

Ujung nozel (caster tip) adalah komponen nozel yang dirancang dengan presisi, yang digunakan dalam jalur pengecoran dan penggulungan aluminium secara kontinu untuk mendistribusikan aluminium cair secara merata di seluruh celah rol, sehingga secara langsung mengontrol pembentukan kristal, ketebalan lembaran, serta kualitas permukaan lembaran dan foil aluminium. Dibuat dari bahan komposit serat berskala nano melalui proses pencetakan dengan filtrasi hisap vakum, ujung roda yang dirancang dengan tepat dapat menghilangkan garis-garis putih, garis-garis gelap, dan cacat permukaan—masalah-masalah yang menyebabkan produsen merugi ribuan dolar akibat limbah produksi per shift. Di bawah ini, kami menguraikan bahan, struktur, spesifikasi kinerja, dan kriteria pemilihan berdasarkan data produksi nyata.
Jika proyek Anda memerlukan penggunaan Caster Tip, Anda dapat menghubungi kami untuk mendapatkan penawaran harga gratis.
Dimensi (mm)
| Barang | Panjang | Lebar | Ketebalan ujung | R jari-jari | Bentuk |
| Nilai | 200-2300 | 50-600 | 1.6-10 | Nilai konstan | Enterokelia/Tingkat |
Parameter
| Barang | Kepadatan (g`cm3) |
Modulus regangan (816 °C·MPa) |
Koefisien Pemuaian Termal (680 °C·K-1) |
Konduktivitas Termal (540 °C·w/m·K) |
Maksimum Operasional Suhu (℃) |
|
| Nilai tipikal | Roll-PH | 0.45-0.57 | 42-48.8 | 1.35-1.56*10-6 | 0.12-0.15 | 1260 |
Petunjuk:

Tips untuk Roda
Minta Penawaran
Mengapa Kualitas Ujung Roda Penggulung Mempengaruhi Hasil Penggulungan Anda?
Jika Anda pernah mengoperasikan jalur pengecoran dua rol, Anda pasti sudah tahu: ujung pengecoran adalah titik di mana segalanya bisa berjalan lancar atau justru berantakan. Ini adalah komponen terakhir yang disentuh oleh aluminium cair sebelum mengeras, dan setiap ketidaksempurnaan di sini—aliran yang tidak merata, gradien suhu, atau lepasnya serat—akan langsung terlihat pada gulungan hasil akhir.
Dalam praktiknya, ujung caster mengontrol tiga hal secara bersamaan:
- Distribusi aluminium cair — Aliran yang seragam di seluruh lebar strip (biasanya 800–2100 mm) mencegah terjadinya retakan di tepi dan segregasi di garis tengah.
- Stabilitas termal — Ujung cetakan harus menjaga suhu yang stabil di zona pengecoran, biasanya dalam kisaran ±3°C, untuk memastikan struktur butiran yang seragam.
- Integritas kontak permukaan — Setiap pelepasan lapisan atau jatuhnya partikel akan mencemari permukaan strip, suatu masalah yang tidak dapat Anda atasi pada tahap selanjutnya.
Inilah sebabnya mengapa beralih dari pemasok yang biasa-biasa saja ke ujung alat yang diproduksi secara presisi sering kali menghasilkan peningkatan yang terukur dalam tingkat hasil produksi pada proses pertama—terkadang peningkatan sebesar 4–6% dalam satu kampanye saja, berdasarkan laporan lapangan dari pabrik peleburan di Timur Tengah dan Asia Tenggara yang memproduksi paduan seri 8xxx dan 1xxx.
Untuk gambaran umum mengenai bagaimana ujung roda caster terintegrasi dengan bagian hulu filter busa keramik dan peralatan degassing daring , sistem-sistem tersebut bekerja secara bersamaan untuk menyalurkan logam yang bersih dan stabil secara termal ke nozel.
Terbuat dari apa ujung roda caster?
Ujung roda caster modern dibuat dari bahan komposit serat berskala nano, yang dibentuk melalui proses filtrasi hisap vakum. Proses ini menghasilkan bahan dengan serat-serat pendek yang tersebar secara merata—hal yang sangat penting untuk memastikan konduktivitas termal dan kekuatan mekanis yang konsisten pada suhu operasi (680–720°C untuk sebagian besar paduan aluminium).
Sifat-sifat material utama yang berperan penting dalam produksi nyata:
- Kepadatan volume sedang (biasanya 0,6–0,9 g/cm³) — cukup ringan untuk memberikan isolasi yang baik, namun cukup padat untuk tahan terhadap erosi
- Ketahanan oksidasi yang tinggi — sangat penting selama kampanye yang berlangsung lebih dari 20 jam
- Tidak terjadi delaminasi atau blok jatuh — struktur serat internal harus tetap utuh saat mengalami siklus termal
- Kompatibilitas dengan lapisan nitrida boron (BN) — Sebagian besar operator mengaplikasikan lapisan BN pada permukaan kerja, dan substratnya harus menempel dengan baik agar lapisan tersebut dapat berfungsi dengan baik
Perbandingan Komposisi Bahan
| Properti | Ujung Serat Standar | Ujung Komposit Serat Nano | Ujung Berbahan Grafit |
|---|---|---|---|
| Distribusi Serat | Keseragaman sedang | Sangat seragam | N/A (padat) |
| Suhu Operasi Maksimum (°C) | 750 | 800 | 850 |
| Kepadatan Volume (g/cm³) | 0.7–1.0 | 0.6–0.9 | 1.6–1.8 |
| Adhesi Lapisan BN | Adil | Sangat bagus | Miskin |
| Risiko Pelepasan Partikel | Sedang | Sangat Rendah | Rendah |
| Umur Pakai Kampanye yang Umum (jam) | 15–25 | 25–40 | 30–50 |
Ujung komposit serat nano menawarkan keseimbangan terbaik antara isolasi termal, kompatibilitas lapisan, dan ketahanan terhadap tetesan terak—tiga faktor yang secara langsung berkaitan dengan kualitas permukaan strip.

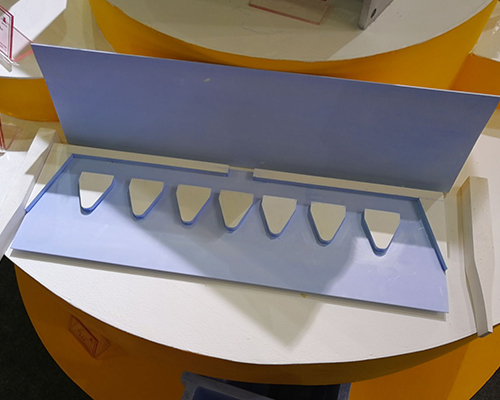
Rongga Ujung
Struktur dan Komponen Ujung Roda
Satu set lengkap ujung cetakan terdiri dari beberapa komponen yang disesuaikan secara presisi, di mana masing-masing memiliki fungsi khusus dalam proses pengecoran:
- Pelat Nozel — Permukaan kerja utama yang bersentuhan dengan aluminium cair; diolah dengan toleransi yang ketat untuk memastikan lebar celah yang seragam di seluruh permukaan rol
- Gasket — Menyediakan segel termal dan mekanis antara pelat nosel dan struktur penyangga, sehingga mencegah kebocoran logam
- Telinga — Elemen penyegelan tepi yang menahan kolam aluminium cair di tepi lembaran; sangat penting untuk mencegah kebocoran di tepi dan mengontrol lebar lembaran
- Kotak Pengatur Aliran — Mengatur laju aliran dan distribusi logam sebelum aluminium memasuki rongga nozel
- Jadwal Pertandingan — Perangkat pemasangan yang menempatkan ujungnya secara tepat relatif terhadap rol pengecoran; harus memungkinkan penyesuaian halus selama pengoperasian
- Pelari — Sistem saluran internal yang dirancang dengan jalur aliran simetris untuk memenuhi persyaratan hidrodinamika aluminium cair dan menghasilkan aliran yang merata
Setiap bagian ini harus diproduksi dan dirakit dengan toleransi dimensi yang umumnya berada dalam kisaran ±0,1 mm. Bahkan ketidaksejajaran sekecil apa pun antara pelat nozel dan permukaan rol dapat menyebabkan garis pembekuan yang tidak merata—dan di situlah Anda mulai melihat garis-garis gelap dan garis-garis putih yang menurunkan kualitas kumparan Anda.
Struktur dan Komponen Ujung Cor Aluminium Cair
Bagaimana Desain Ujung Caster pada AdTech Mempengaruhi Kualitas Permukaan Foil Aluminium?
1. Geometri Saluran Aliran Simetris
Sistem saluran internal harus mendistribusikan aluminium secara simetris di seluruh lebar nosel. Aliran yang asimetris menyebabkan munculnya titik-titik panas dan zona dingin yang terkonsentrasi, yang mengakibatkan:
- Garis-garis putih — disebabkan oleh kecepatan pembekuan yang tidak merata
- Garis-garis gelap — biasanya disebabkan oleh turbulensi lokal atau terbawanya partikel oksida
- Variasi ketebalan — yang semakin meningkat seiring dengan proses penggulungan dingin berikutnya
Ujung nozel yang dirancang dengan baik menggunakan geometri saluran yang dioptimalkan dengan CFD (dinamika fluida komputasional). Tujuannya adalah menghasilkan aliran laminar di ujung nozel dengan variasi kecepatan di bawah 5% di sepanjang lebar strip.
2. Ketepatan Dimensi dan Deformasi Rendah
Proses pengolahan dengan peralatan presisi tinggi memastikan toleransi ukuran tetap kecil—hal ini sangat penting karena celah antara nosel dan rol biasanya berkisar antara 5–8 mm dan harus tetap konsisten. Setiap deformasi ujung nosel akibat beban termal akan mengubah celah ini secara tidak merata, sehingga hampir mustahil untuk menghasilkan strip yang rata dan memiliki ketebalan yang konsisten.
Deformasi yang rendah juga berarti penyesuaian celah menjadi lebih mudah selama proses produksi. Para operator yang telah beralih dari ujung konvensional ke alternatif yang dibuat secara presisi secara konsisten melaporkan waktu penyiapan yang lebih cepat dan penyesuaian yang lebih sedikit di tengah-tengah proses produksi.
3. Penguatan dengan Lapisan Nano pada Permukaan-Permukaan Kritis
Area-area kontak utama dilapisi dengan lapisan nano yang berfungsi ganda: mencegah terperosoknya terak ke dalam cairan logam (yang dapat menimbulkan inklusi pada strip), serta menahan serangan kimia dari aluminium cair. Aluminium ternyata sangat agresif terhadap sebagian besar bahan keramik pada suhu di atas 700°C—tanpa lapisan pelindung yang tepat, erosi serat akan meningkat pesat setelah 15–20 jam pengoperasian.
Dengan dilapisi lapisan permukaan boron nitrida, ujung-ujung yang diperkuat ini secara rutin mampu beroperasi selama lebih dari 30 jam tanpa mengalami penurunan kinerja yang terukur. Bagi pabrik yang mengoperasikan jalur pengecoran dan penggulungan berkelanjutan dengan target waktu operasional yang tinggi, daya tahan tersebut secara langsung berkontribusi pada pengurangan biaya pergantian.
Jika proyek Anda memerlukan penggunaan Caster Tip, Anda dapat menghubungi kami untuk mendapatkan penawaran harga gratis.
Spesifikasi Kinerja Ujung Roda
Parameter Dimensi dan Termal Utama
| Parameter | Rentang Tipikal | Mengapa Hal Ini Penting |
|---|---|---|
| Lebar Nozel | 800–2.150 mm | Harus sesuai dengan lebar permukaan gulungan |
| Ketebalan Bibir | 3–6 mm | Mempengaruhi laju perpindahan panas di bagian depan pengendapan |
| Suhu Operasional | 680–720 °C | Bergantung pada paduan; bahan ujung harus stabil di seluruh rentang |
| Toleransi Dimensi | ±0,10 mm | Mengatur keseragaman ketebalan lapisan |
| Konduktivitas Termal | 0,15–0,25 W/m·K | Nilai rendah lebih disarankan untuk isolasi |
| Penggunaan Berkelanjutan Maksimum | 25–40 jam | Tergantung pada tingkat agresivitas paduan dan kualitas lapisan BN |
Toleransi dimensi adalah spesifikasi yang paling sering diabaikan—banyak masalah cacat permukaan yang dapat ditelusuri hingga ke ujung cetakan berasal dari geometri bibir cetakan yang tidak sesuai spesifikasi, bukan karena kegagalan material.
Cara Memperpanjang Masa Pakai Ujung Roda Caster
Berdasarkan data operasional dari jalur pengecoran di seluruh Tiongkok, Timur Tengah, dan India, terdapat beberapa praktik yang secara konsisten dapat memperpanjang masa pakai ujung cetakan:
Protokol pemanasan awal itu penting. Menaikkan suhu ujung serat dari suhu lingkungan ke suhu operasi terlalu cepat dapat menyebabkan retakan mikro pada matriks serat. Pemanasan awal secara bertahap selama 2–3 jam—yang disesuaikan dengan laju ekspansi termal bahan komposit—dapat mencegah kegagalan dini.
Teknik aplikasi lapisan BN. Ketebalan lapisan yang tidak merata merupakan masalah yang umum terjadi. Dua lapisan tipis dengan proses pengeringan di antaranya selalu memberikan hasil yang lebih baik daripada satu lapisan tebal. Targetkan ketebalan lapisan kering total sebesar 0,2–0,3 mm pada semua permukaan yang bersentuhan dengan logam cair.
Verifikasi keselarasan. Sebelum setiap proses pengecoran, periksa keselarasan antara ujung nozzle dan gulungan menggunakan pengukur celah pada minimal lima titik di sepanjang lebar nozzle. Ketidakselarasan sebesar 0,05 mm pada bibir nozzle akan menimbulkan garis yang terlihat pada gulungan yang sudah jadi.
Manajemen transisi paduan. Saat beralih dari paduan yang kurang agresif (misalnya, 1060) ke paduan yang lebih agresif (misalnya, 5052), periksa ujung bor secara menyeluruh. Paduan yang mengandung Mg menyerang matriks serat lebih cepat, dan ujung yang tampak baik-baik saja setelah digunakan pada paduan seri 1xxx mungkin akan rusak dalam hitungan jam saat digunakan pada paduan seri 5xxx.
Pada jalur produksi yang menggunakan unit degassing di tahap awal, logam yang masuk dalam kondisi lebih bersih juga mengurangi serangan kimia pada ujung alat, sehingga secara tidak langsung memperpanjang masa pakai.
Pemasangan Ujung Roda: Kesalahan Umum yang Menyebabkan Kerusakan
Bahkan ujung roda yang diproduksi dengan sempurna pun tidak akan berfungsi optimal jika pemasangannya tidak dilakukan dengan benar. Berikut ini adalah kesalahan-kesalahan yang paling sering kami temui:
- Kompresi gasket tidak memadai — Menyebabkan kebocoran mikro yang menyebabkan oksidasi dan menimbulkan cacat pada tepi
- Ketidaksejajaran telinga — Menyebabkan geometri tepi strip yang tidak terkendali dan berpotensi menyebabkan logam terlepas
- Torsi berlebih pada perlengkapan pemasangan — Menyebabkan retakan pada pelat nosel, terutama pada ujung-ujung yang memiliki bagian dinding yang lebih tipis
- Melewatkan uji aliran — Mengalirkan air melalui ujung yang telah dirakit sebelum melempar akan mengungkap adanya penyumbatan dan ketidakseimbangan yang tidak dapat Anda deteksi secara visual
- Mengabaikan waktu pendinginan termal — Memaksa logam melewati ujung yang dingin dapat menyebabkan retak akibat guncangan termal; pastikan selalu menyelesaikan siklus pemanasan awal secara menyeluruh
Hal-hal ini memang tidak terdengar menarik, tetapi pada kenyataannya, hal-hal inilah yang menjadi penyebab sebagian besar keluhan terkait kualitas ujung caster. Dengan memastikan hal-hal mendasar dilakukan dengan benar, sebagian besar masalah dapat dicegah sebelum muncul.
Pertanyaan yang Sering Diajukan
1. Apa itu Ujung Roda?
Ujung Caster merupakan komponen kunci dalam jalur pengecoran dan penggulungan aluminium. Komponen ini mengontrol aliran aluminium cair, pembentukan kristal, dan ukuran lembaran.
2. Apa fungsi ujung roda caster?
Ujung rol (caster tip) mendistribusikan aluminium cair secara merata ke dalam celah rol. Hal ini membantu meningkatkan pengendalian ketebalan dan kualitas permukaan.
3. Dari bahan apa ujung roda (caster tip) itu terbuat?
Sebagian besar ujung roda (caster tips) berkinerja tinggi terbuat dari bahan komposit serat berskala nano. Bahan-bahan ini memiliki sifat isolasi, ketahanan terhadap oksidasi, dan tingkat deformasi yang rendah.
4. Mengapa akurasi ujung roda caster itu penting?
Akurasi dimensi yang tinggi membantu menjaga celah nozzle tetap stabil. Hal ini mengurangi munculnya garis-garis putih, garis-garis gelap, dan variasi ketebalan.
5. Apakah Caster Tip dapat meningkatkan kualitas aluminium foil?
Ya. Ujung Caster yang dibuat dengan baik membantu menghasilkan lembaran foil yang lebih halus, dengan lebih sedikit cacat permukaan, serta konsistensi gulungan yang lebih baik.
6. Produk aluminium mana saja yang menggunakan ujung roda (caster tip)?
Ujung rol (caster tips) banyak digunakan untuk lembaran aluminium foil, dasar pelat PS, bahan kemasan fleksibel, dan produk aluminium hasil pengecoran dan penggulungan lainnya.
7. Berapa lama umur pakai ujung Caster?
Masa pakai bergantung pada jenis paduan, lapisan, dan kondisi pengoperasian. Dalam proses produksi yang stabil, ujung cor (caster tip) berkualitas dapat mendukung proses pengecoran dalam jangka waktu lama dengan tingkat deformasi yang rendah.
8. Apakah ujung roda caster perlu dilapisi dengan boron nitrida?
Dalam banyak aplikasi, ya. Lapisan nitrida boron meningkatkan kinerja pelepasan dan membantu melindungi ujung roda penggerak dari serangan aluminium cair.
9. Kapan ujung Caster harus diganti?
Ujung roda penggerak harus diganti jika terlihat mengalami deformasi, erosi, retakan, kerusakan lapisan, atau jika cacat pada permukaan strip mulai bertambah.
10. Bagaimana cara memilih ujung roda yang tepat?
Pilihlah ujung roda penggerak berdasarkan seri paduan, lebar strip, toleransi yang dibutuhkan, dan kualitas permukaan yang diinginkan. Stabilitas bahan dan pemesinan yang presisi sama-sama sangat penting.





