

AdTech Online Degassing Unit removes dissolved hydrogen, alkali metals, and non-metallic inclusions from molten aluminum and its alloys before casting. Installed inline between the holding furnace and the casting machine, this equipment uses silicon nitride (Si₃N₄) ceramic rotor technology and a high-silicon molten material furnace body to deliver consistent melt quality with an ultra-long service life.
Whether you’re casting extrusion billets, rolling slab, or high-integrity foundry components, hydrogen porosity and oxide inclusions are the primary enemies of mechanical properties, surface quality, and pressure tightness. Our degassing unit eliminates these problems at the source.

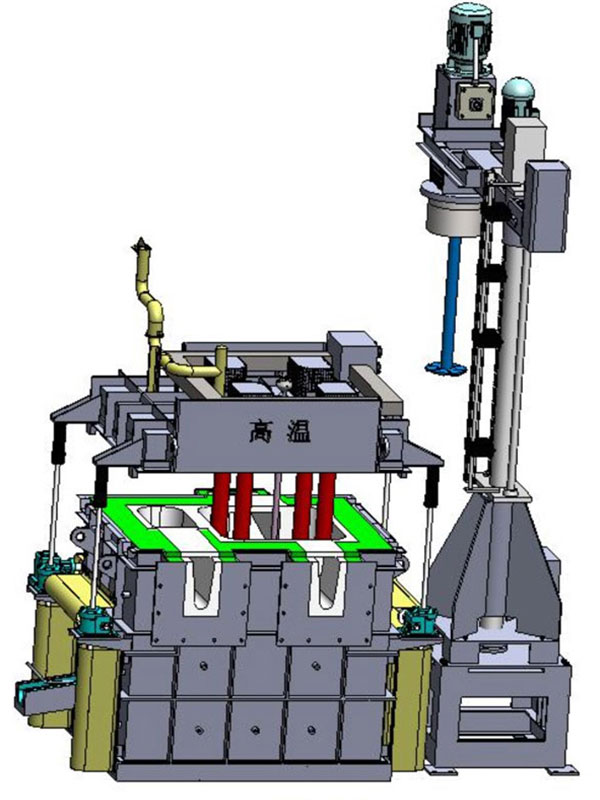
AdTech Online Degassing Unit
How Does the AdTech Degassing Unit Work?
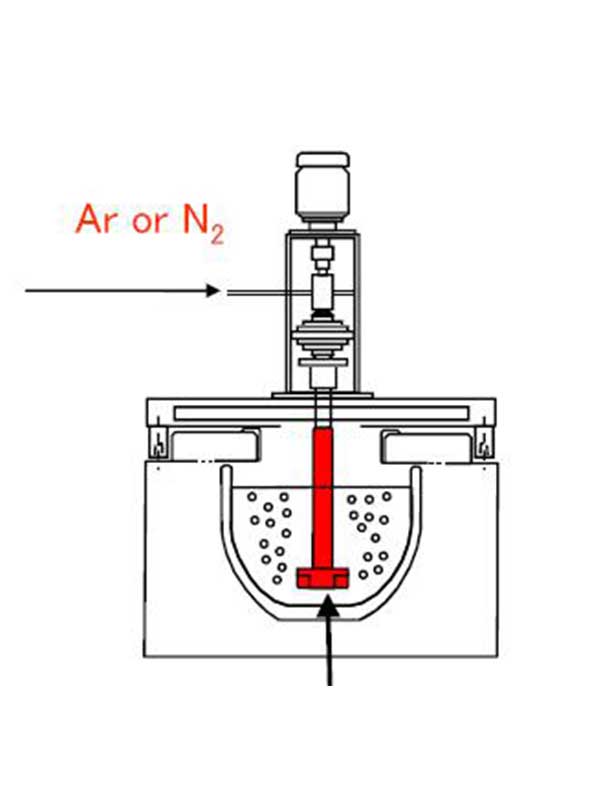
The working principle is based on rotary inert gas injection — a proven degassing method used across the global aluminum industry.
Process gas (argon, nitrogen, or a mixture of inert gas and chlorine) is injected into the molten aluminum through the hollow graphite/Si₃N₄ shaft. The high-speed rotor breaks this gas into thousands of evenly dispersed micro-bubbles, which rise through the melt and complete three critical functions simultaneously:
- Hydrogen removal — Dissolved hydrogen diffuses into the inert gas bubbles due to the partial pressure differential (governed by Sieverts’ law) and is carried to the melt surface where it escapes.
- Alkali metal removal — When chlorine-containing process gas is used, sodium (Na), calcium (Ca), and lithium (Li) are eliminated through chemical reaction, forming chloride compounds that separate from the melt.
- Inclusion flotation — Non-metallic inclusions (Al₂O₃, MgAl₂O₄ spinels, etc.) are captured by rising bubbles, floated to the surface, and removed as dross through the deslagging outlet.
The treated aluminum exits the degassing box and flows to the Ceramic Foam Filter for final solid inclusion removal before reaching the casting station.
Degassing Unit Equipment Components
The AdTech inline degassing system comprises four integrated subsystems:
- Mechanical Transmission — Variable-speed drive motor with precise RPM control (450–550 R/M standard processing speed), enabling optimized bubble dispersion across different alloy types and throughput rates.
- Box Cover & Sealing Structure — The sealing structure includes the cover, lining, inlet, and outlet — engineered to prevent atmospheric moisture ingress and slag re-entrainment, directly improving degassing efficiency.
- Rotor, Shaft & Heater System — Si₃N₄ ceramic rotor (shaft diameter 60mm, head diameter 200mm) designed to minimize stirring resistance while maximizing bubble shearing. Immersion heater with Si₃N₄ protection thimble maintains melt temperature throughout the treatment cycle.
- Electrical Control System — Manages rotor speed, gas flow rate, heater temperature, and process sequencing. Operator sets parameters for both processing and holding phases independently.
Degassing-Methods-In-Casting
Online Degassing Unit Specifications
| Parameter | Small | Medium | Large |
|---|---|---|---|
| Max Degassing Flow | 15 MT/H | 35 MT/H | 65 MT/H |
| Degassing Box Configuration | 1 room, 1 rotor (1B1R) | 2 rooms, 2 rotors (2B2R) | 3 rooms, 3 rotors (3B3R) |
| Box Structure | 1 draining outlet, 1 deslagging outlet | 2 draining outlets, 1 deslagging outlet | 3 draining outlets, 1 deslagging outlet |
| Lifting System | Hoisting type | Rotor mechanical lifting | Cover hydraulic lifting |
Specifications represent standard configurations. Custom sizing available upon request for specific production requirements.
What Makes AdTech Degassing Equipment Different?
Ultra-Long Life Furnace Body
The inner liner is integrally formed using new high-silicon molten material manufacturing technology. This delivers exceptional non-stick aluminum performance — skull buildup is minimal, cleaning intervals are extended, and the effective chamber volume stays consistent cast after cast. Average working life: 2–3 years, compared to 6–12 months for conventional refractory-lined degassing boxes.
The lining includes an internal float stopper that prevents surface oxides from being drawn into the treated aluminum stream and stops bubbles or slag from escaping through the outlet.
Silicon Nitride Ceramic Components
This is where we’ve invested the most engineering effort, because rotor and heater component life drives your real operating cost more than any other factor.
- Degassing Rotor & Shaft: Made from Si₃N₄ ceramic. Working life of 2–5 years depending on alloy aggressiveness. Performs exceptionally in corrosion resistance, thermal shock resistance, oxidation resistance, abrasive resistance, and mechanical strength. The 200mm rotor head at 450–550 RPM crushes inert gas into fine, uniformly dispersed bubbles throughout the aluminum melt.
- Heater Protection Thimble: Si₃N₄ ceramic construction with 1–2 year average service life. Provides high heating efficiency while preventing oxidation, slagging, and melt contamination.
- Thermocouple Protection Sleeve: Also Si₃N₄ ceramic, protecting the temperature sensor from the corrosive melt environment for accurate, reliable temperature measurement throughout the campaign.
For context: standard isostatic graphite rotors in high-silicon foundry alloys (A356, A380) typically last 3–8 weeks before erosion degrades bubble generation quality. Our Si₃N₄ rotors last years, not weeks. The upfront cost is higher — the per-tonne cost is dramatically lower.
Gas System Flexibility
Argon, nitrogen, Ar/N₂ mixtures, and Ar/Cl₂ mixtures are all supported. The gas protection system is designed to handle chlorine-containing process gas safely when alkali metal removal is required for alloys like 5182 or 3004.
Degassing Unit Design Standards & Performance
| Design Parameter | Specification | Notes |
|---|---|---|
| Average Degassing Efficiency | 60% hydrogen removal | With Ar gas and Mg content ≤1%, output can reach 0.09 cc/100g Al |
| Lining Material | High-silicon molten material, integrally formed | Non-stick aluminum, no contamination, 2–3 year life |
| Rotor Material | Silicon Nitride (Si₃N₄) | 2–5 year life, corrosion/thermal shock/abrasion resistant |
| Rotor Dimensions | Shaft Ø60mm, Head Ø200mm | Optimized for low resistance, fine bubble dispersion |
| Processing Speed | 450–550 RPM | Crushes and disperses gas bubbles uniformly into melt |
| Heater Thimble | Si₃N₄ ceramic | 1–2 year life, high efficiency, zero contamination |
| Gas Compatibility | Ar, N₂, Ar/N₂ mix, Ar/Cl₂ mix | Full alkali metal removal capability with Cl₂ option |
| Sealing System | Cover + lining + inlet/outlet gaskets | Prevents slag ingress, atmospheric moisture pickup |
Design standards based on AdTech product engineering specifications and validated through field performance data from 60+ country installation base.
Why Does Aluminum Need Degassing Before Casting?
Molten aluminum absorbs hydrogen aggressively from atmospheric moisture, damp charge materials, wet tools, and furnace combustion products. At the melting point, aluminum can dissolve roughly 0.69 ml H₂/100g. Upon solidification, solubility drops to approximately 0.036 ml/100g — a 19:1 ratio. The excess hydrogen has nowhere to go except into pores.
This isn’t a theoretical concern. Here’s what inadequate degassing costs you in real production:
- Blistered anodized extrusions — Sub-surface hydrogen pores expand during solution heat treatment and rupture through the profile surface. Scrap rates of 8–15% are common in plants without proper inline degassing.
- Failed X-ray inspection — Aerospace and defense plate specifications require radiographic inspection per ASTM E155 . Hydrogen porosity shows up clearly and results in immediate rejection.
- Reduced tensile and fatigue strength — Porosity in structural castings directly reduces mechanical properties measured per ASTM B557 . For automotive safety-critical parts (knuckles, control arms, subframes), this is a liability issue, not just a quality issue.
- Pressure leaks in hydraulic/pneumatic castings — Micro-porosity creates interconnected leak paths. No amount of vacuum impregnation fully compensates for a fundamentally porous casting.
The cost of running a degassing unit is trivial compared to the cost of scrap, rework, warranty claims, and lost contracts. Every casthouse learns this — the only question is whether you learn it proactively or from your own rejection reports.
What Rotor Speed and Gas Flow Should You Use for Aluminum Degassing?
This is the most common technical question we receive, and the honest answer requires alloy-specific guidance. Over-spinning the rotor or pushing too much gas creates surface turbulence that re-entrains oxides — making your metal dirtier. Under-doing it leaves hydrogen in solution.
Table: Recommended Operating Parameters by Application
| Parameter | Can Stock / Litho Sheet | Automotive Structural | Extrusion Billets (6xxx) | Foundry Alloys (Si >7%) |
|---|---|---|---|---|
| Target H₂ (ml/100g Al) | < 0.08 | < 0.10 | < 0.12 | < 0.15 |
| Rotor Speed (RPM) | 500–550 | 450–500 | 400–500 | 350–450 |
| Gas Flow Rate (L/min) | 15–25 | 12–20 | 10–18 | 8–15 |
| Preferred Gas | Argon | Argon | Nitrogen or Ar/N₂ mix | Nitrogen |
| Melt Temperature (°C) | 700–720 | 690–720 | 680–710 | 720–740 |
Operational ranges compiled from AdTech field installations and consistent with guidelines published by The Aluminum Association melt quality technical resources.
Practical note from our field experience: Foundries running high-silicon alloys see more aggressive rotor wear because silicon particles act as an abrasive at the rotor tip. This is precisely why we manufacture our rotors from Si₃N₄ rather than standard graphite — the ceramic resists this erosion mechanism and maintains consistent bubble generation quality across the full rotor service life.
Aluminum degassing unit with inert gas removes hydrogen and inclusions; high-silicon lining prevents sticking
Should You Use Argon or Nitrogen for Aluminum Degassing?
Both work. The choice depends on your alloy and your budget.
Argon is chemically inert with all aluminum alloy constituents. It produces the cleanest degassing results and is the default choice for aerospace products, can stock, and any alloy containing more than 2% magnesium. The downside: argon costs 3–4× more than nitrogen per cubic meter in most markets.
Nitrogen is effective and significantly cheaper. For standard 6063 and 6061 extrusion billets, A356 foundry alloy, and similar compositions with low magnesium content, nitrogen delivers perfectly acceptable results. However, in high-Mg alloys (5182, 5083, 5754), nitrogen reacts with magnesium to form Mg₃N₂ — this consumes expensive magnesium additions and can generate nitride inclusions.
Our recommendation: Use argon for high-Mg alloys (>2% Mg) and for quality-critical sheet/plate applications. Use nitrogen for 6xxx extrusion and standard foundry alloys. For everything in between, an Ar/N₂ blend (70/30) offers a good performance-to-cost ratio.
When alkali metal removal is critical (can stock alloys 3004, 3104, 5182), adding a small percentage of chlorine gas (2–5% Cl₂ in the Ar carrier) enables chemical removal of Na and Ca to levels below 1 ppm. AdTech’s gas system is designed to accommodate this safely.
AdTech Real Case: Degassing Unit Solving Blistering Problems at an Egyptian Extrusion Plant
In late 2022, a medium-sized aluminum extrusion plant in the 10th of Ramadan industrial zone outside Cairo contacted us with a specific and urgent problem. They operated three extrusion presses (1800T, 2500T, 2750T) producing 6063 and 6061 architectural profiles for the domestic market and export to Gulf states.
Their existing setup: tilting furnace, manual argon lance degassing (a graphite tube bubbling gas into the ladle — not a rotary system), and single-stage 30ppi ceramic foam filtration. No inline degassing equipment.
The problem: Anodized profiles from the 2500T press line were showing surface blistering at 8–12% rejection rate. They were about to lose a major Saudi distribution contract that required QUALICOAT-standard surface finish. Their own RPT samples showed hydrogen levels at the casting pit of 0.25–0.35 ml/100g — far above the 0.12 ml/100g needed for blister-free anodized product.
What we supplied:
- 2× AdTech single-rotor inline degassing units (1B1R configuration, 15 MT/H capacity each)
- 4× Si₃N₄ rotor/shaft assemblies (2 installed, 2 spares)
- 2× AdTech CFF filter box units with 30ppi + 50ppi dual-stage ceramic foam filter arrangement
- 5 days of on-site installation engineering and process optimization support
What our team did on-site: We installed the degassing units inline between the tilting furnace launder and the repositioned filter boxes. Over two full days, we worked directly with their casthouse crew to optimize rotor speed (settled at 480 RPM), nitrogen gas flow (14 L/min using their existing N₂ supply), and melt temperature control. We verified performance through RPT sampling at four points: furnace tap, degassing unit inlet, degassing unit outlet, and casting pit.
Measured results after commissioning:
- Hydrogen at casting pit: dropped from 0.25–0.35 to 0.10–0.13 ml/100g (~60% reduction)
- Anodized profile blistering: dropped from 8–12% to under 1.5% within the first production month
- They retained the Saudi contract and expanded Gulf export volume by approximately 30% through Q1 2023
- Si₃N₄ rotor life in their 6063 alloy exceeded 12 months before replacement — dramatically better than any graphite rotor they’d used previously
The scrap cost from blistered profiles alone had been running roughly $15,000–18,000/month. The two degassing units paid for themselves in under four months of operation. They’ve since ordered a third unit for the 1800T press line and maintain a standing quarterly order for replacement ceramic foam filters and spare components.
This is the kind of partnership we value — not just selling a box, but solving a real production problem and earning repeat business through demonstrated results.
Degassing Unit Operating Instructions
Proper operation maximizes degassing efficiency and protects equipment life. Follow these procedures:
Startup & Filling
- Preheat the degassing box using the integrated heating element before introducing molten aluminum. When the heater temperature approaches the melt temperature (minimum 720°C), introduce a small flow of inert gas through the rotor, then begin filling the box with molten aluminum.
- Check all sealing materials at the inlet and outlet connections to the launder system. Verify that the bottom drain plug with high-temperature protection is firmly seated.
- Monitor fill level — stop the filling operation when the melt level reaches approximately 3 cm below the bottom of the flow channel opening.
Processing Phase
- Close the box cover (the deslagging opening remains accessible). Operators must wear appropriate protective equipment. As metal flows into the box, surface dross is generated — skim through the slag opening as needed.
- Set processing parameters — Switch rotor speed from holding phase speed to the processing phase speed (450–550 RPM). Increase inert gas flow from the holding rate to the processing rate. Set the target melt temperature for the treatment phase and engage the heater control.
- Monitor gas flow rate continuously during the processing phase. Stable gas flow = stable bubble generation = consistent degassing performance.
Holding Phase (Between Casts)
- Maintain a small inert gas flow through the rotor during holding periods to prevent aluminum from entering the rotor bore and blocking the gas outlet — this is critical.
- Engage the heater immediately after stopping metal flow. Set the temperature control to the operator-defined holding parameter to keep the aluminum liquid in the box at casting-ready temperature.
- For re-starting production, raise the melt temperature to above 780°C, then transition from the holding phase back to the processing phase.
Important Notes
- Never immerse a cold rotor into molten aluminum. Thermal shock is the primary cause of premature Si₃N₄ component cracking. Always preheat to at least 300°C before immersion.
- Clean the degassing box after every casting campaign. Remove accumulated dross and skull buildup to maintain effective chamber volume.
- Inspect rotor head geometry regularly. Even with Si₃N₄’s exceptional wear resistance, monitoring ensures you replace components before bubble quality degrades.
How Does a Degassing Unit Fit Into a Complete Melt Treatment Line?
Degassing is one stage in an integrated metal treatment system. AdTech supplies every component in this chain from a single source:
Furnace → Launder System → Degassing Unit → CFF Filter Box → Casting Machine
- Ceramic Foam Filters (CFF) — Remove solid non-metallic inclusions downstream of the degassing unit. Available from 20ppi through 80ppi for different cleanliness requirements.
- Launder Systems & Hot-Top Components — Maintain controlled metal flow and temperature between treatment stations. Poor launder design introduces turbulence that re-entrains oxides — undoing your degassing work.
- Flux & Grain Refiner Feeding Systems — Introduce tablet flux for alkali metal removal and TiB₂ grain refiner rod for metallurgical structure optimization.
- Ceramic Fiber Insulation Products — Insulation for launder covers, degassing box lids, filter box housings, and furnace components. Reduces heat loss and maintains consistent melt temperature throughout the treatment line.
The degassing unit performs best when upstream practices are sound. If your furnace charge is wet, your flux practice is nonexistent, and your transfer ladles aren’t properly dried, no degassing unit will fully compensate. Fix the fundamentals, then let the degassing equipment handle the residual dissolved hydrogen.
One-Stop Shopping for Aluminium Melting Materials:
What Does a Degassing Unit Cost to Operate?
Real operating cost — not just purchase price — is what matters for a production investment. Here’s the breakdown for a single-rotor (1B1R) unit running 16 hours/day:
| Cost Category | Daily Estimate | Notes |
|---|---|---|
| Inert Gas (Ar @ 15 L/min) | $43–72 | ~14.4 Nm³/day at $3–5/Nm³ industrial Ar |
| Rotor/Shaft Wear | $1–3 | Si₃N₄ rotor amortized over 2–5 year life |
| Heater Thimble Wear | $0.50–1.50 | Si₃N₄ thimble amortized over 1–2 year life |
| Electrical Power | $7–12 | Motor (0.5–1.5 kW) + heater (3–6 kW) @ $0.10/kWh |
| Total Daily Operating Cost | $52–89 |
Costs based on typical industrial utility rates and AdTech component pricing. Nitrogen reduces gas cost by approximately 60–70% compared to argon where metallurgically appropriate.
Compare that $52–89/day against the cost of scrapping even one billet or casting run to porosity. In the Egyptian case study above, blistering scrap alone cost $500–600/day. The payback math isn’t complicated.
And here’s the factor most people overlook: because AdTech’s Si₃N₄ rotor lasts 2–5 years instead of 3–8 weeks like a graphite rotor, the consumable component of operating cost is essentially negligible. You’re paying for gas and electricity — that’s it.

The inner liner of Degassing Unit is integrally formed with high-silicon molten material, which has a good non-stick aluminum effect and long service life.
Why Choose AdTech as Your Degassing Unit Supplier?
We manufacture degassing equipment. But more importantly, we understand the metallurgical process that equipment serves — because our team includes people who’ve worked in casthouses, not just in offices.
When you buy a degassing unit from AdTech, you get:
- Si₃N₄ ceramic rotor technology with 2–5 year service life — not graphite rotors you’ll replace every month
- High-silicon molten material furnace body with 2–3 year lining life and non-stick aluminum performance
- Proven performance in 60+ countries across the full range of wrought and foundry alloys
- Complete inline melt treatment solutions — degassing, CFF filtration, launder systems, ceramic fiber insulation — from a single supplier
- Real technical support including on-site commissioning, process optimization, and ongoing consultation
- Competitive pricing that makes proper degassing equipment accessible to mid-sized foundries and casthouses, not just multinational smelters
The aluminum industry doesn’t need more equipment catalogs. It needs suppliers who show up, solve the problem, and stand behind the solution. That’s what we do.
Ready to discuss a degassing unit for your operation? Contact AdTech with your alloy range, throughput capacity, and quality targets. We’ll recommend the right configuration — whether that’s a single-rotor 15 MT/H unit or a three-rotor 65 MT/H system — based on your actual production needs.
FAQ
1.What is a degassing unit in aluminum casting?
A degassing unit is used to remove dissolved hydrogen, alkali metals, and non-metallic inclusions from molten aluminum before casting. It helps reduce porosity, improve surface finish, and increase the mechanical properties of aluminum castings.
2. How does an online degassing unit work?
An online degassing unit injects inert gas such as argon or nitrogen into molten aluminum through a rotating rotor. The rotor breaks the gas into tiny bubbles, which absorb hydrogen and carry inclusions to the surface for removal.
3. Why is hydrogen removal important in molten aluminum?
Hydrogen is the main gas that causes porosity in aluminum castings. If it is not removed, the final product may have blowholes, weak mechanical strength, poor anodizing quality, and higher rejection rates.
4. Where is the degassing unit installed?
The degassing unit is usually installed between the holding furnace and the casting machine. This position allows the molten aluminum to be treated continuously before filtration and casting.
5. What gases can be used in a degassing unit?
Common gases include argon, nitrogen, or a mixture of inert gas and chlorine. Argon is preferred for high-quality alloys, while nitrogen is often chosen for lower operating cost.
6. What is the degassing efficiency of AdTech degassing units?
The average degassing efficiency is around 60%. When using argon and processing alloys with Mg content ≤1%, the hydrogen level can reach about 0.09 cc/100g Al.
7. What is special about the AdTech degassing rotor?
The AdTech rotor is made of silicon nitride (Si₃N₄) ceramic. It offers excellent resistance to corrosion, thermal shock, oxidation, and wear, with a much longer service life than traditional graphite rotors.
8. How long does the lining and rotor last?
The high-silicon molten material lining usually lasts 2–3 years, while the Si₃N₄ rotor can last 2–5 years, depending on alloy type and operating conditions.
9. Can a degassing unit remove inclusions as well as hydrogen?
Yes, but not completely on its own. The degassing unit removes hydrogen and helps float some inclusions to the surface, but it works best together with a ceramic foam filter for final melt purification.
10. How do I choose the right degassing unit size?
It depends on your production capacity. AdTech offers standard models for 15 MT/H, 35 MT/H, and 65 MT/H, with configurations from 1 room 1 rotor to 3 rooms 3 rotors. The right size depends on your casting line and quality requirements.





