
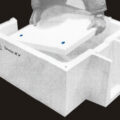
تستخدم عملية تصنيع مرشحات الرغوة المعدنية رغوة البولي يوريثان الشبكية كحامل، حيث يتم تشريب البلاستيك الرغوي بالتساوي لتسريب الملاط الخزفي إليه، ثم يتم ضغط البلاستيك الرغوي بشكل متكرر لإزالة الملاط الزائد، بحيث تلتصق جزيئات السيراميك بشكل كامل وبشكل متساوٍ بسطح البلاستيك الرغوي. وأخيرًا، يتم تجفيفها وحرقها لتتخذ شكلًا معينًا.

تؤثر خصائص الرغوة بشكل مباشر على مرشح رغوي معدني عملية التصنيع، ويجب أن تتسم بالخصائص التالية:
تتميز الشبكة بتجانسها لضمان اختراق سائل السيراميك بحرية وتطبيق طبقة طلاء متجانسة.
مادة مائية، قادرة على امتصاص الملاط بقوة.
يتمتع بمرونة كافية ويمكنه العودة بسرعة إلى شكله الأصلي بعد البثق.
وهو مادة متطايرة عند درجات الحرارة المتوسطة وأقل من درجة حرارة حرق السيراميك، ولن يتسبب في تلويث السيراميك.
العوامل المؤثرة في عملية تصنيع المرشحات الرغوية المعدنية
يُصنع ملاط الرغوة الخزفية من الركام المقاوم للحرارة، ومواد مساعدة التلبيد، والمواد اللاصقة، ومساحيق دقيقة أخرى، بالإضافة إلى الماء. ويُعد تحضير الملاط العملية الأساسية. يجب أن يحتوي الملاط الخزفي على أعلى محتوى ممكن من المواد الصلبة (تتراوح كثافة الملاط بين 1.8 و22 جرام/سم³، والمحتوى الصلب بين 50% و65%)، وأن يتمتع بخاصية التسييل الجيد وقابلية الترطيب. يضمن المحتوى العالي من المواد الصلبة التصاق جزيئات السيراميك بشبكة الرغوة إلى أقصى حد ممكن.
تم تحسين خاصية التكسوتروبيا لقوة المرشح الخزفي لتعزيز التكوين المتجانس للملاط ومنع الانسداد. فإذا كانت قابلية الترطيب بين الملاط والرغوة الخزفية ضعيفة، فسوف يتكتل الملاط عند تقاطع بنية الرغوة، وستقل الحواف، وستنخفض القوة أو حتى بعد عملية التلبيد.
يكمن سر نجاح هذه العملية في قوة عملية البثق واتساقها. فإذا بقيت عجينة السيراميك في الرغوة، فسوف يتسبب ذلك في حدوث عيوب، مثل صغر حجم المسام أو انسدادها. وعلى العكس من ذلك، فإن قلة التصاق عجينة السيراميك ستؤثر سلبًا على متانة المنتج.
فترة تجفيف الجسم الخام: يُجفف الجسم الخام عند درجة حرارة منخفضة لفترة من الوقت لإزالة الماء الحر والحصول على القوة الأولية؛ وفي هذه المرحلة، يجب التحكم في معدل التسخين ودرجة الحرارة لتجنب التشوه وتكوّن الخبث والشقوق.
وقت تبخر الرغوة: عند سرعة معينة، يتم تسخين الجسم إلى درجة حرارة أعلى من نقطة اشتعال الرغوة ويُترك على هذه الحرارة لفترة من الوقت، حتى تتبخر الرغوة تمامًا. في هذه المرحلة، لا يكون ارتفاع درجة الحرارة سريعًا جدًّا، وإلا فإن ذلك سيؤدي إلى انخفاض جودة المنتج، بل وقد يتسبب في حدوث هدر.
تدخل عملية التزجيج مرحلة البورسلين: حيث يتم التسخين إلى درجة حرارة التلبيد بسرعة أكبر، ثم يُترك عند هذه الدرجة لفترة من الوقت حتى يتم تلبيد الجسم الخام بالكامل. في هذه المرحلة، يجب ألا تكون سرعة التسخين سريعة جدًّا، وإلا فإن الجزء الأمامي من البورسلين سيتشقق وينهار. بعد حرق المنتج، يجب ألا تكون سرعة التبريد سريعة جدًّا لمنع تشقق المرشح.
مقالات ذات صلة:
 عملية إنتاج مرشحات الرغوة الخزفية
عملية إنتاج مرشحات الرغوة الخزفية
 مرشح سيراميكي رغوي
مرشح سيراميكي رغوي
 مادة الفلتر الرغوية
مادة الفلتر الرغوية
 مرشح رغوي من السيراميك والألومينا
مرشح رغوي من السيراميك والألومينا
 مرشح صب من السيراميك الرغوي
مرشح صب من السيراميك الرغوي
 عملية تصنيع المرشحات الرغوية الخزفية: ما الذي يحدد أداء الترشيح بخلاف مؤشر PPI؟
عملية تصنيع المرشحات الرغوية الخزفية: ما الذي يحدد أداء الترشيح بخلاف مؤشر PPI؟
 عملية تصنيع المرشحات الخزفية الرغوية
عملية تصنيع المرشحات الخزفية الرغوية
 مرشحات رغوية خزفية
مرشحات رغوية خزفية
 مرشحات الرغوة الخزفية المستخدمة في عمليات الصب
مرشحات الرغوة الخزفية المستخدمة في عمليات الصب
 مرشح سيراميكي مسامي
مرشح سيراميكي مسامي
 مرشح سيراميكي مسامي لمصانع الصب
مرشح سيراميكي مسامي لمصانع الصب
 مرشحات الرغوة الخزفية
مرشحات الرغوة الخزفية
 عملية تصنيع المرشحات الرغوية الخزفية
عملية تصنيع المرشحات الرغوية الخزفية
 عملية تصنيع المرشحات الخزفية
عملية تصنيع المرشحات الخزفية
 مرشحات خزفية لمصانع الصب
مرشحات خزفية لمصانع الصب





