949).
Bagaimana Sistem Pengecoran Terpadu Ini Terintegrasi?
Setiap unit peralatan di pabrik pengecoran berfungsi sebagai salah satu bagian dari proses metalurgi berurutan. Alur produksi standarnya adalah:
- Pengisian daya dan peleburan di dalam tungku peleburan
- Penambahan unsur paduan, penyaringan, dan penyesuaian suhu di dalam tungku penahan
- Penghilangan gas dan perlakuan fluks melalui unit penghilang gas rotari terintegrasi
- Penambahan penghalus biji-bijian di saluran pembilasan sebelum proses penyaringan
- Penyaringan melalui CFF atau filter lapisan tebal
- Pemilihan Pemain melalui mesin pengecoran DC atau mesin pengecoran horizontal
- Pemotongan, homogenisasi, dan penanganan sebagai operasi pasca-pencetakan
Prinsip dasar metalurgi pengecoran adalah bahwa setiap tahap pengolahan ditujukan untuk memenuhi parameter kualitas tertentu dan tidak dapat menggantikan kekurangan pada tahap lainnya. Proses filtrasi tidak dapat menghilangkan hidrogen terlarut; proses degassing tidak dapat menghilangkan inklusi oksida padat yang berukuran di atas batas tertentu; dan proses penghalusan butir tidak dapat memperbaiki komposisi paduan yang tidak sesuai spesifikasi. Setiap tahap harus memenuhi target kinerjanya masing-masing agar produk cor akhir dapat memenuhi spesifikasi.
Inilah tepatnya mengapa pemilihan peralatan harus ditangani sebagai suatu proses rekayasa pada tingkat sistem. Kapasitas aliran degasser harus sesuai dengan laju pengecoran. Kapasitas kotak filter harus mampu menampung aliran logam tanpa penumpukan tekanan berlebih. Geometri saluran harus memberikan waktu tinggal yang memadai untuk kontak dengan penghalus butiran sekaligus meminimalkan kehilangan suhu. Pemasok terpercaya peralatan pengecoran aluminium terintegrasi merancang ketergantungan timbal balik ini ke dalam lini produk mereka, memastikan kesesuaian dimensi dan kinerja di seluruh rantai pengolahan.
Kesimpulan
Peralatan di pabrik pengecoran aluminium—tungku, sistem degassing, unit filtrasi, saluran pengaliran, mesin penghalus butiran, mesin pengecoran, dan instrumen pengendalian proses—membentuk suatu sistem terintegrasi di mana setiap komponen secara langsung memengaruhi kualitas produk akhir. Memilih, merawat, dan mengoperasikan peralatan ini berdasarkan prinsip-prinsip dasar metalurgi, bukan sekadar kebiasaan atau konvensi, adalah hal yang membedakan operasi pengecoran dengan hasil tinggi dan kualitas unggul dari operasi yang sering mengalami tingkat limbah tinggi dan penolakan dari pelanggan. Memahami fungsi dan batasan setiap tahap sangat penting bagi setiap insinyur, ahli metalurgi, atau manajer pabrik yang terlibat dalam operasi pengecoran aluminium.
Pertanyaan yang Sering Diajukan
1. Apa itu pabrik pengecoran aluminium?
Pabrik pengecoran aluminium adalah fasilitas tempat aluminium cair dilebur, dicampur dengan logam lain, dibersihkan dari kotoran, dan dicetak menjadi produk setengah jadi seperti billet, slab, dan ingot untuk diproses lebih lanjut.
2. Apa tujuan utama proses penghilangan gas dalam pengecoran aluminium?
Proses degassing menghilangkan hidrogen terlarut dari aluminium cair dengan cara menyuntikkan gas inert. Hal ini mencegah terjadinya porositas hidrogen—cacat internal yang paling umum pada coran aluminium—selama proses pembekuan.
3. Pada suhu berapa aluminium disimpan sebelum dituang?
Aluminium cair biasanya dijaga pada suhu antara 700°C dan 740°C sebelum dituang, tergantung pada komposisi paduan tertentu dan metode pengecoran yang digunakan.
4. Apa fungsi filter busa keramik dalam proses pengecoran aluminium?
Filter busa keramik berfungsi menghilangkan inklusi padat non-logam, seperti alumina dan spinel, dari aluminium cair dengan cara menahan partikel-partikel tersebut saat logam tersebut mengalir melalui struktur keramik berpori filter tersebut.
5. Gas apa yang digunakan untuk proses degassing aluminium?
Argon dan nitrogen adalah dua gas yang paling umum digunakan untuk proses degassing aluminium. Argon lebih disukai untuk aplikasi dengan tingkat kemurnian tinggi karena sifatnya yang sepenuhnya inert secara kimia terhadap aluminium cair.
6. Apa yang dimaksud dengan pengecoran DC dalam produksi aluminium?
Pengecoran direct chill (DC) adalah proses semi-kontinu di mana aluminium cair mengeras dalam cetakan yang didinginkan dengan air, sementara silinder hidrolik menurunkan ingot dengan kecepatan yang terkendali, sehingga menghasilkan billet atau slab.
7. Mengapa penghalusan butiran diperlukan dalam pengecoran aluminium?
Proses penghalusan butir melibatkan penambahan partikel nukleasi TiB₂ atau TiC ke dalam cairan logam untuk mendorong terbentuknya struktur butir yang halus dan ekuaksial. Tanpa proses ini, hasil cor akan memiliki butir kolumnar kasar yang rentan terhadap retak.
8. Bagaimana cara mengukur inklusi dalam aluminium cair?
Inklusi diukur menggunakan PoDFA (analisis filtrasi cakram berpori) atau LiMCA (alat analisis kebersihan logam cair). PoDFA memberikan penilaian metalografis; sedangkan LiMCA memberikan penghitungan partikel secara real-time.
9. Apa yang dimaksud dengan kehilangan lelehan pada tungku aluminium?
Kerugian peleburan adalah persentase aluminium yang hilang akibat oksidasi dan pembentukan terak selama proses peleburan. Kerugian peleburan umumnya berkisar antara 1% hingga 5%, tergantung pada bahan baku, jenis tungku, dan metode pengadukan.
10. Filter PPI mana yang paling cocok untuk pengecoran billet aluminium?
Untuk produksi billet ekstrusi standar, filter busa keramik dengan kepadatan 30 hingga 40 PPI merupakan yang paling umum digunakan. Billet berkualitas lebih tinggi untuk aplikasi dirgantara atau otomotif mungkin memerlukan kepadatan 50 PPI atau lebih.
Artikel terkait:
 Filter Busa Keramik untuk Pabrik Pengecoran
Filter Busa Keramik untuk Pabrik Pengecoran
 Filter Busa Keramik untuk Pabrik Pengecoran
Filter Busa Keramik untuk Pabrik Pengecoran
 Flux Pabrik Pengecoran
Flux Pabrik Pengecoran
 Filter Pabrik Pengecoran
Filter Pabrik Pengecoran
 Peralatan Filter Penghilang Gas
Peralatan Filter Penghilang Gas
 Pengolahan Logam Aluminium Cair Secara Online
Pengolahan Logam Aluminium Cair Secara Online
 Peralatan Penghilang Gas dari Cairan Aluminium
Peralatan Penghilang Gas dari Cairan Aluminium
 Peralatan Penghilang Gas pada Logam Cair
Peralatan Penghilang Gas pada Logam Cair
 Peralatan Filter Pelat
Peralatan Filter Pelat
 Penerapan dan kinerja sistem pencucian
Penerapan dan kinerja sistem pencucian
 Peralatan Penghilang Gas Tipe Kotak
Peralatan Penghilang Gas Tipe Kotak
 Peralatan Penghilang Gas untuk Aluminium Cair
Perangkat pembuangan otomatis untuk peralatan filter
Peralatan Penghilang Gas untuk Aluminium Cair
Perangkat pembuangan otomatis untuk peralatan filter
 Peralatan Penyaringan Logam Cair
Peralatan Penyaringan Logam Cair
 Peralatan Pemurnian Aluminium
Peralatan Pemurnian Aluminium





