

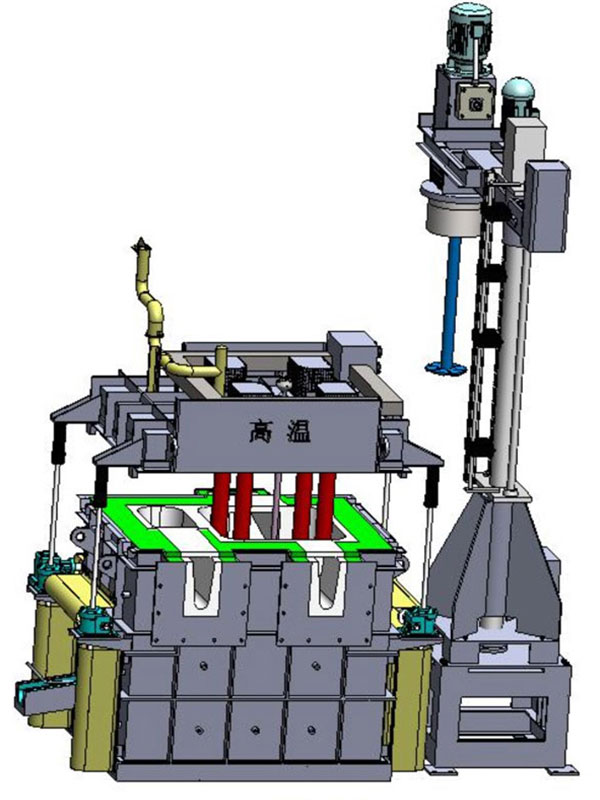
Установка для онлайн-дегазации AdTech удаляет растворенный водород, щелочные металлы и неметаллические включения из расплава алюминия и его сплавов перед литьем. Устанавливаемое в линию между печью-держателем и литьевой машиной, данное оборудование использует технологию керамического ротора из нитрида кремния (Si₃N₄) и корпус печи из высококремниевого расплава, что обеспечивает стабильное качество расплава и сверхдлительный срок службы.
Независимо от того, занимаетесь ли вы литьем экструзионных заготовок, прокаткой слябов или производством литейных деталей с высокими эксплуатационными характеристиками, водородная пористость и оксидные включения являются главными факторами, ухудшающими механические свойства, качество поверхности и герметичность. Наша установка для дегазации устраняет эти проблемы у источника.

Установка для онлайн-дегазации AdTech
Как работает установка дегазации AdTech?
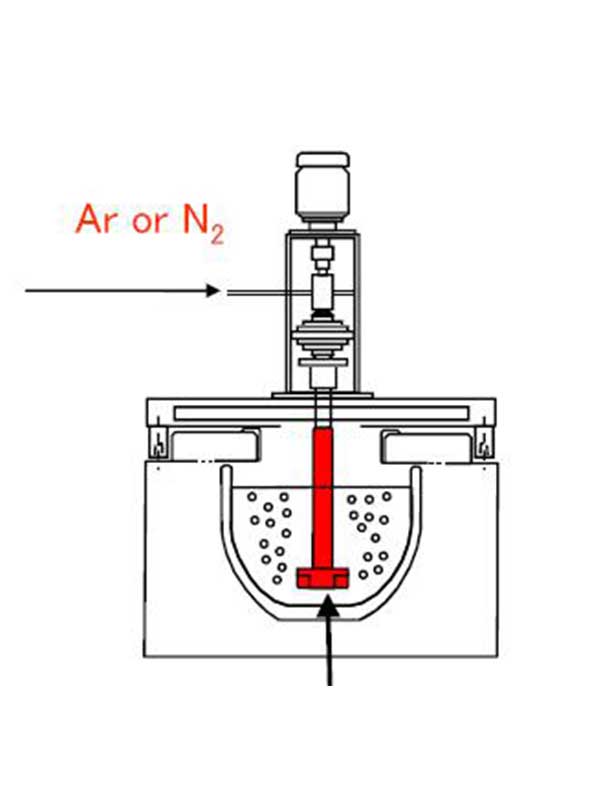
Принцип работы основан на ротационном впрыске инертного газа — проверенном методе дегазации, широко применяемом в мировой алюминиевой промышленности.
Технологический газ (аргон, азот или смесь инертного газа и хлора) впрыскивается в расплавленный алюминий через полый вал из графита и Si₃N₄. Высокоскоростной ротор разбивает этот газ на тысячи равномерно распределенных микропузырьков, которые поднимаются вверх через расплав и одновременно выполняют три важнейшие функции:
- Удаление водорода — Растворенный водород диффундирует в пузырьки инертного газа под действием перепада парциального давления (подчиняющегося закону Зивертса) и переносится к поверхности расплава, откуда он выделяется.
- Удаление щелочных металлов — При использовании хлорсодержащего технологического газа натрий (Na), кальций (Ca) и литий (Li) удаляются в результате химической реакции с образованием хлоридов, которые отделяются от расплава.
- Флотация с включением — Неметаллические включения (Al₂O₃, шпинели MgAl₂O₄ и т. п.) захватываются поднимающимися пузырьками, всплывают на поверхность и удаляются в виде шлака через сливной патрубок.
Обработанный алюминий выходит из дегазационной камеры и поступает в Керамический пенопластовый фильтр для окончательного удаления твердых включений до поступления на литьевую станцию.
Компоненты оборудования установки дегазации
Система поточной дегазации AdTech состоит из четырёх интегрированных подсистем:
- Механическая коробка передач — Двигатель с регулируемой скоростью вращения и точным управлением числом оборотов (стандартная скорость обработки — 450–550 об./мин.), обеспечивающий оптимальное распределение пузырьков при работе с различными типами сплавов и при разных уровнях производительности.
- Конструкция крышки и уплотнения коробки — Уплотнительная конструкция включает в себя крышку, футеровку, впускное и выпускное отверстия — она разработана для предотвращения проникновения атмосферной влаги и повторного увлечения шлака, что напрямую повышает эффективность дегазации.
- Система ротора, вала и нагревателя — Керамический ротор из Si₃N₄ (диаметр вала 60 мм, диаметр головки 200 мм), разработанный для минимизации сопротивления перемешиванию при одновременном обеспечении максимального сдвига пузырьков. Погружной нагреватель с защитной втулкой из Si₃N₄ поддерживает температуру расплава на протяжении всего цикла обработки.
- Система электрического управления — Регулирует скорость вращения ротора, расход газа, температуру нагревателя и последовательность технологических операций. Оператор независимо настраивает параметры как для этапа обработки, так и для этапа выдержки.
Методы дегазации при литье
Технические характеристики онлайн-установки дегазации
| Параметр | Маленький | Средний | Большой |
|---|---|---|---|
| Максимальный расход при дегазации | 15 мт/ч | 35 мт/ч | 65 мт/ч |
| Конфигурация дегазационной камеры | 1 комната, 1 ротор (1B1R) | 2 комнаты, 2 ротора (2B2R) | 3 комнаты, 3 ротора (3B3R) |
| Конструкция коробки | 1 сливной патрубок, 1 патрубок для удаления шлака | 2 сливных отверстия, 1 отверстие для удаления шлака | 3 сливных отверстия, 1 отверстие для удаления шлака |
| Подъемная система | Тип подъемного механизма | Механический подъем ротора | Гидравлический подъем крышки |
Указанные технические характеристики соответствуют стандартным конфигурациям. По запросу возможна изготовка изделий нестандартных размеров с учетом конкретных производственных требований.
Чем отличается оборудование для дегазации AdTech?
Корпус печи со сверхдлительным сроком службы
Внутренняя облицовка изготавливается цельным способом с использованием новой технологии производства из расплавленного материала с высоким содержанием кремния. Это обеспечивает исключительные антипригарные свойства алюминия: нагар образуется в минимальных количествах, интервалы между очистками увеличиваются, а эффективный объем камеры остается неизменным от литья к литью. Средний срок службы: 2–3 года, в то время как у традиционных дегазационных камер с огнеупорной футеровкой этот срок составляет 6–12 месяцев.
В подкладке предусмотрен внутренний поплавковый стопор что предотвращает попадание поверхностных оксидов в поток обрабатываемого алюминия и не позволяет пузырькам или шлаку выходить через выпускное отверстие.
Керамические детали из нитрида кремния
Именно в эту область мы вложили наибольшие инженерные усилия, поскольку срок службы ротора и нагревательных элементов влияет на ваши реальные эксплуатационные расходы больше, чем любой другой фактор.
- Ротор и вал системы дегазации: Изготовлено из керамики Si₃N₄. Срок службы 2–5 лет в зависимости от агрессивности сплава. Обладает исключительными характеристиками по коррозионной стойкости, термоударной стойкости, стойкости к окислению, стойкости к абразивному износу и механической прочности. Роторная головка диаметром 200 мм, работающая со скоростью 450–550 об/мин, расщепляет инертный газ на мелкие, равномерно распределенные пузырьки во всей массе расплавленного алюминия.
- Защитный наконечник нагревателя: Керамическая конструкция из Si₃N₄ с Средний срок службы — 1–2 года. Обеспечивает высокую эффективность нагрева, предотвращая при этом окисление, образование шлака и загрязнение расплава.
- Защитная оболочка термопары: Кроме того, керамика Si₃N₄ защищает датчик температуры от агрессивной среды расплава, обеспечивая точное и надежное измерение температуры на протяжении всего периода эксплуатации.
Для понимания: стандартные изостатические графитовые роторы, используемые в литейных сплавах с высоким содержанием кремния (A356, A380), обычно служат 3–8 недель, после чего эрозия ухудшает качество образования пузырьков. Наши роторы из Si₃N₄ служат годами, а не неделями. Первоначальные затраты выше, но стоимость на тонну значительно ниже.
Гибкость газовой системы
Поддерживаются аргон, азот, смеси Ar/N₂ и Ar/Cl₂. Система газовой защиты рассчитана на безопасную работу с хлорсодержащим технологическим газом в случаях, когда требуется удаление щелочных металлов из сплавов, таких как 5182 или 3004.
Стандарты проектирования и эксплуатационные характеристики установок дегазации
| Параметр проектирования | Технические характеристики | Примечания |
|---|---|---|
| Средняя эффективность дегазации | 60% — удаление водорода | При использовании газа Ar и содержании Mg ≤1% производительность может достигать 0,09 см³/100 г Al |
| Материал подкладки | Расплав с высоким содержанием кремния, сформированный как единое целое | Алюминий с антипригарным покрытием, не загрязняется, срок службы 2–3 года |
| Материал ротора | Нитрид кремния (Si₃N₄) | Срок службы 2–5 лет, устойчивость к коррозии, термическим ударам и истиранию |
| Размеры ротора | Вал диаметром 60 мм, головка диаметром 200 мм | Оптимизировано для низкого сопротивления и мелкого распределения пузырьков |
| Скорость обработки | 450–550 об/мин | Расщепляет и равномерно распределяет пузырьки газа в расплаве |
| Насадка для нагревателя | Керамика Si₃N₄ | Срок службы 1–2 года, высокая эффективность, отсутствие загрязнения |
| Совместимость с газами | Ар, N₂, смесь Ар/N₂, смесь Ар/Cl₂ | Возможность полного удаления щелочных металлов с опцией Cl₂ |
| Система уплотнения | Крышка + прокладка + прокладки на входе и выходе | Предотвращает попадание шлака и впитывание атмосферной влаги |
Стандарты проектирования, основанные на технических спецификациях продуктов AdTech и подтвержденные данными об эксплуатационных показателях, полученными на базе установленных систем в более чем 60 странах.
Почему алюминий необходимо дегазировать перед литьем?
Расплавленный алюминий интенсивно поглощает водород из атмосферной влаги, влажных загрузочных материалов, мокрых инструментов и продуктов сгорания в печи. В расплавленном состоянии алюминий может растворить примерно 0,69 мл H₂ на 100 г. При затвердевании растворимость снижается примерно до 0,036 мл на 100 г — соотношение составляет 19:1. Избыточному водороду некуда деваться, кроме как в поры.
Это не просто теоретическая проблема. Вот во что вам обойдутся недостаточная дегазация в реальных производственных условиях:
- Анодированные профили с пузырьками — Подповерхностные водородные поры расширяются в процессе термообработки в растворе и прорываются сквозь поверхность профиля. На заводах, не оснащённых надлежащими системами дегазации в процессе производства, отбраковка в объёме 8–15% является обычным явлением.
- Неудачный рентгеновский контроль — В соответствии с техническими условиями на производство листового металла для аэрокосмической и оборонной промышленности требуется проведение радиографического контроля в соответствии с ASTM E155 . Наличие пор, содержащих водород, становится явно заметным и приводит к немедленному отбраковке.
- Снижение прочности на разрыв и усталостной прочности — Пористость в конструкционных отливках напрямую снижает механические свойства, измеряемые по ASTM B557 . В случае деталей автомобилей, критически важных с точки зрения безопасности (поворотные кулаки, поперечные рычаги, подрамники), речь идет не просто о вопросе качества, а о вопросе ответственности.
- Утечки под давлением в гидравлических/пневматических литых деталях — Микропористость приводит к образованию взаимосвязанных путей утечки. Никакая степень вакуумной пропитки не способна полностью компенсировать пористость отливки, обусловленную её структурой.
Затраты на эксплуатацию установки дегазации ничтожны по сравнению с затратами, связанными с утилизацией брака, переделкой продукции, гарантийными претензиями и упущенными контрактами. Об этом узнает каждый литейный цех — вопрос лишь в том, узнаете ли вы об этом заранее или на собственном горьком опыте, когда придётся иметь дело с отчетами об отбраковке продукции.
Какую скорость вращения ротора и расход газа следует использовать для дегазации алюминия?
Это самый распространённый технический вопрос, который нам задают, и для честного ответа необходимо учитывать особенности конкретного сплава. Чрезмерное вращение ротора или слишком сильное нажатие на педаль газа вызывает поверхностную турбулентность, которая вновь увлекает оксиды, в результате чего металл грязнее. Если реакцию провести не до конца, в растворе останется водород.
Таблица: Рекомендуемые рабочие параметры в зависимости от области применения
| Параметр | Лист для печати / Литографический лист | Автомобильные конструкции | Заготовки для экструзии (серия 6xxx) | Литейные сплавы (Si >7%) |
|---|---|---|---|---|
| Целевое значение H₂ (мл/100 г Al) | < 0,08 | < 0,10 | < 0,12 | < 0,15 |
| Скорость вращения ротора (об/мин) | 500–550 | 450–500 | 400–500 | 350–450 |
| Расход газа (л/мин) | 15–25 | 12–20 | 10–18 | 8–15 |
| Предпочтительный газ | Аргон | Аргон | Азот или смесь Ar/N₂ | Азот |
| Температура плавления (°C) | 700–720 | 690–720 | 680–710 | 720–740 |
Диапазоны эксплуатационных параметров, составленные на основе данных полевых испытаний AdTech и соответствующие рекомендациям, опубликованным в технических материалах Алюминиевой ассоциации по качеству расплава.
Практическое замечание, основанное на нашем опыте работы на местах: На литейных предприятиях, использующих сплавы с высоким содержанием кремния, наблюдается более интенсивный износ роторов, поскольку частицы кремния действуют как абразив на рабочей поверхности ротора. Именно поэтому мы изготавливаем наши роторы из Si₃N₄, а не из стандартного графита — эта керамика устойчива к данному механизму эрозии и обеспечивает стабильное качество образования пузырьков на протяжении всего срока службы ротора.
Установка для дегазации алюминия с использованием инертного газа удаляет водород и включения; высококремниевая футеровка предотвращает прилипание
Что лучше использовать для дегазации алюминия: аргон или азот?
Оба варианта подходят. Выбор зависит от типа сплава и вашего бюджета.
Аргон является химически инертным по отношению ко всем компонентам алюминиевых сплавов. Он обеспечивает наилучшие результаты дегазации и является стандартным выбором для изделий аэрокосмической промышленности, проката и любых сплавов, содержащих более 2% магния. Недостаток: на большинстве рынков аргон стоит в 3–4 раза дороже азота за кубический метр.
Азот является эффективным и значительно более экономичным. Для стандартных экструзионных заготовок из сплавов 6063 и 6061, литейного сплава A356 и аналогичных составов с низким содержанием магния азот обеспечивает вполне приемлемые результаты. Однако в сплавах с высоким содержанием магния (5182, 5083, 5754) азот вступает в реакцию с магнием с образованием Mg₃N₂ — это приводит к расходу дорогостоящих добавок магния и может вызывать образование нитридных включений.
Наша рекомендация: Для сплавов с высоким содержанием магния (>2% Mg) и при производстве листового и пластинчатого проката, где качество имеет решающее значение, следует использовать аргон. Для экструдированных сплавов серии 6xxx и стандартных литейных сплавов следует использовать азот. Для всех прочих случаев смесь Ar/N₂ (70/30) обеспечивает хорошее соотношение цены и качества.
Когда удаление щелочных металлов имеет решающее значение (в наличии могут быть сплавы 3004, 3104, 5182), добавление небольшого процента газообразного хлора (2–5% Cl₂ в носителе Ar) позволяет химическим способом удалить Na и Ca до уровней ниже 1 ppm. Газовая система AdTech спроектирована таким образом, чтобы обеспечить безопасное выполнение этой операции.
Реальный пример применения AdTech: установка дегазации, решающая проблемы образования пузырей на египетском экструзионном заводе
В конце 2022 года к нам обратился средний по размеру завод по экструзии алюминия, расположенный в промышленной зоне «10-е Рамадана» недалеко от Каира, с конкретной и неотложной проблемой. На предприятии эксплуатировались три экструзионных пресса (1800T, 2500T, 2750T), на которых производились архитектурные профили из алюминия серий 6063 и 6061 для внутреннего рынка и экспорта в страны Персидского залива.
Их текущая конфигурация: наклосная печь, ручная дегазация с помощью аргоновой горелки (графитовая трубка, через которую газ вдувается в ковш — не ротационная система) и одноступенчатая фильтрация через керамическую пену с плотностью 30 ppi. Оборудование для поточной дегазации отсутствует.
Проблема: На анодированных профилях, изготовленных на прессовой линии 2500T, наблюдалось образование пузырей на поверхности, что приводило к браку в объеме 8–12%. Компания рисковала лишиться крупного контракта на поставку в Саудовскую Аравию, в котором требовалось качество поверхности, соответствующее стандарту QUALICOAT. Их собственные образцы RPT показали уровень водорода в литейной яме на уровне 0,25–0,35 мл/100 г — что значительно превышает значение 0,12 мл/100 г, необходимое для получения анодированной продукции без пузырьков.
Что мы поставили:
- 2 однороторные линейные дегазационные установки AdTech (конфигурация 1B1R, производительность каждой — 15 МТ/ч)
- 4 комплекта ротор/вал из Si₃N₄ (2 установлены, 2 запасных)
- 2× AdTech Фильтрующие блоки CFF с двухступенчатой системой керамических пенофильтров 30 ppi + 50 ppi
- 5 дней технической поддержки по монтажу на объекте и оптимизации технологических процессов
Что сделала наша команда на месте: Мы установили дегазационные установки в линию между желобом наклонной печи и перемещенными фильтрующими камерами. В течение двух полных дней мы работали непосредственно с персоналом литейного цеха, чтобы оптимизировать скорость вращения ротора (установленную на уровне 480 об/мин), расход азота (14 л/мин с использованием имеющейся у них системы подачи N₂) и контроль температуры расплава. Мы проверили эффективность системы с помощью отбора проб методом RPT в четырёх точках: на выпуске печи, на входе в установку дегазации, на выходе из установки дегазации и в литейной яме.
Результаты измерений после ввода в эксплуатацию:
- Уровень водорода в литейной яме: снизился с 0,25–0,35 до 0,10–0,13 мл/100 г (снижение на ~60%)
- Появление пузырьков на анодированном профиле: показатель снизился с 8–12% до менее 1,51 TP3T в течение первого месяца производства
- Они сохранили контракт с Саудовской Аравией и увеличили объём экспорта в страны Персидского залива примерно на 30% до конца первого квартала 2023 года
- Срок службы ротора из Si₃N₄, изготовленного из сплава 6063, превысил 12 месяцев до необходимости замены — что значительно превосходит показатели любого графитового ротора, который они использовали ранее
Расходы на лом, связанные исключительно с профилями с пузырями, составляли примерно $15 000–18 000 в месяц. Две установки для дегазации окупились менее чем за четыре месяца эксплуатации. С тех пор компания заказала третью установку для линии с прессом мощностью 1800T и поддерживает постоянный квартальный заказ на запасные части фильтры из керамической пены и запасные детали.
Именно такое партнерство мы ценим — не просто продажа оборудования, а решение реальных производственных задач и завоевание лояльности клиентов благодаря достигнутым результатам.
Инструкция по эксплуатации установки дегазации
Правильная эксплуатация позволяет максимально повысить эффективность дегазации и продлить срок службы оборудования. Соблюдайте следующие процедуры:
Запуск и наполнение
- Разогрейте дегазационную камеру перед заливом расплавленного алюминия необходимо использовать встроенный нагревательный элемент. Когда температура нагревателя приблизится к температуре плавления (не менее 720 °C), необходимо подать небольшой поток инертного газа через ротор, а затем приступить к заполнению камеры расплавленным алюминием.
- Проверьте все уплотнительные материалы на входных и выходных соединениях системы желобов. Убедитесь, что нижняя сливная пробка с защитой от высоких температур плотно закреплена.
- Контроль уровня наполнения — прекратить процесс наполнения, когда уровень расплава опустится примерно на 3 см ниже нижней кромки отверстия канала подачи.
Этап обработки
- Закройте крышку коробки (отверстие для удаления шлака остается доступным). Операторы должны носить соответствующие средства защиты. По мере поступления металла в коробку образуется поверхностный шлак — по мере необходимости снимайте его через отверстие для удаления шлака.
- Установить параметры обработки — Измените скорость вращения ротора с скорости фазы выдержки на скорость фазы обработки (450–550 об/мин). Увеличьте расход инертного газа с значения, установленного для фазы выдержки, до значения, установленного для фазы обработки. Установите заданную температуру расплава для фазы обработки и включите систему управления нагревом.
- Непрерывно контролировать расход газа на этапе обработки. Стабильный поток газа = стабильное образование пузырьков = стабильная эффективность дегазации.
Фаза удержания (между забросами)
- Поддерживать небольшой поток инертного газа через ротор во время периодов удержания, чтобы предотвратить попадание алюминия в отверстие ротора и закупорку газового выхода — это крайне важно.
- Немедленно включите обогреватель после остановки подачи металла. Установите регулятор температуры на заданный оператором параметр поддержания температуры, чтобы поддерживать температуру расплавленного алюминия в коробке на уровне, необходимом для литья.
- Для возобновления производства, повысить температуру плавления до значения выше 780 °C, а затем перейти из фазы удержания обратно в фазу обработки.
Важные замечания
- Никогда не погружайте холодный ротор в воду в расплавленный алюминий. Термический шок является основной причиной преждевременного растрескивания деталей из Si₃N₄. Перед погружением всегда проводите предварительный нагрев до температуры не менее 300 °C.
- Очистите дегазационную камеру после каждой серии литья. Удаляйте скопившийся шлак и налет, чтобы сохранить эффективный объем камеры.
- Проверить геометрию головки ротора регулярно. Даже несмотря на исключительную износостойкость Si₃N₄, проведение мониторинга позволяет заменить детали до того, как качество пузырьков ухудшится.
Какое место занимает установка дегазации в составе полной линии подготовки расплава?
Дегазация является одним из этапов комплексной системы обработки металла. Компания AdTech поставляет все компоненты этой цепочки из одних рук:
Печь → Система литейных каналов → Установка дегазации → Фильтрующий блок CFF → Литейная машина
- Керамические пенные фильтры (CFF) — Удаление твердых неметаллических включений после блока дегазации. Доступны варианты с плотностью от 20 ppi до 80 ppi для различных требований к степени очистки.
- Системы промывки и компоненты для «горячей» поверхности — Обеспечьте контролируемый поток металла и поддержание температуры между этапами обработки. Неправильная конструкция желоба приводит к возникновению турбулентности, в результате которой оксиды вновь втягиваются в поток, что сводит на нет результаты дегазирования.
- Системы подачи флюса и зерноуточнителя — Ввести таблетированный флюс для удаления щелочных металлов и стержень для утончения зерен TiB₂ с целью оптимизации металлургической структуры.
- Изделия из керамического волокна для теплоизоляции — Изоляция для крышек шлаховодов, крышек дегазационных камер, корпусов фильтрующих камер и компонентов печи. Снижает теплопотери и обеспечивает поддержание постоянной температуры расплава на всей линии обработки.
Установка дегазации работает наиболее эффективно при соблюдении надлежащих технологических процедур на предшествующих этапах. Если загрузка печи влажная, процедуры флюсования не соблюдаются, а переливные ковши не просушены должным образом, ни одна установка дегазации не сможет полностью компенсировать эти недостатки. Сначала устраните проблемы на базовых этапах, а затем доверьте оборудованию для дегазации обработку остаточного растворенного водорода.
Все необходимое для плавки алюминия в одном месте:
Сколько стоит эксплуатация установки дегазации?
При инвестициях в производство важны не столько стоимость приобретения, сколько реальные эксплуатационные расходы. Ниже приведена разбивка затрат для однороторной установки (1B1R), работающей 16 часов в сутки:
| Категория затрат | Ежедневная оценка | Примечания |
|---|---|---|
| Инертный газ (Ar со скоростью 15 л/мин) | $43–72 | ~14,4 Нм³/сутки при $3–5/Нм³ промышленного аргона |
| Износ ротора/вала | $1–3 | Амортизация ротора из Si₃N₄ в течение срока службы 2–5 лет |
| Износ нагревательного втулки | $0,50–1,50 | Амортизация пальцевидного держателя из Si₃N₄ в течение 1–2 лет эксплуатации |
| Электроэнергия | $7–12 | Двигатель (0,5–1,5 кВт) + нагреватель (3–6 кВт) по тарифу $0,10/кВт·ч |
| Общие ежедневные эксплуатационные расходы | $52–89 |
Расчеты основаны на типичных промышленных тарифах на коммунальные услуги и ценах на компоненты AdTech. Применение азота позволяет сократить расходы на газ примерно на 60–70% по сравнению с аргоном в тех случаях, когда это целесообразно с металлургической точки зрения.
Сравните эти $52–89 в день со затратами, связанными с утилизацией даже одной партии заготовок или отливок из-за пористости. В приведенном выше примере из Египта только утилизация заготовок с пузырьками обходилась в $500–600 в день. Расчет окупаемости несложен.
И вот что упускают из виду большинство людей: поскольку срок службы ротора из Si₃N₄ от AdTech составляет 2–5 лет, а не 3–8 недель, как у графитового ротора, доля расходных материалов в эксплуатационных расходах практически ничтожна. Вы платите только за газ и электричество — и всё.

Внутренняя облицовка дегазационной установки изготовлена из цельного куска расплавленного материала с высоким содержанием кремния, который обладает хорошими антипригарными свойствами, характерными для алюминия, и длительным сроком службы.
Почему стоит выбрать AdTech в качестве поставщика установок для дегазации?
Мы производим оборудование для дегазации. Но что ещё важнее — мы понимаем суть металлургического процесса, для которого предназначено это оборудование, ведь в нашу команду входят специалисты, которые работали непосредственно в литейных цехах, а не только в офисах.
Приобретая установку для дегазации от компании AdTech, вы получаете:
- Технология изготовления керамических роторов из Si₃N₄ со сроком службы 2–5 лет — это не графитовые роторы, которые приходится менять каждый месяц
- Корпус печи для плавления материала с высоким содержанием кремния со сроком службы покрытия 2–3 года и антипригарными свойствами алюминия
- Проверенная эффективность в более чем 60 странах по всему спектру кованых и литейных сплавов
- Комплексные решения для обработки расплава в линии — дегазация, фильтрация CFF, промывочные системы, изоляция из керамического волокна — от одного поставщика
- Настоящая техническая поддержка включая ввод в эксплуатацию на объекте, оптимизацию технологических процессов и постоянное консультирование
- Конкурентоспособные цены благодаря чему надлежащее оборудование для дегазации становится доступным не только для транснациональных металлургических предприятий, но и для средних литейных цехов и литейных предприятий
Алюминиевой отрасли не нужны новые каталоги оборудования. Ей нужны поставщики, которые приезжают на место, решают проблему и гарантируют надежность своего решения. Именно этим мы и занимаемся.
Готовы обсудить установку дегазации для вашего предприятия? Связаться с AdTech с учетом ассортимента сплавов, производственной мощности и целевых показателей качества. Мы подберем для вас оптимальную конфигурацию — будь то однороторная установка производительностью 15 МТ/ч или трехроторная система производительностью 65 МТ/ч — исходя из ваших реальных производственных потребностей.
Часто задаваемые вопросы
1. Что такое установка для дегазации при литье алюминия?
A установка дегазации используется для удаления растворенного водорода, щелочных металлов и неметаллических включений из расплавленного алюминия перед литьем. Это способствует снижению пористости, улучшению качества поверхности и повышению механических свойств алюминиевых отливок.
2. Как работает установка для дегазации в режиме онлайн?
Один онлайновая установка дегазации посредством вращающегося ротора в расплавленный алюминий впрыскивается инертный газ, такой как аргон или азот. Ротор разбивает газ на мельчайшие пузырьки, которые поглощают водород и выносят включения на поверхность для удаления.
3. Почему удаление водорода из расплавленного алюминия имеет важное значение?
Водород является основным газом, вызывающим пористость в алюминиевых отливках. Если его не удалить, конечный продукт может иметь пузыри, низкую механическую прочность, низкое качество анодирования и более высокий процент брака.
4. Где установлена установка дегазации?
Этот установка дегазации обычно устанавливается между печью-нагревателем и литьевой машиной. Такое расположение позволяет осуществлять непрерывную обработку расплавленного алюминия перед фильтрацией и литьем.
5. Какие газы можно использовать в установке для дегазации?
К распространенным газам относятся аргон, азот, либо смесь инертного газа и хлора. Для получения высококачественных сплавов предпочтительным является аргон, тогда как азот часто выбирают из соображений снижения эксплуатационных затрат.
6. Какова эффективность дегазации установок компании AdTech?
Среднее значение эффективность дегазации примерно 60%. При использовании аргона и обработке сплавов с содержанием магния ≤1% уровень водорода может достигать примерно 0,09 см³/100 г Al.
7. В чём особенность дегазационного ротора AdTech?
Ротор AdTech изготовлен из нитрид кремния (Si₃N₄) керамический. Он обладает превосходной стойкостью к коррозии, термическим ударам, окислению и износу, а также значительно более длительным сроком службы по сравнению с традиционными графитовыми роторами.
8. Каков срок службы накладки и ротора?
Этот фурнитура из расплавленного материала с высоким содержанием кремния обычно длится 2–3 года, в то время как Ротор из Si₃N₄ может длиться 2–5 лет, в зависимости от типа сплава и условий эксплуатации.
9. Может ли установка дегазации удалять не только водород, но и включения?
Да, но не совсем самостоятельно. Это установка дегазации удаляет водород и способствует всплыванию некоторых включений на поверхность, но наиболее эффективно действует в сочетании с керамический пенопластовый фильтр для окончательной очистки расплава.
10. Как правильно подобрать размер дегазационной установки?
Это зависит от вашей производственной мощности. Компания AdTech предлагает стандартные модели производительностью 15 МТ/ч, 35 МТ/ч и 65 МТ/ч с конфигурациями от «1 камера — 1 ротор» до «3 камеры — 3 ротора». Выбор подходящего размера зависит от вашей литейной линии и требований к качеству.





