
High-efficiency Ceramic Foam Filter technology is the critical gatekeeper of metallurgical purity in molten aluminum casting, removing non-metallic inclusions and fine dross as small as 5 microns. By utilizing a three-dimensional network structure, these filters ensure superior metal quality for high-performance aviation, automotive, and electronic components. Selecting the correct PPI (25–90) and precise dimensions—from 7x7in to 26x26in—stabilizes metal flow, prevents surface defects in aluminum coils, and significantly boosts casting yield in precision-heavy industrial environments.
AdTech ceramic foam filter
What is a Ceramic Foam Filter and why is it indispensable for modern aluminum casting?
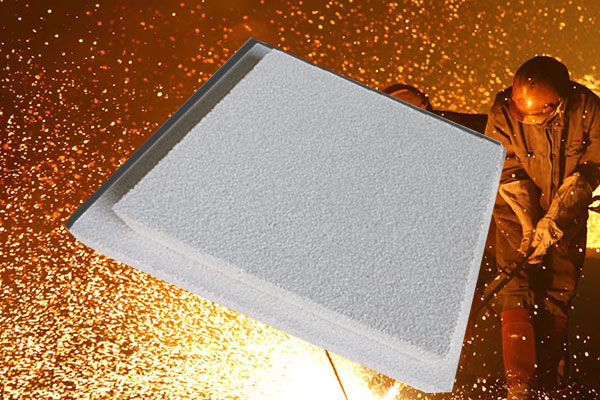
In the relentless pursuit of perfection in metallurgy, the Ceramic Foam Filter stands as a pivotal innovation. It’s far more than a simple sieve; it’s a meticulously engineered porous ceramic material designed to purify molten aluminum liquid by effectively removing both large inclusions and micro-sized non-metallic particles. This capability is indispensable for today’s high-tech industries, where the slightest impurity can compromise product integrity.
At its core, a Ceramic Foam Filter boasts a three-dimensional network structure with interconnected pores. This tortuous path forces molten aluminum to change direction repeatedly, causing inclusions to collide with and adhere to the ceramic struts. This mechanism delivers high strength and erosion resistance, ensuring reliable performance even under challenging conditions. The strong adsorption capacity of these filters is crucial for effectively removing tiny inclusions that would otherwise lead to defects in high value-added products.
This filter is always used in conjunction with a specialized CFF Filter Box. When properly installed with an expansion seal, the Ceramic Foam Filter within the CFF filter box forms the final purification stage, making it essential for aluminum alloy liquid impurity filtration. Without this critical step, producing high-tech performance components for aviation, transportation, computer hard disks, printing PS board bases, can-making materials, or jet turbine engine fan blades would be virtually impossible.
How does the advanced production process ensure a superior Ceramic Foam Filter?
The performance of a Ceramic Foam Filter is intrinsically linked to its manufacturing precision. Our production process is an automated, multi-stage journey that begins with carefully selected raw materials and culminates in a high-strength, high-accuracy filter. This meticulous approach guarantees the superior product advantages that our clients rely on.
- Organic Foam Carrier: We start with an organic foam that has a precisely controlled three-dimensional network structure and connected pores. This foam acts as the skeleton upon which the ceramic material will be built, directly influencing the final PPI and pore uniformity.
- Thixotropic Alumina Slurry Immersion: The organic foam is immersed and thoroughly invaded by a thixotropic alumina material slurry. The rheology of this slurry is critical; it must be fluid enough to penetrate every pore yet viscous enough to cling to the foam structure without dripping.
- Automated Extrusion & Distribution: Using advanced automatic extrusion equipment, the slurry is evenly distributed throughout the foam skeleton. This step is vital for achieving uniform pore size distribution, which directly impacts filtration accuracy and flow consistency.
- Drying, Curing, and High-Temperature Roasting: The impregnated foam then undergoes a controlled drying and curing process. Finally, it is subjected to high-temperature roasting at 1180°C for tens of hours. This intense thermal treatment burns off the organic foam, leaving behind a rigid ceramic structure with interconnected pores.
This rigorous production process imbues the Ceramic Foam Filter with several key advantages:
- Effective Inclusion Removal: Can effectively remove large inclusions in the aluminum liquid and effectively adsorb even small inclusions of tiny size.
- No Contamination: Ensures no slag, and no pollution to the aluminum liquid.
- Good Thermal Shock Resistance: The high-temperature sintering creates a robust ceramic matrix capable of withstanding rapid temperature changes without cracking or degradation.
- High Accuracy: Automated assembly line production with three calibration procedures guarantees high accuracy of product dimensions, ensuring a perfect fit within the CFF Filter Box.
- Enhanced Metal Quality: By consistently purifying the melt, these filters significantly improve the surface quality of aluminum ingots, aluminum rods, and aluminum coils, thereby enhancing product performance and refining the microstructure.
If your project requires the use of Ceramic Foam Filter, you can contact us for a free quote.

ceramic foam filters in manufacturing
Navigating Ceramic Foam Filter Specifications: PPI, Dimensions, and Flow Rates.
Choosing the correct Ceramic Foam Filter involves understanding a critical interplay of specifications: the Pore Size (PPI), the physical dimensions, and the resulting filtration flow range. This precise selection is paramount for optimizing metal quality and throughput in your casting operation.
Pore Size (PPI) and Inclusion Capture:
The mesh number, or PPI (Pores Per Inch), indicates the density of the pores. We offer a wide range from 25, 30, 35, 40, 45, 50, 55, 60, 70, 80, and 90 PPI. Higher PPI values denote smaller pores and finer filtration. This directly correlates to the size of inclusions that can be effectively removed and the overall filtration rate.
Table 1: PPI, Inclusion Capture, and Filtration Efficiency
| Pore Size (PPI) | Inclusions Diameter Removed (um) | Filtration Rate (%) | Typical Application & Purity Level |
|---|---|---|---|
| 20 PPI | 80 | 78 | Primary Smelting, Basic Casting (Industrial Grade) |
| 30 PPI | 40 | 85 | Standard Billets, General Extrusions (High Quality) |
| 40 PPI | 20 | 88 | Automotive Components, Specialty Extrusions (Premium Grade) |
| 50 PPI | 10 | 92 | Can Body Stock, Lithographic Sheet (Ultra-Pure Grade) |
| 60 PPI | 5 | 95 | Aerospace Alloys, Computer Hard Disks (Aerospace/Electronic Grade) |
| 70-90 PPI | < 5 | 95-99 | Advanced Precision Casting, Microelectronics (Ultimate Purity) |
Technical Parameters:
| Item | Density (g/cm³) |
Rupture Modulus (816℃ /Mpa) |
Comprehensive Strength (Mpa) |
Operating Temperature (℃) |
Sealing gasket expanding temperature (℃) |
| Index | 0.45 | 5.5 | 0.8-1.0 | 1350 | 450-550 |
Pores amount in any 25.4mm length filter:
| Mesh Number(PPI) | 10 | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|---|
| Pore Density(PCS) | 8-12 | 18-22 | 28-32 | 38-42 | 48-52 | 58-62 |
The distribution curve of pore size:
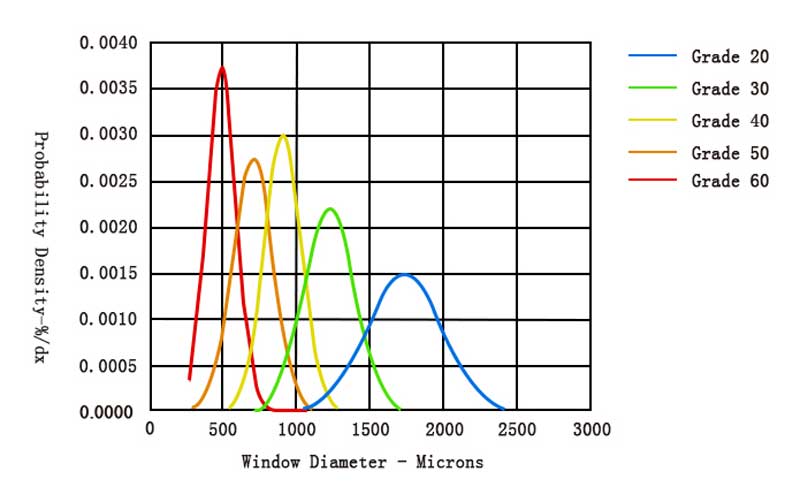
Flow Selection:
| Specifications (mm) | Effective filtration area(%) | Filtration flow range(kg/min) |
|---|---|---|
| 7in(178*178*50) | 75 | 22-56 |
| 9in(229*229*50) | 75 | 25-80 |
| 12in(305*305*50) | 80 | 50-156 |
| 15in(381*381*50) | 85 | 85-252 |
| 17in(432*432*50) | 86 | 110-335 |
| 20in(508*508*50) | 88 | 160-478 |
| 23in(584*584*50) | 89 | 210-640 |
| 26in(660*660*50) | 90 | 276-830 |
Standard and Custom Dimensions:
A precise fit of the Ceramic Foam Filter within its filter box is non-negotiable to prevent metal bypass. We offer a comprehensive range of standard product specifications, ensuring compatibility with most industrial setups.
Standard Dimensions (mm):
- Square: 7x7in (17817850), 9x9in (22922950), 12x12in (30530550), 15x15in (38138150), 17x17in (43243250), 20x20in (50850850), 23x23in (58458450), 25x25in (63563550), 26x26in (66066050).
- Thickness: Generally 50 ± 1 mm.
- Bevel Angle: 17.5 ± 1° (critical for secure placement).
- Dimensional Tolerance: +1/-2 mm
- Surface Hardness:1 MPa
We also understand that specialized production lines require unique solutions. Therefore, we offer custom manufacturing for special dimensions, customized according to the exact shape and size of customer needs.
Table 2: Ceramic Foam Filter Dimensions and Filtration Flow Rates
| Specifications (mm) | Effective Filtration Area (%) | Filtration Flow Range (kg/min) | Typical Application Volume |
|---|---|---|---|
| 7in (178x178x50) | 75 | 22 – 56 | Small batch casting, R&D |
| 9in (229x229x50) | 75 | 25 – 80 | Medium batch casting, specialty alloys |
| 12in (305x305x50) | 80 | 50 – 156 | Continuous casting for small profiles |
| 15in (381x381x50) | 85 | 85 – 252 | Standard billet casting |
| 17in (432x432x50) | 86 | 110 – 335 | High-volume billet casting |
| 20in (508x508x50) | 88 | 160 – 478 | Slab casting, high-throughput operations |
| 23in (584x584x50) | 89 | 210 – 640 | Large slab casting, automotive blocks |
| 26in (660x660x50) | 90 | 276 – 830 | Jumbo slab casting, multi-strand lines |
Flow rates are approximate and depend on alloy type, metal head, and specific operating conditions, based on our in-house metallurgical fluid dynamics research.
AdTech Real Case: Optimizing Aviation Component Production in Turkey.
In early 2025, a prominent producer of aerospace-grade aluminum components in Turkey approached us. They were grappling with a persistent issue: their 7xxx series aluminum alloys, destined for critical aviation parts, consistently failed stringent ultrasonic testing due to microscopic oxide inclusions. Their rejection rate was unacceptably high, close to 9%, directly impacting their supply chain reliability and profitability.
The Previous Setup:
The client was utilizing an outdated filtration system comprising fiberglass mesh filters and a standard, unsealed filter box. This setup, while cost-effective on paper, allowed for significant metal bypass and offered insufficient filtration density for the demanding purity requirements of aviation alloys. They also lacked a robust pre-treatment process, leading to a high load of inclusions reaching the filter.
Our Intervention:
Our technical team conducted a comprehensive on-site audit. We identified the critical need for an integrated filtration and metal treatment strategy. Our proposed solution involved:
- High-Precision Ceramic Foam Filters: We replaced their fiberglass meshes with our advanced Ceramic Foam Filter plates, specifically utilizing a dual-stage system of 40 PPI and 60 PPI filters (17x17in and 23x23in dimensions) to achieve ultra-fine inclusion removal.
- Optimized CFF Filter Box: We supplied custom-designed CFF Filter Boxes with robust expansion seals, meticulously fitted to eliminate any possibility of metal bypass.
- Integrated Pre-treatment: We also recommended and installed an online degassing unit upstream, significantly reducing hydrogen levels and pre-coagulating oxides, thereby easing the load on the filters.
The Result:
The transformation was remarkable. Within the first two months, the client reported:
- Dramatic Reduction in Rejection Rate: The aerospace component rejection rate plummeted from nearly 9% to under 1.5%, a staggering 83% improvement.
- Enhanced Product Performance: The cleaner melt resulted in superior mechanical properties, allowing their components to pass ultrasonic tests with flying colors, meeting the exacting standards for jet turbine engine fan blades.
- Increased Throughput: With more reliable production, they could increase their casting speed by 10%, boosting overall efficiency.
This success story solidified a long-term partnership. The client now exclusively sources their Ceramic Foam Filter products and other molten metal treatment consumables from us, viewing us as a strategic partner in their journey toward aviation-grade excellence.
Table 3: Performance Metrics – Traditional vs. Advanced CFF (Turkey Case Study)
| Metric | Previous Fiberglass Mesh Filtration | AdTech Ceramic Foam Filter Solution | Resulting Improvement |
|---|---|---|---|
| Inclusion Removal | Limited (>100 μm) | Down to 5 μm (Dual-Stage 40/60 PPI) | +95% Filtration Precision |
| Rejection Rate | ~9% (Due to oxides/pinholes) | <1.5% | -83% Scrap Reduction |
| Metal Flow Stability | Turbulent (Due to bypass) | Laminar (Sealed CFF Box) | Consistent Casting Speed |
| Product Microstructure | Inconsistent | Fine & Homogeneous | Superior Mechanical Properties |
Comparative data gathered from client production logs and independent third-party metallurgical analysis post-implementation.

Packing and delivery of AdTech-Ceramic Filter Manufacturers
Critical Installation and Maintenance: Maximizing your Ceramic Foam Filter’s Lifespan.
Even the most advanced Ceramic Foam Filter will underperform if not installed and maintained correctly. My experience on countless foundry floors has taught me that meticulous attention to detail during installation is as crucial as the filter’s quality itself.
Instructions for Use to Ensure Optimal Performance:
- Maintain CFF Filter Box Integrity: Always keep the CFF filter box clean and free of damage, including residual metal or dross from previous pours. Any imperfection can compromise the seal.
- Secure Filter Plate Placement: Carefully put the filter plate into the CFF filter box. The expansion seal (often made of ceramic fiber) is critical; press it tightly against the box walls. This creates a secure, leak-proof barrier, forcing all molten aluminum through the filter.
- Mandatory Preheating: This step is non-negotiable. Preheat the filter box and the Ceramic Foam Filter plate evenly so that its temperature is close to that of the molten aluminum. The preheat temperature of the filter plate must be not less than 260°C, and ideally up to 450-500°C. Preheating can use electric or gas heating, usually for 15-30 minutes. Failure to preheat can lead to “cold shuts” (metal solidifying in pores) or thermal shock damage.
- Monitor Hydraulic Head: During casting, meticulously observe the changes in the aluminum hydraulic head. This head pressure is essential to overcome the resistance of the filter and maintain the normal demand of aluminum liquid flow control. If the head rises excessively, it signals filter clogging, requiring attention.
- Maintain Steady Flow: During the normal filtration process, ensure the launder is filled with aluminum water to avoid the disturbance of too large or too small aluminum liquid levels. Turbulent flow can reintroduce air and oxides.
- Post-Filtration Cleanup: After filtering, carefully remove the used Ceramic Foam Filter and thoroughly clean the filter box.
By strictly adhering to these instructions, you extend the service life of the filter, enhance its performance, and ultimately improve the final product’s quality, making it suitable for demanding applications like can-making materials or advanced transportation components.
Unpacking the Material Science: Why AdTech’s Ceramic Foam Filter Chemistry Matters.
The effectiveness of a Ceramic Foam Filter is fundamentally rooted in its material composition and chemical properties. Our commitment to using high-purity raw materials ensures superior performance, stability, and chemical inertness.
The core components of our Ceramic Foam Filter plates predominantly include:
- Corundum (Alumina – Al₂O₃): This is the primary material for aluminum alloy filtration due to its excellent chemical inertness to molten aluminum, high melting point, and mechanical strength.
- Silicon Carbide (SiC): Used for specific applications involving different molten metals (e.g., copper, cast iron) where higher thermal conductivity and erosion resistance are required, or for certain aggressive aluminum alloys.
- Other Materials: In specialized applications, such as water filtration, the Ceramic Foam Filter might be microporous and based on diatomaceous earth, uniformly covered with silver ions to provide antibacterial and antiseptic effects.
The selection of these materials, coupled with our precise manufacturing, ensures that the filter maintains stable chemical properties, good abrasion resistance, and low resistance to flow. It’s designed to be free of harmful substances, preventing secondary pollution to the aluminum liquid.
Table 4: Key Chemical & Physical Properties of AdTech Ceramic Foam Filters
| Property | Alumina CFF | Silicon Carbide CFF | Diatomite CFF (Water Grade) |
|---|---|---|---|
| Primary Material | Al₂O₃ (85-95%) | SiC (70-80%) | SiO₂ (Diatomaceous Earth ~80%) |
| Max Service Temp. | 1200°C | 1500°C | 800°C |
| Cold Crushing Strength | ≥ 1.0 MPa | ≥ 1.5 MPa | ≥ 0.8 MPa |
| Thermal Shock Cycles | 5 (1100°C to RT) | 7 (1300°C to RT) | N/A (not for molten metal) |
| Chemical Resistance | Excellent (Al, Mg alloys) | Very Good (Cu, Fe alloys) | Good (Neutral pH water) |
| Abrasive Resistance | High | Very High | Moderate |
Conclusion: The Enduring Value of a Premium Ceramic Foam Filter
In the highly competitive world of metal casting, the Ceramic Foam Filter is not just a component; it’s a strategic asset. From its initial role in removing large inclusions to its capacity for adsorbing microscopic particles, every aspect of its design and manufacturing is geared towards improving product performance and microstructure.
The choice of PPI, the precise dimensions (from 7x7in to 26x26in, or customized), and meticulous installation practices directly influence the cleanliness of your melt and, consequently, your bottom line. We have demonstrated how a well-selected and properly utilized Ceramic Foam Filter can dramatically reduce scrap rates, enhance mechanical properties, and open doors to high value-added markets like aerospace and electronics.
FAQ
1. What is a Ceramic Foam Filter used for?
A Ceramic Foam Filter is primarily used to remove non-metallic inclusions and fine dross from molten aluminum liquid. Its three-dimensional network structure creates a tortuous path that adsorbs impurities as small as 5 microns, ensuring high metallurgical purity for aviation and transportation alloys.
2. What are the standard sizes for a Ceramic Foam Filter?
Standard Ceramic Foam Filter specifications range from 7x7in to 26x26in, with common dimensions including 12x12in, 17x17in, and 23x23in. These plates typically feature a 50mm thickness and a 17.5° bevel angle to ensure a tight wedge-fit within a CFF filter box.
3. How do I choose the right PPI for a Ceramic Foam Filter?
The PPI (Pores Per Inch) of a Ceramic Foam Filter should match your alloy’s purity requirements: 20-30 PPI is ideal for basic smelting, while 50-60 PPI is recommended for high-tech performance applications like computer hard disks and jet engine fan blades.
4. Why is preheating a Ceramic Foam Filter necessary?
You must preheat a Ceramic Foam Filter to at least 260°C before casting to prevent thermal shock and “cold shuts.” Proper preheating for 15-30 minutes ensures the molten aluminum doesn’t freeze within the capillary pores during the initial metal flow.
5. What materials are Ceramic Foam Filters made of?
Most Ceramic Foam Filters are composed of high-purity Alumina (Corundum) or Silicon Carbide. These materials provide the high strength, erosion resistance, and thermal stability (up to 1200°C) required to filter aluminum alloy liquid without releasing slag or pollution.
6. How does a Ceramic Foam Filter improve casting yield?
A Ceramic Foam Filter improves yield by effectively removing large inclusions and adsorbing tiny particles that cause surface defects in aluminum ingots and coils. By refining the microstructure, it significantly reduces rejection rates in precision casting environments.
7. What is the filtration flow range of a 17-inch Ceramic Foam Filter?
A 17-inch (432x432x50mm) Ceramic Foam Filter offers an effective filtration area of 86% and a flow range of 110-335 kg/min. This capacity makes it suitable for high-volume billet casting and automotive component production.
8. How do you prevent metal bypass during filtration?
To prevent bypass, a Ceramic Foam Filter must be installed with an expansion seal inside a clean CFF filter box. This creates a leak-proof barrier, forcing 100% of the molten metal to pass through the filter’s porous skeleton for maximum purification.
9. Can Ceramic Foam Filters be used for water purification?
Yes, specialized microporous Ceramic Foam Filters based on diatomaceous earth are used for industrial water treatment. When covered with silver ions, they provide antibacterial effects, removing bacteria and fine impurities for medical and electronics industries.
10. What is the production process for a high-quality Ceramic Foam Filter?
The production involves invading a three-dimensional organic foam carrier with a thixotropic alumina slurry, followed by automatic extrusion and high-temperature roasting at 1180°C. This 1180°C roasting ensures no deformation and high accuracy of product dimensions.





