
يتمثل العيب الاستوائي في عملية الصب المستمر في أن الألومنيوم السائل في جزء معين من منطقة الصب والدرفلة لا يكمل عملية التبلور فحسب، بل لا يتأثر أيضًا بعملية الصب بالدرفلة، ويتم إخراجه بواسطة أسطوانة الصب وهو في حالة التصلب.
أسباب حدوث عيوب استوائية في عملية الصب المستمر
- عندما تكون درجة حرارة السائل أعلى من درجة حرارة المعدن المنصهر في منطقة الدرفلة الساخنة، تكون درجة حرارة السائل المنصهر في منطقة الدرفلة الساخنة أعلى من تلك الموجودة في منطقة الدرفلة الساخنة.
- عندما يصل مستوى السائل في الصندوق الأمامي إذا كانت السرعة منخفضة، يكون الضغط الساكن صغيرًا، مما يؤدي إلى عدم كفاية المعدن السائل في منطقة الصب والدرفلة، وبالتالي يتشكل شريط ساخن؛ ج. إذا كانت سرعة الصب سريعة جدًّا، فستقوم أسطوانة الصب بإخراج المعدن السائل قبل أن يتصلب الجزء الموضعي في منطقة الصب والدرفلة تمامًا، مما يؤدي إلى تشكل شريط ساخن.
- الضبط غير الصحيح لأسطوانة رش الجرافيت أو أسطوانة التحميص باللهب.
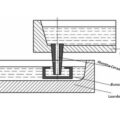
- الـ رأس العجلة وقد انسدت الفوهة في مكان محدد، مما أدى إلى عدم كفاية إمداد المعدن السائل في منطقة الصب والدرفلة
- عندما يدخل بخار الماء إلى منطقة الصب، فإنه يتبخر، مما يعوق استمرارية إمداد المعدن السائل ويؤدي إلى تكوّن شريط ساخن.
طريقة الاستبعاد
من الضروري مراقبة مظهر الشريط الساخن بعناية، وتحديد السبب، وتعديل معلمات العملية ذات الصلة وفقًا لهذه الأسباب.
بالنسبة للأسباب الأربعة الأولى، يجب تعديل كمية رش الجرافيت أو لهب أسطوانة التحميص بالنار لتقليل سرعة الصب، وخفض درجة حرارة انصهار الصندوق الأمامي، وتحسين مستوى السائل في الصندوق الأمامي. أما بالنسبة للسبب الرابع، فيجب زيادة درجة حرارة ذوبان حوض التوزيع، وكسر الخبث، وإدخال قضيب فولاذي رفيع (أو شفرة منشار) في تجويف الفوهة لإزالة الانسداد.
والسبب الخامس هو أن الشريط الساخن يتحرك بشكل دوري، ويظهر دائمًا في نفس الموضع على أسطوانة الصب. وفي هذه الحالة، يكفي إيقاف الآلة لتغيير الأسطوانة وإعادة تثبيت الصفيحة من أجل متابعة الإنتاج.
مقالات ذات صلة:
 عملية الصب المستمر لشرائح الألومنيوم
عملية الصب المستمر لشرائح الألومنيوم
 الصندوق الأمامي لصب الألومنيوم
الصندوق الأمامي لصب الألومنيوم
 الصب والدرفلة المستمران
الصب والدرفلة المستمران
 معالجة التنقية في عملية الصب المستمر
معالجة التنقية في عملية الصب المستمر
 صب ألواح سبائك الألومنيوم
صب ألواح سبائك الألومنيوم
 صب رقائق الألومنيوم
صب رقائق الألومنيوم
 التحكم في سائل الألومنيوم
التحكم في سائل الألومنيوم
 فوهة صب من سيليكات الألومنيوم
فوهة صب من سيليكات الألومنيوم
 صب سبائك الألومنيوم
صب سبائك الألومنيوم
 تجويف الفوهة
تجويف الفوهة
 نصيحة حول العجلات
نصيحة حول العجلات
 رأس صب من الألياف الخزفية
رأس صب من الألياف الخزفية
 رأس عجلة من السيراميك المصنوع من سيليكات الألومنيوم
رأس عجلة من السيراميك المصنوع من سيليكات الألومنيوم
 40 PPI CFF
40 PPI CFF





