
في الوقت الحالي، تتزايد متطلبات العملاء باستمرار فيما يتعلق بجودة سطح رقائق الألومنيوم وتشطيبها، مما يدفعهم إلى فرض متطلبات أعلى على جودة سطح الشرائط المصبوبة والمدرفلة. تعد جودة سطح الشريط المدرفل المصبوب أحد العوامل الرئيسية التي تؤثر على جودة سطح منتجات رقائق الألومنيوم. وللحصول على جودة سطح جيدة للشريط المدرفل المصبوب، لا ينبغي فقط تعديل معلمات العملية والتحكم فيها بصرامة، بل تلعب المعدات والمكونات أيضًا دورًا مهمًا للغاية. تعد فوهة الصب والدرفلة الجزء الأساسي في عملية إنتاج الصب والدرفلة. يمكن للتصميم المعقول لفوهة التغذية أن يحسن التدفق الجزئي داخل الفوهة، ويجعل معدل تدفق المعدن في المقطع العرضي عند مخرج فوهة التغذية متسقًا ودرجة الحرارة موحدة، كما يحسن جودة سطح الصفيحة المصبوبة والمدرفلة، كما يتم تقليل العيوب مثل الخطوط الطولية، والخطوط الهيكلية، والخطوط الناتجة عن الضغط، وقشرة الأكسيد التي تؤثر على جودة سطح رقائق الألومنيوم.
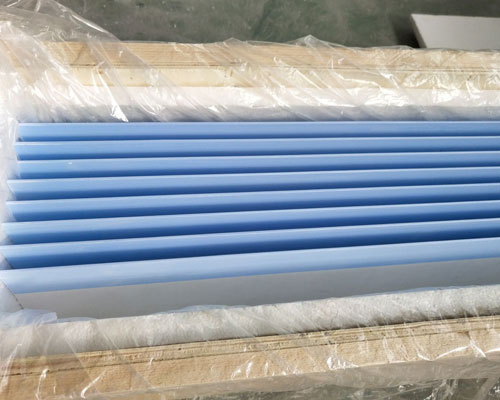
الـ فوهة طرف العجلة وهي مصنوعة من لباد سيليكات الألومنيوم ونيتريد البورون. وتتميز بخصائص الحفاظ الجيد على الحرارة، ومقاومة درجات الحرارة العالية، ومعامل تمدد حراري منخفض، وعدم حدوث تفاعل كيميائي مع المعدن السائل، وعدم تكوّن الفقاعات أو خبث الأكسيد.
يشير نظام التغذية إلى اللوحين العلوي والسفلي لفوهة التغذية وسد الخانق، والتي يتم تثبيتها وضبطها باستخدام مسامير ذات رؤوس كبيرة، ثم توضع في فرن التسخين عند درجة حرارة تتراوح بين 250 و300 درجة مئوية لمدة تزيد عن 4 ساعات. عند الاستخدام، تُخرج فوهة التغذية من فرن تسخين الأدوات، ويتم تجميع فوهة التغذية مع الهيكل في موقع العمل، ويتم ضبط استواء الفوهة وسماكة فتحتها الإجمالية بواسطة صفين من البراغي الموجودة على لوحة الضغط، ثم يتم تركيب وتثبيت القناة المسخنة والصندوق الأمامي على الهيكل.
عند استخدام فوهة التغذية، عندما يدخل تدفق المعدن من المدخل، فإنه يتدفق إلى كلا الجانبين ثم يتجه إلى القناة الثانوية بسبب عائق السد الحاجز للمرحلة الأولى. وبعد دخول قناة المرحلة الثالثة، يتدفق سائل الألومنيوم خارج قناة المرحلة الثالثة تحت تأثير السد الحاجز للمرحلة الثالثة. ونظرًا لتساوي الضغط الساكن، تكون سرعة تدفق المعدن متماثلة تقريبًا. كما يكون توزيع درجة حرارة المعدن في تجويف الفوهة بأكمله أكثر اتساقًا، ويقل الفرق بين درجة حرارة الألومنيوم السائل في منتصف تجويف الفوهة وتلك الموجودة على جانبي التجويف بشكل واضح. في الإنتاج الفعلي، لوحظ أنه طالما وصل مستوى السائل في الصندوق الأمامي إلى قيمة معينة، فإن الوقت (أي سرعة التدفق) الذي يستغرقه المعدن في التدفق خارج فوهة التغذية يكون متماثلاً تقريبًا، ويكون تدفق المعدن أكثر استقرارًا وتنظيمًا.
عندما يتلامس المعدن السائل مع سطح الأسطوانة، تكون الحرارة المنقولة إلى الأسطوانة متماثلة بشكل أساسي، مما يجعل الأسطوانة لا تتعرض لتضخم حراري موضعي كبير طوال عملية التشكيل، ويمكنها تشكيل شكل قطعي جيد، وهو ما يضمن حصول شريط الدرفلة المصبوب على شكل جيد.
مقالات ذات صلة:
 رأس عجلة من السيراميك المصنوع من سيليكات الألومنيوم
رأس عجلة من السيراميك المصنوع من سيليكات الألومنيوم
 نصائح حول صب سيليكات الألومنيوم
نصائح حول صب سيليكات الألومنيوم
 رأس صب من الألياف الخزفية
رأس صب من الألياف الخزفية
 تجويف الفوهة
تجويف الفوهة
 فوهة التغذية
فوهة التغذية
 نصيحة بشأن تغذية عجلات الدوران
نصيحة بشأن تغذية عجلات الدوران
 فوهات الصب الخاصة بآلة الصب المستمر
فوهات الصب الخاصة بآلة الصب المستمر
 فوهة الصب
فوهة الصب
 تجويف الرأس
تجويف الرأس
 فوهة ذات عجلات
فوهة ذات عجلات
 نصيحة حول العجلات
نصيحة حول العجلات
 فوهة صب العلف
فوهة صب العلف
 فوهة جهاز تغذية الصب
فوهة جهاز تغذية الصب
 فوهة تغذية المعدن المنصهر
فوهة تغذية المعدن المنصهر
 نصيحة بشأن عجلات الصب في عملية الصب المستمر
نصيحة بشأن عجلات الصب في عملية الصب المستمر





