

رأس القاذف هو مكون فوهة مصمم بدقة عالية ويُستخدم في خطوط الصب والدرفلة المستمرة للألمنيوم لتوزيع الألمنيوم المنصهر بشكل متساوٍ عبر فجوة الأسطوانات، مما يتيح التحكم المباشر في تكوين البلورات وسماكة الشريط وجودة سطح صفائح الألمنيوم ورقائق الألمنيوم الخام. يُصنع طرف العجلة، المصنوع من مواد مركبة من الألياف النانوية من خلال تقنية التشكيل بالترشيح بالشفط الفراغي، وبتصميمه المناسب يزيل الخطوط البيضاء والخطوط الداكنة والعيوب السطحية — وهي مشكلات تكلف المنتجين آلاف الدولارات من الخردة في كل نوبة عمل. وفيما يلي، نقدم تحليلاً مفصلاً للمواد والهيكل ومواصفات الأداء ومعايير الاختيار استنادًا إلى بيانات إنتاج حقيقية.
إذا كان مشروعك يتطلب استخدام «Caster Tip»، فيمكنك الاتصال بنا للحصول على عرض أسعار مجاني.
الأبعاد (مم)
| العنصر | الطول | العرض | سمك الطرف | نصف القطر R | الشكل |
| القيمة | 200-2300 | 50-600 | 1.6-10 | قيمة ثابتة | إنتيروكويليا/المستوى |
المعلمات
| العنصر | الكثافة (g`cm3) |
معامل التمزق (816 درجة مئوية·مبا) |
التمدد الحراري (680 كلفن·كلفن)-1) |
الموصلية الحرارية (540 كلفن/م·كلفن) |
ماكس ووركينغ درجة الحرارة (℃) |
|
| القيمة النموذجية | Roll-PH | 0.45-0.57 | 42-48.8 | 1.35-1.56*10-6 | 0.12-0.15 | 1260 |
التعليمات:

نصيحة بشأن العجلات
اطلب عرض أسعار
لماذا تؤثر جودة طرف العجلة على إنتاجية عملية صب وتدوير المعادن؟
إذا سبق لك تشغيل خط صب ثنائي الأسطوانات، فأنت تعلم بالفعل أن طرف القالب هو المكان الذي يتحدد فيه نجاح العملية أو فشلها. فهو آخر مكون يلامسه الألومنيوم المنصهر قبل التصلب، وأي تباين هنا — سواء كان تدفقًا غير متساوٍ أو تدرجًا حراريًّا أو تساقطًا للألياف — يظهر على الفور على اللفافة النهائية.
في الواقع، يتحكم طرف القاذف في ثلاثة أمور في آن واحد:
- توزيع الألومنيوم المنصهر — يضمن التدفق المتجانس على طول عرض الشريط بالكامل (الذي يتراوح عادةً بين 800 و2100 ملم) منع حدوث تشققات على الحواف وتفكك في خط الوسط.
- الاستقرار الحراري — يجب أن تحافظ الفوهة على درجة حرارة ثابتة في منطقة الصب، وعادةً ما تكون في نطاق ±3 درجات مئوية، لضمان توحيد بنية الحبيبات.
- سلامة التلامس السطحي — أي انفصال في الطبقات أو سقوط للجسيمات يؤدي إلى تلوث سطح الشريط، وهي مشكلة لا يمكن إصلاحها في المراحل اللاحقة من العملية.
ولهذا السبب، فإن التحول من مورد متوسط المستوى إلى طرف مصنوع بدقة غالبًا ما يؤدي إلى تحسينات ملموسة في معدل العائد من المرة الأولى — حيث تصل المكاسب أحيانًا إلى ما بين 4 و6% خلال حملة واحدة، استنادًا إلى التقارير الميدانية الواردة من مصاهر في الشرق الأوسط وجنوب شرق آسيا التي تعمل بسبائك من سلسلتي 8xxx و1xxx.
للحصول على نظرة عامة حول كيفية تكامل أطراف العجلات مع المراحل الأولية مرشحات الرغوة الخزفية و معدات إزالة الغاز عبر الإنترنت , ، وتعمل هذه الأنظمة بشكل متزامن لتزويد الفوهة بمعدن نظيف ومستقر حرارياً.
من ماذا تتكون رأس العجلة الدوارة؟
يتم تصنيع أطراف العجلات الحديثة من مادة مركبة من الألياف على نطاق النانو, ، التي يتم تشكيلها من خلال عملية الترشيح بالشفط الفراغي. تنتج هذه العملية مادة تتسم بتوزيع متجانس للألياف القصيرة — وهو أمر بالغ الأهمية لضمان ثبات الموصلية الحرارية والقوة الميكانيكية عند درجات حرارة التشغيل (680–720 درجة مئوية لمعظم سبائك الألومنيوم).
الخصائص المادية الرئيسية التي تهم في الإنتاج الفعلي:
- كثافة حجمية معتدلة (عادةً ما يتراوح بين 0.6 و0.9 غ/سم³) — خفيف بما يكفي لتوفير عزل جيد، وكثيف بما يكفي لمقاومة التآكل
- مقاومة عالية للأكسدة — أمر ضروري خلال الحملات المطولة التي تستمر لأكثر من 20 ساعة
- لا يحدث انفصال الطبقات أو سقوط الكتل — يجب أن تحافظ البنية الداخلية للألياف على تماسكها أثناء التعرض للدورات الحرارية
- التوافق مع طلاء نيتريد البورون (BN) — يقوم معظم المشغلين بتطبيق طلاء BN على الأسطح العاملة، ويجب أن تلتصق الركيزة جيدًا حتى يعمل الطلاء بشكل فعال
مقارنة تركيب المواد
| العقارات | رأس ليف قياسي | رأس مركب من الألياف النانوية | رأس مصنوع من الجرافيت |
|---|---|---|---|
| توزيع الألياف | تجانس معتدل | متجانس للغاية | غير متوفر (صلب) |
| أقصى درجة حرارة تشغيل (درجة مئوية) | 750 | 800 | 850 |
| الكثافة الظاهرية (جم/سم³) | 0.7–1.0 | 0.6–0.9 | 1.6–1.8 |
| التصاق طلاء BN | معقول | ممتاز | فقير |
| خطر انتشار الجسيمات | معتدل | منخفض جدًا | منخفض |
| العمر التشغيلي النموذجي للحملة (ساعات) | 15–25 | 25–40 | 30–50 |
توفر الأطراف المركبة المصنوعة من الألياف النانوية أفضل توازن بين العزل الحراري، والتوافق مع الطلاء، ومقاومة تساقط الخبث — وهي ثلاثة عوامل ترتبط ارتباطًا مباشرًا بجودة سطح الشريط.

تجويف الرأس
هيكل ومكونات طرف العجلة
تتألف المجموعة الكاملة لرأس عجلة الدوران من عدة مكونات متوافقة بدقة، يؤدي كل منها وظيفة محددة في عملية الصب:
- لوحة الفوهة — السطح العامل الرئيسي الذي يتلامس مع الألومنيوم المنصهر؛ وقد تم تصنيعه وفقًا لتفاوتات ضيقة لضمان اتساق عرض الفجوة على طول سطح الأسطوانة
- حشية — يوفر عازلًا حراريًّا وميكانيكيًّا بين لوحة الفوهة والهيكل الداعم، مما يمنع تسرب المعدن
- الأذنان — عناصر الختم الجانبي التي تحافظ على بركة الألومنيوم المنصهر عند حواف الشريط؛ وهي عناصر حاسمة لمنع تسرب الألومنيوم من الحواف والتحكم في عرض الشريط
- صندوق التحكم في التدفق — ينظم معدل تغذية المعدن وتوزيعه قبل دخول الألومنيوم إلى تجويف الفوهة
- جدول المباريات — أدوات التثبيت التي تضبط موضع الطرف بدقة بالنسبة لأسطوانات الصب؛ ويجب أن تتيح إجراء تعديلات دقيقة أثناء التشغيل
- العداء — نظام قنوات داخلي مصمم بمسارات تدفق متماثلة لتلبية المتطلبات الهيدروديناميكية للألومنيوم السائل وتوفير تدفق متساوٍ
يجب تصنيع كل قطعة من هذه القطع وتجميعها وفقًا لتفاوتات أبعاد لا تتجاوز عادةً ±0.1 مم. فحتى الاختلالات الطفيفة في المحاذاة بين لوحة الفوهة وسطح الأسطوانة تؤدي إلى ظهور جبهات تصلب غير متساوية — وهنا تبدأ في رؤية الخطوط الداكنة والشرائط البيضاء التي تؤدي إلى انخفاض جودة لفائفك.
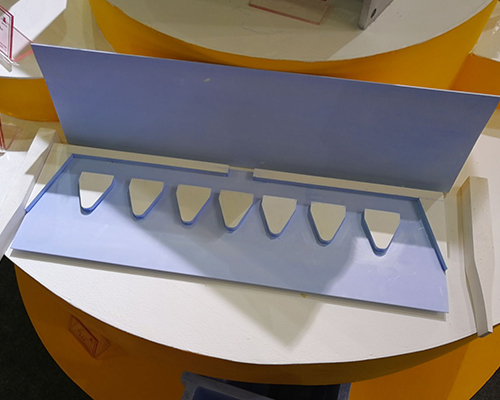
هيكل ومكونات رأس آلة صب الألومنيوم المنصهر
كيف يؤثر تصميم حافة عجلات AdTech Caster على جودة سطح رقائق الألومنيوم؟
1. هندسة قناة التدفق المتماثلة
يجب أن يوزع نظام القنوات الداخلية الألومنيوم بشكل متماثل على كامل عرض الفوهة. يؤدي التدفق غير المتماثل إلى ظهور نقاط ساخنة ومناطق باردة موضعية، مما يؤدي إلى:
- خطوط بيضاء — الناجم عن تفاوت سرعة التصلب
- الخطوط الداكنة — عادةً ما يكون ذلك ناتجًا عن الاضطرابات الموضعية أو انجراف الأكاسيد
- تباين السماكة — وهو ما يتفاقم من خلال عمليات الدرفلة على البارد اللاحقة
تستخدم الرؤوس المصممة جيدًا هندسة قنوات مُحسَّنة باستخدام ديناميكا الموائع الحسابية (CFD). والهدف من ذلك هو تحقيق تدفق طبقي عند مخرج الفوهة مع تباين في السرعة أقل من 5% عبر عرض الشريط.
2. دقة الأبعاد وانخفاض التشوه
تضمن المعالجة باستخدام معدات عالية الدقة الحفاظ على تفاوت ضئيل في الأبعاد — وهو أمر بالغ الأهمية لأن الفجوة بين الفوهة والأسطوانة تتراوح عادةً بين 5 و8 ملم ويجب أن تظل ثابتة. فأي تشوه في طرف الفوهة تحت تأثير الحمل الحراري يؤدي إلى تغيير هذه الفجوة بشكل غير متساوٍ، مما يجعل إنتاج شريط مسطح ومتسق من حيث السماكة أمراً شبه مستحيل.
كما أن انخفاض التشوهات يعني سهولة أكبر في ضبط الفجوات أثناء الإنتاج. ويشير المشغلون الذين تحولوا من استخدام الرؤوس التقليدية إلى البدائل المصنوعة بدقة إلى أن أوقات الإعداد أصبحت أسرع، كما انخفضت عمليات الضبط التي تتم في منتصف الحملة بشكل مستمر.
3. تعزيز الطلاء النانوي على الأسطح الحساسة
تُزوَّد مناطق التلامس الرئيسية بطبقة تقوية نانوية تخدم غرضين: فهي تمنع سقوط الخبث في المادة المنصهرة (مما قد يؤدي إلى ظهور شوائب في الشريط)، كما أنها تقاوم التأثير الكيميائي للألمنيوم المنصهر. يُعد الألومنيوم مادة شديدة التآكل بشكل مدهش تجاه معظم المواد الخزفية عند درجات حرارة تزيد عن 700 درجة مئوية — وبدون طلاء مناسب، يتسارع تآكل الألياف بسرعة بعد 15–20 ساعة من التشغيل.
وبفضل طلاء السطح بنتريد البورون، تتمكن هذه الرؤوس المقواة بشكل روتيني من العمل لمدة تزيد عن 30 ساعة دون حدوث تدهور ملحوظ. وبالنسبة للمصانع التي تشغل خطوط الصب والدرفلة المستمرة وتستهدف تحقيق معدلات تشغيل عالية، فإن هذه المتانة تُترجم مباشرةً إلى انخفاض تكاليف التبديل.
إذا كان مشروعك يتطلب استخدام «Caster Tip»، فيمكنك الاتصال بنا للحصول على عرض أسعار مجاني.
مواصفات أداء أطراف العجلات
المعلمات الأساسية المتعلقة بالأبعاد والحرارة
| المعلمة | النطاق المعتاد | لماذا هذا مهم؟ |
|---|---|---|
| عرض الفوهة | 800–2150 ملم | يجب أن يتطابق مع عرض سطح الأسطوانة |
| سماكة الشفاه | 3–6 ملم | يؤثر على معدل انتقال الحرارة عند جبهة التصلب |
| درجة حرارة التشغيل | 680–720 درجة مئوية | يعتمد على السبيكة؛ يجب أن تكون مادة الطرف مستقرة على مدى النطاق بأكمله |
| التفاوتات في الأبعاد | ±0.10 مم | يحدد مدى انتظام سماكة الشريط |
| الموصلية الحرارية | 0.15–0.25 واط/م·كلفن | يفضل استخدام القيم المنخفضة في العزل |
| الحد الأقصى للاستخدام المتواصل | 25–40 ساعة | يعتمد ذلك على درجة تآكل السبيكة وجودة طلاء BN |
يُعد التفاوت في الأبعاد أكثر المواصفات التي يتم تجاهلها على الإطلاق — فالعديد من مشكلات العيوب السطحية التي تُعزى إلى طرف القالب تنشأ عن هندسة حافة القالب التي لا تتوافق مع المواصفات، وليس عن عيب في المادة.
كيفية إطالة العمر التشغيلي لأطراف عجلات التوجيه
استنادًا إلى البيانات التشغيلية المستمدة من خطوط الصب في جميع أنحاء الصين والشرق الأوسط والهند، هناك عدة ممارسات تساهم باستمرار في إطالة عمر الرؤوس:
إن بروتوكول التسخين المسبق مهم. يؤدي رفع درجة حرارة الطرف من درجة حرارة الغرفة إلى درجة حرارة التشغيل بسرعة كبيرة إلى حدوث تشققات دقيقة في مصفوفة الألياف. أما التسخين المسبق التدريجي على مدار 2–3 ساعات — بما يتوافق مع معدل التمدد الحراري للمادة المركبة — فيمنع حدوث عطل مبكر.
تقنية تطبيق طلاء BN. يُعد تفاوت سماكة الطلاء مشكلة شائعة. فطبقتان رقيقتان مع تجفيف بيني تتفوقان دائمًا على طبقة واحدة سميكة. يجب أن تبلغ السماكة الإجمالية للطبقة الجافة 0.2–0.3 مم على جميع الأسطح الملامسة للمعدن المنصهر.
التحقق من المحاذاة. قبل كل عملية تصنيع، تحقق من محاذاة الحافة مع الأسطوانة باستخدام مقاييس السماكة في خمس نقاط على الأقل على طول عرض الفوهة. يؤدي أي انحراف بمقدار 0.05 ملم عند الحافة إلى ظهور خط يمكن ملاحظته على اللفافة النهائية.
إدارة عملية الانتقال في شركة Alloy. عند التبديل من سبيكة أقل تآكلًا (مثل 1060) إلى سبيكة أكثر تآكلًا (مثل 5052)، يجب فحص الرأس بدقة. فالسبائك التي تحتوي على المغنيسيوم تهاجم مصفوفة الألياف بشكل أسرع، وقد يتلف الطرف الذي يبدو سليمًا بعد استخدام سبائك من سلسلة 1xxx في غضون ساعات عند استخدامه مع سبائك من سلسلة 5xxx.
بالنسبة لخطوط الإنتاج التي تستخدم وحدات إزالة الغازات في المراحل الأولية، فإن وصول معدن أنظف يقلل أيضًا من التآكل الكيميائي الذي يتعرض له الطرف، مما يؤدي بشكل غير مباشر إلى إطالة العمر التشغيلي.
تركيب أطراف العجلات: الأخطاء الشائعة التي تؤدي إلى حدوث عيوب
حتى لو كان طرف العجلة مصنوعًا بشكل مثالي، فإنه لن يعمل بالكفاءة المطلوبة إذا تم تركيبه بشكل خاطئ. وفيما يلي الأخطاء التي نلاحظها في أغلب الأحيان:
- ضغط الحشية غير كافٍ — يؤدي إلى حدوث تسربات دقيقة تتسبب في الأكسدة وتؤدي إلى ظهور عيوب في الحواف
- اختلال محاذاة الأذن — يؤدي إلى عدم انتظام شكل حواف الشريط وإمكانية حدوث انكسار في المعدن
- إفراط في عزم الدوران عند تثبيت التجهيزات — يتسبب في حدوث تشققات في لوحة الفوهة، لا سيما في الأطراف ذات الجدران الأرق
- تخطي اختبار التدفق — إن تمرير الماء عبر الرأس المُجمَّع قبل الصب يكشف عن أي انسدادات أو عدم تناسق قد لا تلاحظه بالعين المجردة
- تجاهل وقت الاستقرار الحراري — يؤدي دفع المعدن عبر رأس بارد إلى حدوث تشققات ناتجة عن الصدمة الحرارية؛ لذا يجب دائمًا إكمال دورة التسخين المسبق بالكامل
هذه التفاصيل قد لا تبدو مبهرة، لكنها في الواقع تشكل غالبية الشكاوى المتعلقة بجودة أطراف العجلات في الواقع العملي. فالتأكد من صحة الأساسيات يزيل معظم المشاكل قبل أن تظهر.
الأسئلة الشائعة
1. ما هو طرف العجلة؟
يُعد «رأس القالب» مكونًا أساسيًّا في خطوط صب ودرفلة الألومنيوم. فهو يتحكم في تدفق الألومنيوم المنصهر، وتكوين البلورات، وحجم الشريط.
2. ما هي وظيفة طرف العجلة؟
تعمل رأس القاذف على توزيع الألومنيوم المنصهر بالتساوي داخل فجوة الأسطوانات. وهذا يساعد على تحسين التحكم في السماكة وجودة السطح.
3. ما هي المادة التي تُصنع منها أطراف العجلات؟
تصنع معظم أطراف العجلات عالية الأداء من مواد مركبة من الألياف النانوية. وتتميز هذه المواد بخصائص العزل ومقاومة الأكسدة وقلة التشوه.
4. لماذا تُعد دقة طرف العجلة أمرًا مهمًا؟
تساعد الدقة العالية في الأبعاد على الحفاظ على استقرار فجوة الفوهة. وهذا يقلل من ظهور الخطوط البيضاء والخطوط الداكنة وتباين السماكة.
5. هل يمكن لـ«Caster Tip» تحسين جودة رقائق الألومنيوم؟
نعم. إن طرف العجلة المصنوع بعناية يساعد في إنتاج رقائق أكثر نعومة، مع عيوب سطحية أقل وتناسق أفضل في اللفائف.
6. ما هي منتجات الألومنيوم التي تستخدم طرف العجلة؟
تُستخدم أطراف العجلات على نطاق واسع في إنتاج رقائق الألومنيوم، وقواعد الألواح المصنوعة من البوليسترين (PS)، ومواد التغليف المرنة، وغيرها من منتجات الألومنيوم المصبوبة والمدرفلة.
7. ما هي مدة صلاحية طرف العجلة؟
يعتمد العمر التشغيلي على نوع السبيكة والطلاء وظروف التشغيل. وفي ظل ظروف الإنتاج المستقرة، يمكن لرأس القالب عالي الجودة أن يتحمل حملات صب طويلة مع حدوث تشوه ضئيل.
8. هل تحتاج أطراف العجلات إلى طلاء من نيتريد البورون؟
في العديد من التطبيقات، نعم. يعمل طلاء نيتريد البورون على تحسين أداء الانفصال ويساعد في حماية طرف العجلة من تآكل الألومنيوم المنصهر.
9. متى يجب استبدال طرف العجلة؟
يجب استبدال طرف العجلة عندما تظهر عليه علامات تشوه أو تآكل أو تشقق أو تلف في الطلاء، أو عندما تبدأ عيوب سطح الشريط في الازدياد.
10. كيف أختار طرف العجلة المناسب؟
اختر طرف العجلة وفقًا لسلسلة السبائك، وعرض الشريط، والتفاوت المسموح به المطلوب، وجودة السطح المستهدفة. ويُعد كل من استقرار المادة والدقة في التصنيع عاملين حاسمين.





