
Расплавленный алюминий не просто бездействует в печи. Как только он переходит в жидкое состояние, он начинает вступать в реакции — с влагой в атмосфере печи, с продуктами сгорания, с кислородом. Каждую минуту, пока поверхность расплава остается незащищенной, вы теряете алюминий из-за окисления и набираете водород, который создаст вам проблемы на литейном участке.
Покрывающий поток решает эту проблему у самого источника. Наносимый непосредственно на поверхность расплавленного алюминия, он быстро плавится и образует плотный, текучий защитный барьер между металлом и атмосферой печи. Процесс окисления резко замедляется. Поглощение водорода снижается. Потери металла — те, которые проявляются в виде обильного шлака и завышенных показателей потерь расплава — заметно сокращаются.
Компания AdTech производит покрывающие флюсы как для стандартных алюминиевых сплавов, так и для сплавов с высоким содержанием магния и модифицированных стронцием; все компоненты перед упаковкой проходят надлежащую термообработку для удаления адсорбированной и кристаллической воды. Ведь наличие влаги во флюсе сводит на нет саму идею его использования.
Что такое покрывающий флюс и для чего он нужен?
Покрывающий поток представляет собой белый порошкообразный материал, состоящий из хлоридных и фторидных солей, а также других неорганических соединений, специально разработанный для защиты поверхностей расплавленных алюминиевых сплавов во время плавки и выдержки в печи. При нанесении на поверхность расплава покрывающий флюс плавится при контролируемой температуре и превращается в непрерывный жидкий слой с низкой вязкостью, который за короткое время образует плотную защитную пленку.
Эта защитная пленка выполняет три важнейшие функции:
- Предотвращает окисление — Создает физический барьер между расплавленным алюминием и окисляющими газами в атмосфере печи, что значительно снижает образование шлака из оксида алюминия (Al₂O₃) и окисленных включений.
- Предотвращает поглощение водорода — Защищает поверхность расплава от воздействия атмосферной влаги, которая является основным источником растворенного водорода при работе печи.
- Снижает потери металла — Предотвращая образование оксидов, покрывающий флюс значительно снижает количество алюминия, превращающегося в невосстанавливаемый шлак. В типичных условиях эксплуатации незащищенные поверхности расплава могут приводить к потере металла в объеме 1–3% за час выдержки. Правильное нанесение покрывающего флюса позволяет снизить этот показатель до 0,2–0,5%.
В результате получается более чистый металл, снижаются потери при плавке, уменьшается образование шлака и повышается качество литья — что особенно важно для высокотехнологичных областей применения в авиации, транспорте и производстве прецизионных алюминиевых отливок.

Покрывающий флюс
Технические характеристики продукта
Компания AdTech производит два стандартных типа покрывающих флюсов, предназначенных для работы с различными группами сплавов и отвечающих конкретным металлургическим требованиям:
550CF — стандартная покрывающая флюсовая смесь для алюминиевых сплавов
550CF — это натриесодержащий (типа Na) покрывающий флюс, предназначенный для покрытия в печи алюминия и алюминиевых сплавов с невысоким содержанием магния. Он обеспечивает отличную защиту поверхности, снижает потери при окислительном горении и предотвращает поглощение водорода во время плавки и выдержки.
Наилучшим образом подходит для: Чистый алюминий (серия 1xxx), алюминиево-марганцевые сплавы (серия 3xxx), алюминиево-кремниевые сплавы (серия 4xxx), стандартные алюминиево-магниево-кремниевые сплавы (серия 6xxx с содержанием магния <2%) и алюминиево-цинковые сплавы (серия 7xxx), в которых допускается наличие натрия.
580CF — безнатриевый покрывающий флюс для сплавов с высоким содержанием магния и модифицированных стронцием
580CF представляет собой покрывающий флюс без содержания натрия (тип «Na free»), специально разработанный для алюминиевых сплавов с высоким содержанием магния и алюминиевых сплавов, модифицированных стронцием. В этих системах сплавов натрий является вредным примесью — даже следовые количества Na вызывают краевое растрескивание в сплавах с высоким содержанием магния во время прокатки и снижают эффективность модификации стронцием в литейных сплавах. Состав 580CF обеспечивает такую же плотную защиту поверхности, как и 550CF, при этом полностью исключая загрязнение натрием.
Наилучшим образом подходит для: Алюминиево-магниевые сплавы (серия 5xxx — 5083, 5182, 5754, 5052), литейные сплавы A356 и A357 с добавлением стронция, а также любые сплавы, в которых содержание натрия не превышает 5 ppm.
Таблица 1: Технические характеристики покрытия AdTech Flux
| Недвижимость | 550CF | 580CF |
|---|---|---|
| Тип | Содержащие натрий (тип Na) | Без натрия (тип «без Na») |
| Функция | Предотвращает окисление поверхности расплава и поглощение водорода | Предотвращает окисление поверхности расплава и поглощение водорода |
| Заявка | Покрытие из алюминия или сплава с низким содержанием магния в печи | Покрытие из сплава с высоким содержанием магния, модифицированного стронцием, в печи |
| Дозировка | 0,5–1,5 кг на тонну алюминия | 0,5–1,5 кг на тонну алюминия |
| Температура переработки | 720–740 °C | 720–740 °C |
| Основное преимущество | Снижает потери при окислительном сжигании | Исключает риск загрязнения натрием и одновременно снижает потери металла |
Рецептуры разработаны командой металлургов компании AdTech. Рекомендации по дозировке основаны на стандартной геометрии печи и условиях выдержки. Фактическая дозировка может варьироваться в зависимости от размера печи, времени выдержки и влажности воздуха.

AdTech: обзор изменений
Почему при плавке алюминия необходимо накрывать расплав?
Любой, кто когда-либо эксплуатировал алюминиевую печь без покрытия флюсом, инстинктивно знает ответ на этот вопрос — даже если он и не выражал его в цифрах.
Алюминий в расплавленном состоянии является одним из самых реакционноспособных распространенных металлов. Реакция окисления (4Al + 3O₂ → 2Al₂O₃) термодинамически благоприятна при любой температуре выше температуры плавления, а присутствие влаги ускоряет этот процесс, одновременно вводя водород в расплав. Пленка оксида, образующаяся на незащищённой поверхности расплава, не является чисто защитной, как пассивный оксид на твёрдом алюминии — при температурах в печи она непрерывно растёт, растрескивается, восстанавливается и удерживает металл внутри слоя шлака.
Вот что происходит при отсутствии надлежащей защиты поверхности расплава:
- Увеличиваются потери при окислительном сжигании — Каждый килограмм алюминия, превращающийся в Al₂O₃, — это килограмм, который вы переплавили, за который заплатили энергией и который не сможете продать. В крупных печах-удерживателях незащищенные поверхности могут терять от 2 до 5% металлической шихты из-за окисления за один цикл удержания.
- Ускоряется внедрение водородных пикапов — Влага из атмосферы вступает в реакцию с поверхностью алюминия (2Al + 3H₂O → Al₂O₃ + 3H₂), при этом водород непосредственно растворяется в расплаве. Это увеличивает нагрузку на последующие этапы технологического процесса установка дегазации и может привести к превышению уровня водорода, которое невозможно адекватно компенсировать с помощью встроенной системы дегазации.
- Увеличивается объем инклюзивного контента — Оксидные пленки и фрагменты, образующиеся на незащищенной поверхности, попадают в расплав во время загрузки, перемешивания и перекачки. Эти неметаллические включения сохраняются на протяжении всего технологического процесса обработки расплава и в конечном итоге попадают в ваши отливки.
- Объем шлака увеличивается — Чем сильнее окисление, тем больше шлака образуется, а это, в свою очередь, приводит к необходимости более интенсивного снятия шлака, к увеличению количества металла, удерживаемого в шлаке, и к росту затрат на переработку шлака.
Нанесение флюса прерывает этот цикл у самого источника. Образующаяся защитная пленка гораздо эффективнее, чем только естественный оксидный слой — она является сплошной, текучей, обладает способностью к самовосстановлению при повреждении и химически устойчива при рабочих температурах печи.
Как действует флюс с алюминиевым покрытием?
Механизм довольно прост, но химия состава играет гораздо более важную роль, чем думает большинство людей.
Когда порошок флюса распределяется по поверхности расплавленного алюминия, он поглощает тепло от расплава и сам плавится, образуя жидкий слой, который растекается по всей поверхности. Ключевыми свойствами, обеспечивающими эффективность этого процесса, являются:
Низкая температура плавления — Составы покрывающих флюсов разработаны таким образом, чтобы плавиться при температурах ниже температуры удержания алюминия (обычно 650–700 °C), что обеспечивает быстрое образование защитного слоя при нанесении на металл при температуре 720–740 °C.
Низкая вязкость и хорошая текучесть — После плавления флюс быстро и равномерно растекается. Хороший покрывающий флюс не скапливается комками — он растекается по поверхности и заполняет зазоры, в том числе в местах, нарушенных при загрузке или перемешивании.
Химическая стойкость — Слой флюса должен оставаться стабильным при рабочих температурах печи в течение длительных периодов выдержки, не разлагаясь, не вступая в реакцию с алюминием и не выделяя паров, создающих проблемы на рабочем месте.
Свойства, связанные с несмачиванием алюминия — Пленка флюса располагается на поверхности расплава, не смешиваясь с ним. Когда её впоследствии удаляют при снятитии пены, она аккуратно отделяется от поверхности металла, унося с собой шлак, а не захватывая чистый металл.
Состав, не содержащий влаги — Это чрезвычайно важно, но часто упускается из виду. Если сам покрывающий флюс содержит влагу (вследствие ненадлежащей термической обработки при производстве или ненадлежащих условий хранения), его добавление в расплав приводит к попаданию в него того самого водорода, который вы пытаетесь исключить. Все компоненты покрывной флюсовой смеси AdTech проходят надлежащую термообработку для удаления как адсорбированной, так и кристаллической воды, а также проходят просеивание для обеспечения однородного размера частиц и стабильных характеристик плавления.
Сколько покрывающего флюса следует использовать на тонну?
Дозировка кажется простой — от 0,5 до 1,5 кг на тонну алюминия, — но очень важно выбрать правильное соотношение. Если добавить слишком мало, в защитном слое останутся пробелы. Если добавить слишком много, вы зря потратите деньги на лишний флюс, не получив при этом дополнительной выгоды, к тому же образуется больше загрязнённого флюсом шлака, который придётся перерабатывать.
Правильная дозировка зависит от ряда практических факторов:
- Отношение площади поверхности печи к её объёму — Широкая и неглубокая печь для выдержки обеспечивает большую площадь поверхности на тонну металла, чем глубокий тигель. Более обширная площадь поверхности требует большего количества флюса для полного покрытия.
- Время удержания — Более длительные периоды выдержки (часто встречающиеся на литейных цехах при ожидании готовности ковша или при устранении задержек в графике) требуют нанесения более толстых слоев флюса или его периодического повторного нанесения, поскольку первоначальный слой истончается в результате испарения и механического воздействия.
- Атмосфера в печи — Газовые печи, в которых пламя непосредственно воздействует на поверхность расплава, создают более агрессивные условия окисления, чем печи с электрическим сопротивлением. Более высокая агрессивность означает, что вам следует использовать дозировки, близкие к верхней границе диапазона.
- Реакционная способность сплава — Сплавы с высоким содержанием магния (серия 5xxx) подвергаются более интенсивному окислению, чем чистый алюминий или сплавы серии 6xxx, поскольку магний окисляется преимущественно на поверхности. Для этих сплавов обычно требуется 1,0–1,5 кг/тонну вместо минимального значения в 0,5 кг/тонну.
Наша практическая рекомендация: Начните с дозировки 1,0 кг/тонну при первом нанесении. Оцените степень покрытия — на всей поверхности расплава должна образоваться сплошная, ровная жидкая пленка, не оставляющая открытых участков алюминия. В зависимости от качества покрытия скорректируйте дозировку в большую или меньшую сторону. В случае сомнений нанесите ещё один тонкий слой (0,2–0,3 кг/тонну), если во время длительного выдерживания на поверхности появляются участки голого металла.
Запросить расценки
Как использовать покрывающий флюс при плавке алюминия
Нанесение флюса вписывается в определённую последовательность действий в рамках общего процесса плавки и обработки алюминия. Правильное соблюдение этой последовательности имеет большое значение — каждый этап основывается на предыдущем.
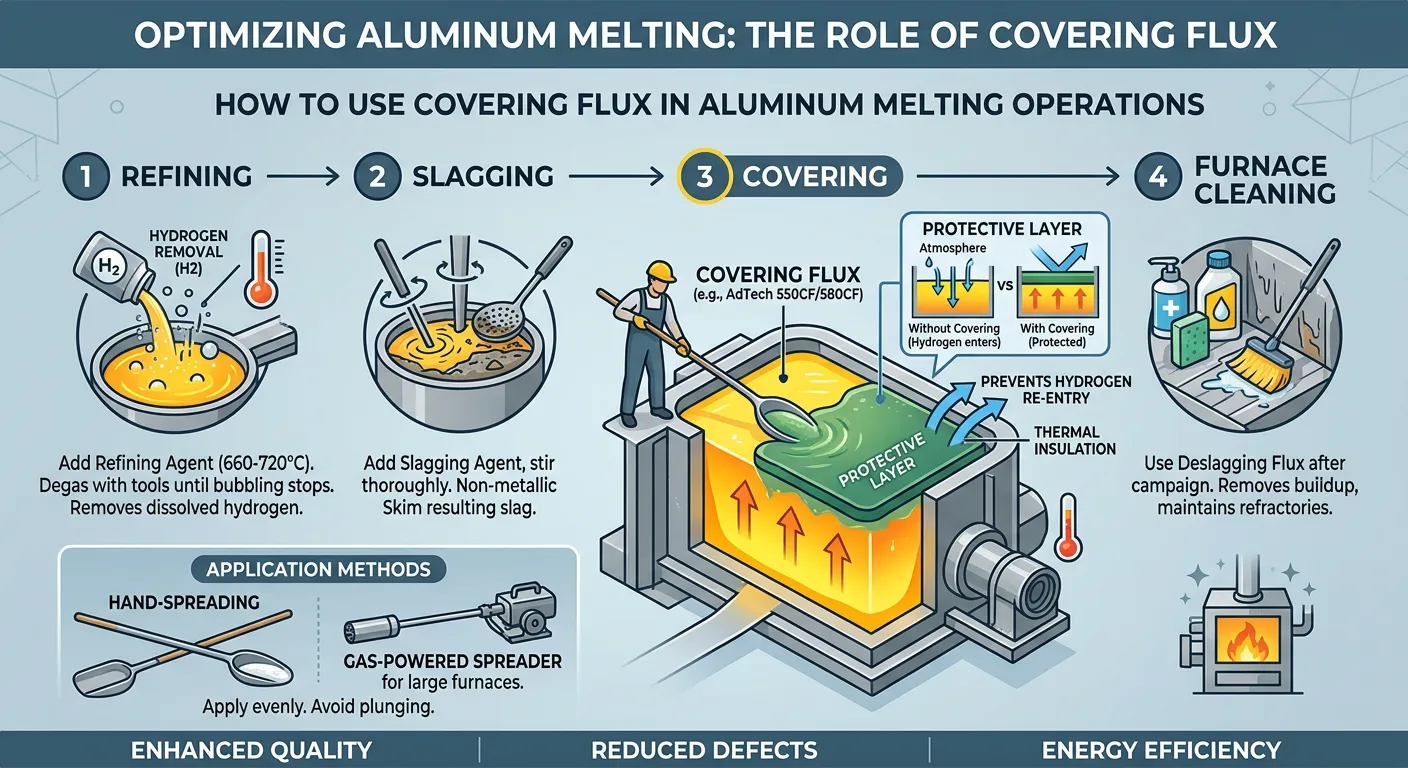
Шаг 1: Очистка
Когда температура алюминиевого сплава достигнет примерно 660–720 °C, добавьте очищающий агент . Прижмите дегазатор ко дну расплава до тех пор, пока не прекратится выделение пузырьков. Этап рафинирования в основном используется для удаления растворенного водорода из жидкого алюминия внутри печи.
Шаг 2: Образование шлака
По завершении рафинирования добавьте шлакообразующий агент. Тщательно перемешайте с помощью инструментов, чтобы вывести неметаллические включения и примеси на поверхность, а затем снимите образовавшийся шлак. Этот этап позволяет удалить твердые примеси, которые были разрыхлены или отделены в ходе процесса рафинирования.
Шаг 3: Покрытие
После удаления шлака с поверхности распределите покрывающий поток (например, AdTech 550CF или 580CF) равномерно по всей поверхности расплава. Флюс плавится и образует плотный защитный слой, который предотвращает повторное попадание водорода из атмосферы в расплав алюминия и обеспечивает теплоизоляцию, снижая потери тепла.
Шаг 4: Очистка печи
После завершения процесса плавки и слива всего алюминия используйте флюс для удаления шлака для удаления остаточных отложений со стен и дна печи, что позволяет сохранить целостность огнеупорного покрытия и предотвратить загрязнение последующих партий.
Способ применения: Покрывающий флюс можно наносить вручную, распределяя его по поверхности расплава с помощью ложки или черпака с длинной ручкой, обеспечивая равномерное распределение. В случае печей больших размеров его также можно распределять с помощью газового разбрасывателя для обеспечения более равномерного покрытия. Флюс не следует погружать в расплав — он предназначен исключительно для обработки поверхности.
Как использовать покрывающий флюс при плавке алюминия
Что произойдет, если использовать флюс не того типа?
Этот вопрос задают не так часто, как следовало бы, а последствия неправильного ответа могут обойтись дорого.
Самая распространённая ошибка — использование флюс, содержащий натрий (например, 550CF), при литье высокомагниевых сплавов или литейных сплавов, модифицированных стронцием. Вот почему это проблема:
Содержание натрия в сплавах с высоким содержанием магния (серия 5xxx): Натрий вызывает «горячую хрупкость» — межкристаллитное растрескивание при горячей прокатке или экструзии. Даже 5–10 ppm натрия в таких сплавах, как 5182 или 5083, может сделать металл непригодным для использования по назначению. Если ваш покрывающий флюс содержит соединения натрия, его следовые количества будут мигрировать в расплав во время выдержки. В рекомендациях Алюминиевой ассоциации по предельным содержаниям щелочных металлов в сплавах серии 5xxx для большинства областей применения максимальное содержание Na установлено на уровне значительно ниже 10 ppm.
Натрий в литейных сплавах, модифицированных стронцием: Модификация стронцием способствует усовершенствованию структуры эвтектического кремния в сплавах A356/A357, что имеет решающее значение для пластичности и усталостных характеристик. Натрий препятствует модификации стронцием — он конкурирует за те же места модификации и приводит к образованию нестабильной, неоднородной эвтектической структуры. В результате получаются отливки с непредсказуемыми механическими свойствами.
Именно поэтому AdTech предлагает 580CF — формула без содержания натрия как отдельный продукт. Это не дополнительная продажа товара премиум-класса — это металлургическая необходимость для этих семейств сплавов.
Таблица 2: Руководство по выбору покрывающего флюса в зависимости от семейства сплавов
| Семейство сплавов | Серия | Основная проблема | Рекомендуемый флюс | Причина |
|---|---|---|---|---|
| Чистый алюминий | 1xxx | Общая защита от окисления | 550CF | Стандартная защита, допустимо использование Na |
| Al-Cu | 2xxx | Общая защита от окисления | 550CF | Достаточная толерантность |
| Al-Mn | 3xxx | Окисление + контроль содержания натрия в консервной заготовке | 580CF (для 3004/3104) или 550CF | Для данного запаса требуется отсутствие натрия |
| Al-Si | 4xxx | Общая защита от окисления | 550CF | Стандартная защита является достаточной |
| Al-Mg (с высоким содержанием Mg) | 5xxx | На вызывает острую одышку | 580CF (обязательно) | «Na» необходимо исключить |
| Al-Mg-Si | 6xxx | Общая защита от окисления | 550CF | Достаточная для большинства толерантность |
| Al-Zn | 7xxx | Общая защита от окисления | 550CF или 580CF | Зависит от конкретного приложения |
| Литейный цех с использованием Sr | A356/A357 | Na разрушает модификацию Sr | 580CF (обязательно) | «Na» необходимо исключить |
Рекомендации по выбору, основанные на общепринятых принципах алюминиевой металлургии и особенностях чувствительности конкретных сплавов к щелочным металлам.
Упаковка и хранение флюса
Правильное хранение не менее важно, чем правильное применение. Флюс, впитывающий влагу во время хранения, теряет своё назначение — вы фактически наносите воду непосредственно на поверхность расплава.
Таблица 3: Технические характеристики упаковки AdTech Covering Flux
| Уровень упаковки | Технические характеристики | Подробности |
|---|---|---|
| Внутренняя упаковка | 2–5 кг в каждом запечатанном пакете | Герметичные пакеты с влагозащитным барьером |
| Картонная упаковка | 25 кг в коробке | Картонная коробка, запечатанная |
| Упаковка на поддонах | 1 тонна на поддоне | Упаковано в стретч-пленку для защиты при транспортировке |
| Специальная упаковка | В соответствии с требованиями заказчика | Возможен изготовление сумок нестандартных размеров, а также поставка в оптовых контейнерах |
| Требования к хранению | Проветриваемое, сухое помещение | Срок годности: 6–12 месяцев с даты изготовления |
Все продукты серии «Flux» компании AdTech проходят термическую обработку в процессе производства с целью удаления адсорбированной и кристаллической воды. Срок хранения указан при условии, что упаковка не повреждена и хранится в соответствии с рекомендуемыми условиями.
Советы по хранению, основанные на практическом опыте:
- Храните поддоны с флюсом над землей на стеллажах или деревянных поддонах — бетонные полы в литейных цехах впитывают и выделяют влагу, особенно в условиях влажного климата.
- После вскрытия пакета его содержимое следует использовать в течение 48 часов или плотно запечатать пакет. Частично использованные пакеты, оставленные открытыми рядом с печью, быстро впитают влагу.
- В тропических регионах или регионах с высокой влажностью (Юго-Восточная Азия, прибрежные районы Ближнего Востока, Центральная Америка) рекомендуется использовать хранилища с климат-контролем или мешки меньшего размера, чтобы каждый мешок после вскрытия был быстро израсходован.
- Перед использованием проверьте состояние флюса — если порошок сбился в комки, затвердел или изменил цвет, это означает, что он впитал влагу, и его следует выбросить или повторно просушить перед использованием.
Реальный пример из сферы AdTech: сокращение потерь при плавке на индийском предприятии вторичной переработки
В начале 2023 года мы начали сотрудничество с заводом по вторичной переработке алюминия, расположенным в Джамнагаре (штат Гуджарат) — одном из наиболее активных регионов Индии в сфере переработки алюминия. Предприятие перерабатывало смешанный алюминиевый лом (обрезки экструзии, автомобильные отливки, UBC) в переплавленные заготовки и литейные слитки, в основном марки A356 и LM25, для отечественной автомобильной промышленности и производства литейных деталей для двухколесных транспортных средств.
Их положение до обращения в AdTech:
На заводе эксплуатировались три газовые реверберационные печи общей производительностью около 15 тонн за плавку. Методы обработки расплава были примитивными — использовался покрывающий флюс местного производства с неопределённым составом, наносимый неравномерно, при этом не было возможности использовать безнатриевый вариант. Очистка осуществлялась с помощью системы щелочных хлорных таблеток. Оборудование для поточной дегазации или фильтрации не устанавливалось. Металл переливался ковшом непосредственно из печи на литейную станцию.
Эти проблемы обходились им в кругленькую сумму:
- Сообщаемая потеря при плавлении в среднем составила 5,81 TP3T за заезд — что значительно превышает контрольный показатель 2–3% для хорошо организованного вторичного металлургического завода
- Анализ шлака выявил высокое содержание металлического алюминия (55–65%), что означает, что они выбрасывали качественный металл, застрявший в плохо сформированном шлаке
- Их отливки из сплава A356, предназначенные для крупного производителя двухколесных транспортных средств, не проходили проверки на модификацию стронцием — структура эвтектического кремния была неравномерной и грубозернистой примерно в 20% партиях
- Расследование первопричин показало, что используемый ими флюс содержал соединения натрия, которые мешали процессу модификации стронцием
Что предоставила компания AdTech:
- Бесолевой покрывающий флюс 580CF — первоначальный заказ на 5 тонн для испытаний с последующими ежемесячными поставками
- Флюс для рафинирования (таблетированные и порошковые рафинирующие агенты AdTech) для удаления водорода в печи
- 1× однороторный онлайновая установка дегазации (15 МТ/ч) с ротором из Si₃N₄ для их основной литейной линии
- 1× Фильтрующий блок CFF с Керамические пенопластовые фильтры с плотностью 30 ppi
- Техническая поддержка, включающая 6 дней работы на месте по оптимизации производственного процесса
Что обнаружила и исправила наша команда:
Первое, на что обратил внимание наш инженер-технолог, — это порядок нанесения флюса. Операторы насыпали покрывающий флюс большими кучами в одном углу поверхности печи, вместо того чтобы распределять его равномерно. На значительных участках поверхности расплава флюс отсутствовал вовсе, в то время как на других участках скапливалось его избыточное количество, что приводило к образованию дыма. Мы пересмотрели процедуру нанесения флюса — теперь его равномерно распределяли из расчёта 1,0 кг/тонну сразу после снятия пены, с повторным нанесением 0,3 кг/тонну каждые 45 минут во время длительных периодов выдержки.
Переход с используемого ранее местного флюса, содержащего натрий, на AdTech 580CF позволил практически сразу решить проблему модификации стронция. Уже в течение первой недели испытаний стабильность модификации стронция улучшилась: доля плавок, соответствующих спецификации, выросла с ~80% до более чем 97%. Команда по качеству производителя двухколесных транспортных средств подтвердила это улучшение в течение первого месяца.
Наиболее убедительные результаты продемонстрировали показатели потерь при плавке. Благодаря правильному применению 580CF в сочетании с усовершенствованной техникой скиммирования (менее интенсивное скиммирование, выдержка шлака на поверхности до его удаления, использование перфорированного скиммера для слива металла обратно в печь) их потери при плавке снизились с От 5,81 TP3T до 3,11 TP3T за прогон — сокращение на 47%.
При плавке объемом 15 тонн и средней цене на лом, составляющей примерно $2,200 за тонну (рыночная цена на индийском рынке на сортированный лом литейных сплавов в 2023 году), это снижение потерь при плавке на 2,7% соответствовало примерно $890 сэкономлено за каждый заезд. При работе трёх печей с двумя плавками в день ежемесячная экономия, достигнутая только за счёт сокращения потерь при плавке, превысила $160,000. Стоимость материала AdTech 580CF, используемого для покрытия флюса за тот же период, составила примерно $4,500.
Установка дегазации и система фильтрации позволили ещё больше повысить качество литья, сократив количество брака, связанного с пористостью, со стороны заказчика из сектора двухколесных транспортных средств, а также открыли путь к поставкам литейной продукции для более требовательных автомобильных применений, доступ к которым ранее был закрыт из-за ограничений по качеству.
Спустя 18 месяцев сотрудничества этот заказчик теперь ежемесячно заказывает продукцию AdTech, включая флюс (580CF), флюс для рафинирования, керамические пенофильтры и расходные материалы для установок дегазации. Во время недавнего визита менеджер по закупкам компании сказал нам: “Один только флюс окупил все остальное”.”
Компания «AdTech Metallurgical Materials Co., Ltd.» — это китайско-иностранное совместное предприятие, которое поставляет фильтрующие материалы и комплектное очистное оборудование предприятиям по производству алюминиевых сплавов по всему миру..
Какую роль играет покрытие флюсом в комплексной системе обработки расплава?
Покрытие флюсом является первой линией защиты качества расплава — оно действует внутри печи, ещё до того, как металл поступает на линию обработки. Однако это лишь один из компонентов комплексного подхода.
Полная последовательность операций по плавке в AdTech:
- Покрывающий поток — Наносится в печи для защиты поверхности расплава во время плавки и выдержки
- Флюс для рафинирования — Используется в печи для первоначального удаления водорода и восстановления щелочных металлов
- Встроенная установка дегазации — Ротационная дегазация в системе каналов для точного регулирования содержания водорода
- Керамический пенопластовый фильтр — Окончательное удаление вкладышей перед литьевой станцией
- Изоляция из керамического волокна — Обеспечение теплового режима на всей линии промывки и обработки
Каждый этап направлен на устранение конкретного механизма загрязнения. Покрывающий флюс предотвращает усугубление проблемы во время выдержки. Очищающий флюс активно воздействует на примеси внутри печи. Дегазация удаляет растворенный водород, который проник через первые два барьера. Фильтрация улавливает твердые включения, которые сохранились на протяжении всего предшествующего процесса.
Если не нанести флюс, ваше последующее оборудование будет работать с большей нагрузкой, его эксплуатация обойдётся дороже, и даже это может не полностью компенсировать окисление и поглощение водорода, произошедшие во время выдержки без защиты.
Свяжитесь с нами, чтобы получить комплексное решение по обработке расплава алюминия.
Часто задаваемые вопросы
1. Для чего используется покрывающий флюс?
Покрывающий флюс используется для защиты поверхности расплавленного алюминия от окисления и поглощения водорода во время плавки и выдержки.
2. Как работает покрытие флюсом?
После плавления покрывающий флюс образует плотный защитный слой на поверхности расплавленного алюминия, что способствует предотвращению попадания воздуха, влаги и окисления.
3. Почему при плавке алюминия важно накрывать расплав флюсом?
Это способствует сокращению потерь металла, уменьшению образования шлака, повышению чистоты расплава и обеспечению качества отливок.
4. Какова дозировка покрывающего флюса?
Рекомендуемая дозировка обычно составляет 0,5–1,5 кг на тонну расплавленного алюминия, в зависимости от условий работы печи и типа сплава.
5. В чём разница между 550CF и 580CF?
550CF — это стандартный покрывающий флюс натриевого типа для обычных алюминиевых сплавов. 580CF — это флюс без содержания натрия, предназначенный для алюминиевых сплавов с высоким содержанием магния и модифицированных стронцием.
6. Может ли нанесение флюса уменьшить потери от окислительного сжигания?
Да. Одна из основных функций защитного покрытия — снижение потерь от окислительного горения на поверхности расплавленного металла во время выдержки в печи.
7. Подходит ли покрытие флюсом для алюминиевых сплавов с высоким содержанием магния?
Да, но для сплавов с высоким содержанием магния следует использовать покрывной флюс без содержания натрия, например AdTech 580CF.
8. Как следует наносить защитный флюс?
Его можно непосредственно и равномерно рассыпать по поверхности расплавленного алюминия после удаления шлака, благодаря чему он быстро образует защитную пленку.
9. Как следует хранить покрывающий флюс?
Хранить в сухом, проветриваемом месте. Обычный срок хранения составляет от 6 до 12 месяцев при условии, что упаковка остается герметично закрытой.
10. Можно ли использовать покрывающий флюс с другими материалами для плавки алюминия?
Да. Его обычно используют в сочетании с рафинирующим флюсом, шлакообразующими добавками, дегазационными установками и керамическими пенофильтрами в рамках комплексной технологии обработки расплава.





