
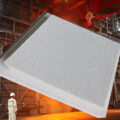
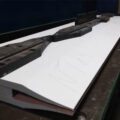
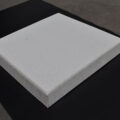
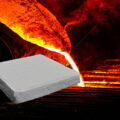
Nozel pengecoran dan nozel penggulungan dipanaskan pada suhu tinggi dan tidak mengandung zat organik. Laju penyusutan pada suhu 800 °C sama dengan nol, sehingga memungkinkan penggunaannya pada berbagai mesin pengecoran kontinu dua rol untuk bahan baku. Nozel pengecoran lunak dari serat keramik tanpa bola terak, digunakan untuk memproduksi lembaran aluminium dan foil aluminium untuk bahan kemasan medis dan makanan. Nozel untuk pengecoran keras berbahan serat keramik tanpa bola terak dan bahan pengisi impor memiliki karakteristik kekuatan tinggi, permukaan halus, dan ketahanan aus, serta cocok untuk pengecoran dan penggulungan lembaran aluminium dengan kecepatan tinggi.

Nozel pengecoran dan pengepresan terbuat dari bahan berkualitas tinggi (kecuali natrium silikat), memiliki lapisan anti lengket berbahan aluminium yang baik, konduktivitas termal rendah, ketahanan panas tinggi, kepadatan yang seragam, permukaan yang halus, dan ukuran yang presisi.
Tonjolan berbentuk garis yang muncul di sepanjang permukaan produk aluminium merupakan cacat permukaan pada bahan aluminium. Di sisi produk terdapat tonjolan satu sisi dengan tonjolan dua sisi di kedua sisinya. Beberapa di antaranya terdapat di seluruh produk, serta secara lokal, sesekali, atau secara berkala. Tonjolan-tonjolan yang muncul di permukaan produk harus dihilangkan.
Ujung cor dan nosel Memecah silinder, karena saat proses penggulungan terjadi aliran logam ke dalam lubang yang sudah terbentuk, sedangkan kelebihan logam terdorong keluar ke celah rol. Penyebab-penyebab spesifiknya:
(1) Desain lubang yang tidak tepat, penyetelan mesin penggulung yang tidak tepat, atau keausan parah pada lubang di produk jadi, yang mengakibatkan banyaknya lubang pada produk jadi, sehingga menimbulkan tonjolan di kedua sisi;
(2) Rel masuk lubang jadi dipasang secara tidak benar, tidak rapat, celahnya terlalu lebar, atau jenis lubang masuknya tidak memungkinkan untuk pembuatan sayap satu sisi atau sayap dua sisi yang terputus-putus;
(3) Suhu bahan yang digulung rendah atau selisih suhunya di sepanjang panjangnya besar;
(4) Pengaturan yang buruk pada mesin penggulung kontinu.
(5) Logam terpotong di lubang depan produk jadi, dan pada permukaan hasil penggulungan muncul lapisan cembung, sedangkan selama proses penggulungan terbentuk tonjolan periodik.
Metode pencegahan dan penanggulangan:
(1) Pilih koefisien lebar yang sesuai dan perbaiki desain lubang;
(2) memperketat pengaturan mesin penggulung dan mendistribusikan pengurangan secara bijaksana;
(3) pasang dengan benar rel pembimbing lubang masuk yang sudah jadi;
(4) Gantilah alur yang sudah aus jika tingkat keausannya parah;
(5) Meningkatkan kualitas pemanasan bahan baku dan mencapai suhu yang seragam.
Artikel terkait:
 saringan keramik untuk pengecoran
saringan keramik untuk pengecoran
 Saringan cor aluminium
Saringan cor aluminium
 Filter busa keramik cor
Filter busa keramik cor
 Ujung rol berbahan serat keramik
Ujung rol berbahan serat keramik
 Filter keramik berbusa untuk pengecoran
Filter keramik berbusa untuk pengecoran
 Filter busa keramik untuk pengecoran
Filter busa keramik untuk pengecoran
 Filter busa keramik cor
Filter busa keramik cor
 Filter Penokeramik Volgograd Aluminium
Filter Penokeramik Volgograd Aluminium
 Filter busa keramik
Filter busa keramik
 Wadah untuk pengecoran aluminium
Wadah untuk pengecoran aluminium
 Flux untuk menghilangkan terak
Flux untuk menghilangkan terak
 Filter keramik berbahan busa aluminium
Filter keramik berbahan busa aluminium
 Filter Busa Keramik Cor
Filter Busa Keramik Cor
 Penghilangan gas dari logam
Penghilangan gas dari logam
 Filter aluminium pabrik
Filter aluminium pabrik





