

Наконечник литейного сопла — это изготовленный с высокой точностью элемент сопла, используемый на линиях непрерывного литья и прокатки алюминия для равномерного распределения расплавленного алюминия по зазору между валками, что позволяет непосредственно регулировать процесс кристаллизации, толщину полосы и качество поверхности заготовок алюминиевого листа и фольги. Изготовленный из композитных материалов с наноразмерными волокнами методом вакуумного формования с фильтрацией, правильно сконструированный наконечник ролика позволяет избежать появления белых полос, тёмных линий и поверхностных дефектов — проблем, которые обходятся производителям в тысячи долларов в виде брака за смену. Ниже мы подробно рассмотрим материалы, структуру, эксплуатационные характеристики и критерии выбора на основе реальных производственных данных.
Если для реализации вашего проекта требуется использование насадок Caster Tip, вы можете обратиться к нам для получения бесплатного коммерческого предложения.
Размеры (мм)
| Пункт | Длина | Ширина | Толщина наконечника | R — радиус | Форма |
| Значение | 200-2300 | 50-600 | 1.6-10 | Постоянное значение | Энтероцелия/Уровень |
Параметры
| Пункт | Плотность (г·см3) |
Модуль разрыва (816 ℃·МПа) |
Тепловое расширение (680 ℃·К-1) |
Теплопроводность (540 ℃·м/К) |
Макс Рабочий Температура (℃) |
|
| Типичное значение | Roll-PH | 0.45-0.57 | 42-48.8 | 1.35-1.56*10-6 | 0.12-0.15 | 1260 |
Инструкции:

Совет по выбору роликов
Запросить расценки
Почему качество наконечников роликов определяет производительность литья с прокаткой?
Если вы когда-нибудь работали на линии литья с двумя валками, то уже знаете: именно на наконечнике литьевой машины всё либо складывается, либо рушится. Это последний элемент, с которым соприкасается расплавленный алюминий перед затвердеванием, и любые отклонения здесь — неравномерный поток, температурный градиент, выпадение волокон — сразу же отражаются на готовом рулоне.
На практике наконечник заклинателя одновременно управляет тремя вещами:
- Распределение расплавленного алюминия — Равномерный поток по всей ширине полосы (обычно 800–2100 мм) предотвращает растрескивание по краям и сегрегацию по центральной линии.
- Термическая стабильность — Наконечник должен поддерживать постоянную температуру в зоне литья, как правило, в пределах ±3 °C, чтобы обеспечить однородность структуры кристаллов.
- Целостность поверхностного контакта — Любое отслоение или выпадение частиц приводит к загрязнению поверхности ленты, и эту проблему невозможно устранить на последующих этапах производства.
Именно поэтому переход от использования посредственного поставщика к наконечникам, изготовленным с высокой точностью, зачастую приводит к ощутимому повышению выхода готовой продукции с первого прохода — по данным отчетов с производственных объектов на Ближнем Востоке и в Юго-Восточной Азии, где перерабатываются сплавы серий 8xxx и 1xxx, прирост по показателю 4–6% иногда достигает значительных значений в рамках одной производственной кампании.
Обзор того, как наконечники роликов интегрируются с предшествующими узлами фильтры из керамической пены и оборудование для дегазации в режиме онлайн , эти системы работают совместно, обеспечивая подачу чистого и термически стабильного металла к соплу.
Из чего изготавливается наконечник ролика?
Современные наконечники для роликов изготавливаются из композитный материал с волокнами наноразмера, полученный методом вакуумной аспирационной фильтрации. В результате этого процесса получается заготовка с равномерно распределенными короткими волокнами, что имеет решающее значение для обеспечения стабильной теплопроводности и механической прочности при рабочих температурах (680–720 °C для большинства алюминиевых сплавов).
Основные свойства материала, имеющие значение в реальных производственных условиях:
- Умеренная насыпная плотность (обычно 0,6–0,9 г/см³) — достаточно лёгкий, чтобы обеспечивать хорошую теплоизоляцию, и достаточно плотный, чтобы противостоять эрозии
- Высокая стойкость к окислению — незаменимо во время длительных кампаний продолжительностью более 20 часов
- Отсутствие отслоения или выпадения блоков — внутренняя структура волокна должна сохранять целостность при термоциклировании
- Совместимость с покрытие из нитрида бора (BN) — большинство операторов наносят покрытие BN на рабочие поверхности, и для обеспечения надлежащих эксплуатационных характеристик покрытия необходимо, чтобы оно хорошо сцеплялось с основой
Сравнение состава материалов
| Недвижимость | Стандартный волоконный наконечник | Нановолоконный композитный наконечник | Наконечник на графитовой основе |
|---|---|---|---|
| Распределение оптоволокна | Умеренная однородность | Очень однородный | Н/Д (сплошная линия) |
| Максимальная рабочая температура (°C) | 750 | 800 | 850 |
| Насыпная плотность (г/см³) | 0.7–1.0 | 0.6–0.9 | 1.6–1.8 |
| Сцепление покрытия BN | Ярмарка | Отлично | Плохо |
| Риск выделения частиц | Умеренный | Очень низкий | Низкий |
| Типичный срок службы батареи (часы) | 15–25 | 25–40 | 30–50 |
Нановолоконные композитные наконечники обеспечивают оптимальный баланс между теплоизоляцией, совместимостью с покрытием и устойчивостью к образованию шлаковых капель — тремя факторами, напрямую влияющими на качество поверхности полосы.

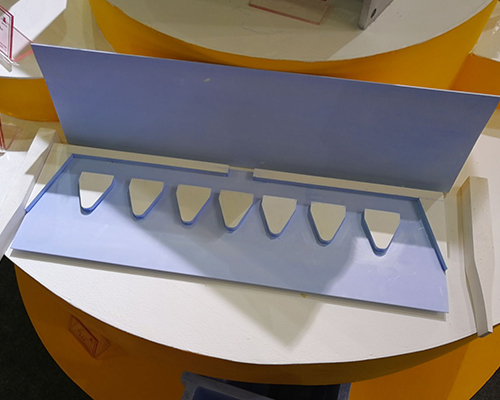
Полость наконечника
Конструкция и компоненты наконечника ролика
Полный узел наконечника литейного колеса состоит из нескольких точно подобранных друг к другу компонентов, каждый из которых выполняет определённую функцию в процессе литья:
- Пластина сопла — Основная рабочая поверхность, соприкасающаяся с расплавленным алюминием; обработанная с соблюдением жестких допусков для обеспечения равномерной ширины зазора по всей длине поверхности валка
- Прокладка — Обеспечивает термическое и механическое уплотнение между сопловой пластиной и несущей конструкцией, предотвращая утечку металла
- Уши — Боковые уплотнительные элементы, удерживающие ванну расплавленного алюминия по краям полосы; играют решающую роль в предотвращении вытекания алюминия по краям и обеспечении контроля ширины полосы
- Блок управления расходом — Регулирует скорость подачи металла и его распределение до того, как алюминий поступает в полость сопла
- Расписание — Крепежные детали, обеспечивающие точное позиционирование наконечника относительно литейных валков; должны обеспечивать точную регулировку в процессе работы
- Бегун — Система внутренних каналов, спроектированная с симметричными траекториями потока для обеспечения соответствия гидродинамическим требованиям к расплаву алюминия и равномерного распределения потока
Каждая из этих деталей должна быть изготовлена и собрана с соблюдением допусков на размеры, как правило, в пределах ±0,1 мм. Даже небольшие несоосности между сопловой пластиной и поверхностью валка приводят к появлению неравномерных фронтов затвердевания — и именно в этих местах начинают появляться тёмные линии и белые полосы, которые снижают качество рулона.
Конструкция и компоненты наконечника литницы для расплавленного алюминия
Как конструкция наконечника AdTech Caster влияет на качество поверхности алюминиевой фольги?
1. Симметричная геометрия проточных каналов
Система внутренних каналов должна обеспечивать симметричное распределение алюминия по всей ширине сопла. Асимметричное распределение приводит к образованию локальных перегретых участков и холодных зон, что вызывает:
- Белые полосы — вызванное неравномерной скоростью затвердевания
- Тёмные линии — как правило, в результате локальной турбулентности или увлечения оксидов
- Изменение толщины — что усугубляется последующими проходами холодной прокатки
В хорошо спроектированных насадках используется геометрия каналов, оптимизированная с помощью CFD (вычислительной гидродинамики). Цель заключается в обеспечении ламинарного течения на выходе из сопла с перепадом скорости менее 5% по всей ширине полосы.
2. Точность размеров и низкая деформация
Благодаря высокоточному оборудованию допуски по размерам остаются минимальными — это крайне важно, поскольку зазор между соплом и валком обычно составляет 5–8 мм и должен оставаться постоянным. Любая деформация наконечника под воздействием тепловой нагрузки приводит к неравномерному изменению этого зазора, что делает практически невозможным производство плоской ленты с постоянными габаритными характеристиками.
Низкая деформация также означает более простую регулировку зазора в процессе производства. Операторы, перешедшие с традиционных насадок на прецизионные аналоги, неизменно отмечают сокращение времени на настройку и уменьшение количества корректировок в ходе производственной кампании.
3. Укрепление критических поверхностей с помощью нанопокрытия
Ключевые зоны контакта укрепляются нанопокрытием, которое выполняет две функции: предотвращает попадание шлака в расплав (что привело бы к образованию включений в ленте) и обеспечивает устойчивость к химическому воздействию расплавленного алюминия. Алюминий оказывает удивительно агрессивное воздействие на большинство керамических материалов при температуре выше 700 °C — без надлежащего покрытия эрозия волокон резко ускоряется уже через 15–20 часов работы.
В сочетании с поверхностным покрытием из нитрида бора эти усиленные наконечники стабильно выдерживают более 30 часов непрерывной работы без заметного износа. Для прокатных заводов, эксплуатирующих линии непрерывного литья и прокатки с высокими показателями эксплуатационной готовности, такая долговечность напрямую приводит к снижению затрат на переналадку.
Если для реализации вашего проекта требуется использование насадок Caster Tip, вы можете обратиться к нам для получения бесплатного коммерческого предложения.
Технические характеристики наконечников роликов
Основные размерные и тепловые параметры
| Параметр | Типичный диапазон | Почему это важно |
|---|---|---|
| Ширина сопла | 800–2150 мм | Должна соответствовать ширине рабочей поверхности валка |
| Толщина губ | 3–6 мм | Влияет на скорость теплопередачи на фронте затвердевания |
| Рабочая температура | 680–720 °C | Зависит от сплава; материал наконечника должен оставаться стабильным во всем диапазоне |
| Допуски на размеры | ±0,10 мм | Обеспечивает равномерность толщины полосы |
| Теплопроводность | 0,15–0,25 Вт/м·К | Для изоляции предпочтительны низкие значения |
| Максимальное время непрерывной работы | 25–40 часов | Зависит от агрессивности сплава и качества покрытия BN |
Допуски на размеры — это наиболее часто игнорируемая техническая характеристика: многие проблемы с дефектами поверхности, связанные с наконечником литейного станка, возникают из-за несоответствия геометрии кромки требованиям, а не из-за дефектов материала.
Как продлить срок службы наконечников роликов
Судя по производственным данным, полученным на литейных линиях в Китае, на Ближнем Востоке и в Индии, существует несколько методов, которые позволяют стабильно продлить срок службы наконечников:
Правильно выбранный протокол предварительного нагрева имеет большое значение. Слишком быстрый нагрев наконечника от температуры окружающей среды до рабочей температуры приводит к образованию микротрещин в матрице волокна. Постепенный предварительный нагрев в течение 2–3 часов — с учетом скорости теплового расширения композитного материала — предотвращает преждевременный выход из строя.
Техника нанесения покрытия BN. Неравномерная толщина покрытия — распространенная проблема. Два тонких слоя с промежуточной сушкой всегда дают лучший результат, чем один толстый слой. Стремитесь к общей толщине сухой пленки 0,2–0,3 мм на всех поверхностях, контактирующих с расплавленным металлом.
Проверка выравнивания. Перед началом каждой производственной партии проверяйте выравнивание от кромки до кромки с помощью щупа в не менее пяти точках по всей ширине сопла. Смещение на 0,05 мм в области кромки приводит к появлению заметной полосы на готовом рулоне.
Управление переходом на Alloy. При переходе с менее агрессивного сплава (например, 1060) на более агрессивный (например, 5052) следует тщательно осмотреть наконечник. Сплавы, содержащие магний, быстрее разрушают матрицу волокна, и наконечник, который выглядит нормально после серии обработки сплавов серии 1xxx, может выйти из строя в течение нескольких часов при работе со сплавами серии 5xxx.
На производственных линиях, где на предыдущих этапах используются установки дегазации, более чистый поступающий металл также снижает химическое воздействие на наконечник, что косвенно продлевает срок его службы.
Установка наконечников роликов: типичные ошибки, приводящие к дефектам
Даже идеально изготовленный наконечник ролика не будет работать должным образом, если его установка выполнена некачественно. Вот ошибки, с которыми мы сталкиваемся чаще всего:
- Недостаточная степень сжатия прокладки — Приводит к появлению микроутечек, которые окисляются и вызывают дефекты на краях
- Неправильное расположение ушей — Приводит к неконтролируемой геометрии края ленты и возможному отрыву металла
- Превышение момента затяжки крепежных элементов — Приводит к растрескиванию пластины сопла, особенно на наконечниках с участками с более тонкой стенкой
- Пропуск проверки потока — Пропускание воды через собранный наконечник перед заливом позволяет выявить засоры и асимметрию, которые невозможно обнаружить визуально
- Игнорирование времени термической стабилизации — Проталкивание металла через холодный наконечник приводит к растрескиванию от термического шока; всегда выполняйте полный цикл предварительного нагрева
Эти мелочи не выглядят впечатляюще, но на практике именно они являются причиной большинства жалоб на качество наконечников для литейных шлангов. Правильное соблюдение основных принципов позволяет устранить большинство проблем ещё до их возникновения.
Часто задаваемые вопросы
1. Что такое наконечник ролика?
Направляющая — ключевой элемент линий по литью и прокатке алюминия. Она регулирует поток расплавленного алюминия, процесс кристаллизации и размер полосы.
2. Для чего нужен наконечник кастера?
Наконечник литейного катка обеспечивает равномерное распределение расплавленного алюминия в зазоре между валками. Это способствует улучшению контроля толщины и качества поверхности.
3. Из какого материала изготовлен наконечник ролика?
Большинство высокоэффективных наконечников роликов изготавливаются из композитных материалов на основе наноразмерных волокон. Эти материалы обеспечивают теплоизоляцию, стойкость к окислению и низкую деформацию.
4. Почему важна точность насадки роликов?
Высокая точность измерения размеров способствует поддержанию стабильного зазора сопла. Это позволяет уменьшить количество белых полос, тёмных линий и колебаний толщины слоя.
5. Может ли насадка для литья улучшить качество алюминиевой фольги?
Да. Качественно изготовленный наконечник кастера способствует получению более гладкого фольгированного полотна с меньшим количеством поверхностных дефектов и более стабильным качеством рулона.
6. В каких алюминиевых изделиях используются наконечники на колесиках?
Наконечники для литьевых валков широко используются при производстве алюминиевой фольги, оснований для ПС-пластинок, гибких упаковочных материалов и других изделий из литого алюминия.
7. Как долго служит наконечник кастера?
Срок службы зависит от типа сплава, покрытия и условий эксплуатации. При стабильном производстве качественный наконечник литейного стана способен выдерживать длительные циклы литья с минимальной деформацией.
8. Нужно ли наносить покрытие из нитрида бора на наконечник роликового опорного элемента?
Во многих случаях — да. Покрытие из нитрида бора улучшает антиадгезионные свойства и помогает защитить наконечник кастера от воздействия расплавленного алюминия.
9. Когда следует заменить наконечник ролика?
Наконечник ролика следует заменить при появлении деформации, износа, трещин, повреждения покрытия или при увеличении количества дефектов на поверхности ленты.
10. Как выбрать подходящий наконечник для ролика?
Выберите наконечник ролика с учетом серии сплава, ширины ленты, требуемого допуска и желаемого качества поверхности. Решающее значение имеют как стабильность материала, так и точность механической обработки.





