
Alüminyum döküm sektöründe, hak ettiği ilgiyi nadiren gören bir sarf malzemesi kategorisi vardır. Bu konu, sektör dergilerinde pek öne çıkmaz. Konferans bildirilerinin de pek konusu değildir. Oysa bu malzemeyi doğru şekilde — tutarlı ve sistematik bir şekilde, doğru alt tabaka için doğru teknik özelliklere uygun olarak — kullanan işletmeler, kalıp ömrü, döküm yüzey kalitesi ve proses istikrarı açısından ölçülebilir farklar elde etmektedir; aksi takdirde bu sonuçlara ulaşmak için çok daha pahalı müdahaleler gerekirdi.
Bor nitrür kaplamalar bu kategoriye girer.
Bu, örneğin döner gaz giderme sistemlerinin tasarımının karmaşık olduğu anlamında karmaşık bir ürün değildir. Ancak bu, ayrıntıların doğru bir şekilde ayarlanmasının — konsantrasyon, uygulama yöntemi, alt tabaka hazırlığı, termal kürleme protokolü — gerçek performansı, kağıt üzerinde iyi görünen ancak pratikte pek bir işe yaramayan bir kaplamadan ayıran bir üründür.
Aşağıda, alüminyum döküm uygulamalarında BN kaplamalarla ilgili asıl önemli olan hususları ortaya koymaya yönelik bir girişim yer almaktadır; bu girişim, tedarikçi broşürlerinde genellikle yer almayan operasyonel ayrıntılara dayanmaktadır.
BN Coatings-AdTech
BN Kaplamaları Nedir ve Neden Etkili Olurlar?
Kaplama uygulamalarıyla ilgili polimorf olan altıgen yapılı bor nitrür (BN) — h-BN — bazen “beyaz grafit” olarak tanımlanır. Bu karşılaştırma yapısal açıdan yerinde bir benzetmedir: Her iki malzeme de, güçlü kovalent bağların her bir katman içindeki atomları tutarken, zayıf van der Waals kuvvetlerinin bitişik katmanları birbirine bağladığı katmanlı bir kristal yapıya sahiptir. Bu yapı, her iki malzemeye de yağlama özelliklerini kazandıran unsurdur — katmanlar kesme gerilimi altında birbirlerine karşı kayarak düşük sürtünmeli ve düşük yapışmalı yüzey özellikleri sağlar.
Alüminyum döküm uygulamalarında altıgen bor nitrürün grafitten daha kullanışlı olmasının nedeni, birkaç belirli özelliğe dayanmaktadır:
Erimiş alüminyuma karşı kimyasal olarak inert olması. Grafit, döküm sıcaklıklarında alüminyumla reaksiyona girerek alüminyum karbür (Al₄C₃) oluşturur; bu bileşik eriyik içinde çözünür ve sonraki aşamalarda kalıntı sorunlarına yol açar. Altıgen BN ise normal döküm koşulları altında erimiş alüminyumla reaksiyona girmez. Bu reaksiyona girmeme özelliği, kaplamanın sağladığı diğer tüm faydaların temelini oluşturur.
Termal kararlılık. h-BN, oksitleyici ortamlarda yaklaşık 900 °C’ye kadar, inert veya indirgeyici ortamlarda ise bu sıcaklığın çok daha üstünde bile yapısını ve yağlama özelliklerini korur. Çalışma sırasında kalıp ve kalıp yüzey sıcaklıklarının genellikle 200 °C ile 500 °C arasında değiştiği alüminyum döküm işlemlerinde bu durum, önemli bir marj sağlar.
Düşük termal genleşme katsayısı. Taban düzlemi yönünde yaklaşık 1–2 × 10⁻⁶/K değerinde olan h-BN, sıcaklık değişimiyle çok az genleşir. Bu durum, termal döngü sırasında kaplamanın yapışması açısından önemlidir; zemin malzemesinden önemli ölçüde farklı bir oranda genleşen bir kaplama, tabakalar halinde ayrılacaktır.
Elektriksel yalıtım. Grafitten farklı olarak, h-BN mükemmel bir elektrik yalıtkanıdır (bant aralığı ~6 eV). Bazı döküm uygulamalarında — özellikle elektromanyetik karıştırma veya indüksiyonla ısıtmanın söz konusu olduğu durumlarda — bu özellik operasyonel açıdan önem kazanır.
Bu özelliklerin hiçbiri, belirli bir üreticinin BN kaplamalarına özgü değildir. Ürünler arasında farklılık gösteren unsurlar, parçacık boyutu dağılımı, süspansiyon kalitesi, bağlayıcı kimyası, katı madde konsantrasyonu ve uygulama özellikleridir; bunların tümü, kaplamanın malzeme bilimi laboratuvarında değil, üretim sahasında nasıl performans göstereceğini etkiler.
BN Kaplamaları Aslında Hangi Yüzeylerde Kullanılır?
Kısa cevap şudur: Alüminyum döküm sisteminde, metal yapışmasının azaltılması, termal aşınmanın azaltılması veya kontrollü salım özelliklerinden faydalanılan herhangi bir yüzey. Daha ayrıntılı cevap ise uygulama kategorileri arasında ayrım yapılmasını gerektirir; çünkü performans gereksinimleri — ve dolayısıyla doğru kaplama özellikleri — önemli ölçüde farklılık gösterir.
Kalıcı Kalıp ve Yerçekimi Döküm
Yerçekimi döküm ve düşük basınçlı döküm (LPDC) işlemlerinde, kalıp boşluğu yüzeylerine, kalıp çekirdeği yüzeylerine ve kanal sistemlerine BN kaplama uygulanır. Buradaki temel işlev, kalıptan ayrılmayı kolaylaştırmaktır; yani alüminyumun kalıp yüzeyine yapışmasını önlemek, zira bu durum kalıbın çıkarılması sırasında çekme hasarına ve kalıp boşluğunun yüzey kalitesinde giderek artan bir bozulmaya neden olur.
İkincil işlevler arasında termal yönetim yer alır — BN kaplama tabakası, kalıp yüzeyinde makul düzeyde bir ısı yalıtımı sağlar; bu da katılaşma hızını ve dolayısıyla dökümdeki mikroyapının gelişimini etkileyebilir. İnce cidarlı dökümlerde bu etki önemli olabilir.
Yıkama Sistemleri ve Oluk Kaplamaları
Alüminyum aktarım ve dağıtım sistemlerinde — oluklar, kanallar, musluklar ve dağıtım kutuları — erimiş alüminyumla temas eden refrakter yüzeylere BN kaplama uygulanır. Burada, kaplamanın birincil işlevi, malzemenin yüzeyden ayrılmasını sağlamak yerine ıslanmazlık özelliğine kayar: alüminyumun refrakter yüzeye nüfuz etmesini önleyerek, donma yapışması, aşınma ve nihayetinde refrakterin yapısal bozulmasına yol açacak durumları engeller.
Sıcak Üst Döküm Parçaları
Doğrudan soğutmalı (DC) dökümde kullanılan sıcak üst halkalar, musluklar ve dağıtıcı plakalar, yoğun termal döngülere maruz kalır ve döküm sıcaklığında alüminyumla doğrudan temas eder. Bu yüzeylerin BN kaplaması, iyi yönetilen DC döküm işlemlerinde temel olarak standart bir uygulamadır. Bu kaplama, sıcak üst yüzeylerdeki oksit birikimini azaltır, tutarlı metal akış geometrisini korur ve sıcak üst parçalarının değiştirilmesi arasındaki servis aralığını uzatır.
Seramik ve Grafit Bileşenler
Grafit veya gelişmiş seramik malzemelerden üretilen termokupllar, şamandıralar, gaz giderme rotorları ve aktarım boruları, alüminyum yapışmasını azaltmak ve hizmet ömrünü uzatmak amacıyla rutin olarak BN kaplamasına tabi tutulur. Bu kaplama, periyodik olarak yeniden uygulanabilen bir fedakar yapışmaz tabaka sağlar ve alt tabakanın değiştirilmesi gereken süreyi önemli ölçüde uzatır.
BN Kaplamalarının Temel Performans Özellikleri Nelerdir?
| Mülk | Tipik Teknik Özellikler (Su Bazlı BN Kaplama) | Test Yöntemi | Operasyonel Önemi |
|---|---|---|---|
| BN Katı Madde İçeriği | ağırlıkça 15–40% | Gravimetrik analiz | Daha yüksek katı madde oranı = kat başına daha kalın film tabakası; uygulama viskozitesini etkiler |
| Parçacık Boyutu (D50) | 2–8 μm | Lazer difraksiyonu | Daha ince parçacıklar = daha pürüzsüz bir film tabakası, karmaşık geometri üzerinde daha iyi kaplama |
| Maksimum Çalışma Sıcaklığı | 850–950 °C (oksitleyici ortam) | Termogravimetrik analiz | Belirli alt tabaka sıcaklıklarına uygunluğu belirler |
| Kaplama Katmanının Isıl İletkenliği | 30–60 W/m·K (düzlem içi) | Lazer flaş yöntemi | Kalıp-metal arayüzündeki ısı transferini etkiler |
| Kuru Film Kalınlığı (tek kat) | 15–40 μm | Profilometri veya kesit | Daha kalın katmanlar çatlama riskine yol açabilir; daha ince katmanlar ise tam bir örtücülük sağlamayabilir |
| pH (su bazlı süspansiyon) | 7.5–9.5 | Standart pH ölçer | Raf ömrünü, süspansiyonun kararlılığını ve substrat uyumluluğunu etkiler |
| Alt Tabakaya Yapışma | ≥ 1,5 MPa kopma mukavemeti | ASTM D4541 | Termal döngü yoluyla kaplamanın dayanıklılığını belirler |
Özellik aralıkları, alüminyum döküm uygulamalarında kullanılan altıgen bor nitrür kaplama ürünleri için endüstri standardı teknik özellikleri yansıtmaktadır.
Bu tablodan öne çıkarılması gereken bir ayrıntı: BN katı madde içeriği ile uygulama viskozitesi arasındaki ilişki doğrusal değildir ve formülasyona bağlıdır. 35% katı madde içeriğine sahip ve partikül boyutu dağılımı zayıf bir ürün, 25% katı madde içeriğine sahip ve iyi optimize edilmiş bir süspansiyona sahip bir ürüne kıyasla daha az homojen bir şekilde uygulanacaktır. Katı madde içeriği, karşılaştırma için yararlı bir başlangıç noktasıdır, ancak değerlendirmeniz gereken tek özellik bu olmamalıdır.
En İyi Sonuçlar İçin BN Kaplamaları Nasıl Uygulanmalıdır?
Uygulama yöntemi, teorik performans ile fiili üretim sonuçları arasındaki farkın en fazla olduğu alandır. Tam olarak doğru kaplama ürününü kullanan işletmelerin, uygulama protokolünün tutarsız olması nedeniyle vasat sonuçlar elde ettiğini gördük; buna karşılık, orta düzeyde özelliklere sahip kaplamaların, uygulamanın özenli ve sistematik bir şekilde gerçekleştirilmesi sayesinde beklentilerin üzerinde performans gösterdiğini de gözlemledik.
Yüzey Hazırlığı
Bu konuda taviz verilemez. Kirlenmiş, oksitlenmiş veya kalıntı içeren yüzeylere uygulanan BN kaplamaları, yüzeye iyi yapışmaz ve erken bozulur. Etkili yüzey hazırlığı şu anlama gelir:
- Gevşek oksit, eski kaplama kalıntıları ve yüzey kirliliğini gidermek için mekanik temizlik
- Yağları ve kalıp ayırıcı kalıntılarını gidermek için uygun bir çözücü veya sulu temizleyici ile yağdan arındırma
- Yeni kalıplar için: mekanik yapışmayı artıran bir yüzey dokusu oluşturmak amacıyla kum püskürtme veya hafif taşlama
- Kaplama uygulamasından önce alt tabakayı ön ısıtma yaparak nemi gidermek — soğuk veya nemli bir yüzeye BN kaplaması uygulamak, tabakaların ayrılmasına giden en hızlı yoldur
Uygulama Yöntemleri
Sprey uygulaması Bu yöntem, geniş yüzeyler ve üretim ortamları için en yaygın olarak kullanılan yöntemdir. Havasız veya hava destekli püskürtme, homojen bir kaplama sağlar, film kalınlığının kontrol edilmesini mümkün kılar ve karmaşık oyuk geometrileri için son derece uygundur. Püskürtme mesafesi, atomizasyon basıncı ve kaplama viskozitesi her uygulama için ayrı ayrı ayarlanmalıdır — evrensel bir ayar yoktur.
Fırça ile uygulama Küçük alanlar, rötuş işleri ve püskürtme ekipmanının ulaşamadığı yüzeyler için uygundur. Bunun sınırlaması ise tutarlılık konusundadır — fırça ile uygulama, püskürtmeye kıyasla daha değişken bir tabaka kalınlığı oluşturma eğilimindedir.
Daldırma kaplama termokupllar, şamandıralar, küçük seramik ek parçalar gibi tüm yüzeylerde aynı anda tam ve homojen bir kaplama gerektiren küçük bileşenler için kullanılır.
Sertleştirme Protokolü
Su bazlı BN kaplamaların, kaplanmış yüzeyin erimiş alüminyumla temas etmeden önce kurutulması ve kısmen sertleştirilmesi gerekir. Standart yöntem şöyledir: Kaplamayı önceden ısıtılmış bir alt tabakaya (150–200 °C) uygulayın, hızlı kurumasını bekleyin, gerekirse ikinci katı uygulayın, ardından düzeneği kademeli olarak çalışma sıcaklığına getirin. Nihai sertleşme, ilk döküm döngüsü sırasında kullanım aşamasında gerçekleşir; bu nedenle, yeniden kaplamadan sonraki ilk döküm, sonraki dökümlere kıyasla genellikle biraz farklı ayırma özellikleri gösterir.
Sertleştirme protokolünü atlamak veya aceleye getirmek, kaplamayla ilgili kalite sorunlarının en yaygın nedenlerinden biridir — kabarma, düzensiz salınım ve yeniden kaplamadan sonraki ilk dökümlerde nem kaynaklı gözeneklilik.
Farklı BN kaplama formülasyonları birbirleriyle nasıl karşılaştırılır?
Tüm bor nitrür kaplama ürünleri birbirinin aynısı değildir; piyasada, farklı uygulama gereksinimlerine ve fiyat aralıklarına yönelik çok çeşitli formülasyonlar bulunmaktadır.
| Formülasyon Türü | Katı Madde İçeriği | Birincil Uygulama | En Önemli Avantaj | Sınırlama |
|---|---|---|---|---|
| Standart su bazlı süspansiyon | 15–25% BN | Genel kalıp ayırıcı, kalıp kanalı kaplaması | Kolay uygulama, düşük VOC içeriği, her yerde bulunabilir | Dikkatli kurutma gerektirir; kat başına daha az film kalınlığı |
| Yüksek katı madde içeriğine sahip su bazlı | 30–40% BN | Ağır hizmet tipi serbest bırakma mekanizması, sıcak üst bileşenler | Daha az katman yeterlidir, daha kalın film tabakası oluşur | Viskozitesi daha yüksektir; püskürtme uygulaması için seyreltilmesi gerekir |
| Solvent bazlı BN kaplama | 20–35% BN | Soğuk zemin kaplaması, sahada rötuş | Daha hızlı kuruma, soğuk yüzeye daha iyi yapışma | Daha yüksek VOC içeriği; işyerinde maruz kalma ile ilgili hususlar |
| BN + bağlayıcı kompozit | 20–30% BN, seramik bağlayıcılı | Yüksek termal döngü uygulamaları | Üstün yapışma dayanıklılığı | Daha yüksek maliyet; daha karmaşık uygulama protokolü |
| Aerosol BN sprey | 5–15% BN | Bakım ve rötuş çalışmaları, küçük parçalar | Kullanım kolaylığı, herhangi bir ekipman gerekmez | Üretim hacimleri açısından maliyet açısından verimli değil; film kalınlığında tutarsızlık |
Alüminyum döküm uygulamalarında kullanılan altıgen bor nitrür kaplamalar için piyasada bulunan ürün kategorilerine dayalı formülasyon karşılaştırması.
Bağlayıcı içeren kompozit BN formülasyonları, özellikle şiddetli termal döngülerin söz konusu olduğu uygulamalar — dökümler arasında tekrarlanan ısınma ve soğuma döngülerine maruz kalan sıcak üst halkalar, spigotlar ve oluk bileşenleri — için performans açısından önemli bir gelişme sağladıkları için özel olarak belirtilmeyi hak etmektedir. Seramik bağlayıcı, standart bir BN süspansiyon kaplamasının kademeli olarak tabakalara ayrılmasına neden olacak sıcaklık dalgalanmaları sırasında kaplamanın alt tabakaya yapışmasını iyileştirir.

Bor Nitrür Kaplamalar
BN Kaplamalarının raf ömrü ve saklama koşulları nelerdir?
Su bazlı BN süspansiyonları, doğru şekilde saklandığında (serin ortamda [5–25 °C], doğrudan güneş ışığından uzak, sızdırmaz kaplarda) genellikle 12–18 ay boyunca stabildir. Başlıca bozulma mekanizması, sulu fazda meydana gelen biyolojik üreme (mantar veya bakteri) olup, bu durum iyi formüle edilmiş ürünlere biyosit ilavesi ile engellenebilir. Biyolojik olarak kontamine olmuş bir kaplama, pH değişimi, koku ve sıklıkla gözle görülür renk değişikliği gösterir; bunların tümü, ürünün kullanılmak yerine atılması gerektiğini gösteren güvenilir göstergelerdir.
BN süspansiyonlarında çökelme normaldir ve ürünün bozulduğuna işaret etmez. BN parçacıkları sudan daha yoğundur ve durduğunda çökelir — doğru formüle edilmiş bir ürün, orta derecede çalkalama (kabı yuvarlamak veya 2–3 dakika karıştırmak) ile tamamen yeniden dağılmalıdır. Tekdüze bir şekilde yeniden dağılmayan bir ürün ya dondurulmuş (bu durum geri dönüşü olmayan parçacık topaklanmasına neden olabilir) ya da raf ömrünü aşmış şekilde depolanmıştır.
AdTech Gerçek Vaka Örneği: Bir Japon Basınçlı Döküm İşletmesi, Takım Bakım Maliyetlerini Nasıl % Azalttı?
2023 yılının ortalarında, Japonya’daki bir hassas alüminyum kalıp döküm tesisi, çoğu işletmenin kabul etmek istemese de oldukça yaygın olan bir sorunla bize başvurdu: Kalıp bakım maliyetleri, boşluk yüzeyinin yeniden işlenmesi, kalıp çekirdeğinin değiştirilmesi ve itici pim bakımının sıklığının artmasıyla birlikte iki yıldır giderek yükseliyordu. Şirket, A380 alaşımından otomotiv yapı bileşenleri — büyük bir yerli araç platformu için A-direk takviyeleri ve B-direk ek parçaları — üretiyordu ve on iki adet 1.600 tonluk soğuk odalı kalıp döküm makinesinden oluşan bir filoyu işletiyordu.
Sahadaki durum: Mevcut kalıp ayırıcı protokolü, her kalıp basışında otomatik püskürtme yoluyla uygulanan solvent bazlı kalıp yağlayıcıydı. Bazı bileşenlerde — özellikle itici pimler ve kalıp çekirdeklerinde — BN kaplama kullanılıyordu; ancak uygulama tutarsızdı, ürün spesifikasyonu birkaç yıldır gözden geçirilmemişti ve belgelenmiş bir yeniden kaplama aralığı bulunmuyordu. Son on sekiz ay içinde kalıp boşluğunun yeniden kaplama aralıkları yaklaşık 50.000 kalıplamadan 30.000–35.000 kalıplamaya kısalmıştı ve ince cidarlı bölümlerde soğuk kapanma kusurlarında bir artış gözlemleniyordu; proses mühendisleri bunu kısmen kalıp boşluğu yüzeyindeki tutarsız ısı yönetimine bağlıyordu.
Değerlendirme sonucunda ortaya çıkan bulgular: Çekirdeklere ve ejektör pimlerine uygulanan BN kaplama, yaklaşık 18% BN katı madde içeriğine sahip standart bir su bazlı süspansiyon ürünüydü — bu, hafif hizmet uygulamaları için yeterli olmakla birlikte, 670°C’de A380 alaşımının yüksek döngülü kalıplara uyguladığı termal yük açısından yetersiz kalıyordu. Daha da önemlisi, kaplama öncesi yüzey hazırlığı asgari düzeydeydi — çekirdekler, temizlik yapılmadan üzerinde kalan alüminyum ve oksit tabakası üzerindekaplanıyordu; bu durum, 2.000–3.000 vuruştan sonra gözlemlenen delaminasyon örüntülerini açıklıyordu.
Kavite yüzeyi sorunu bununla ilişkili olmakla birlikte ayrı bir sorundu. Kullandıkları solvent bazlı kalıp yağlayıcısı, zamanla termal yalıtkan görevi gören bir karbon birikintisi oluşturuyordu — bu da tutarlı ince cidarlı dolum için ihtiyaç duydukları şeyin tam tersiydi. Yağlayıcı uygulamasının kontrollü bir şekilde azaltılmasıyla birlikte, kalıbın belirli bölümlerine (giriş alanları, ince cidarlı bölümler ve taşma hazneleri) stratejik olarak BN kaplama uygulanmasının en etkili çözüm olduğu belirlendi.
Sekiz hafta boyunca uygulanan çözüm:
- Yüksek katı madde oranına sahip BN kaplama (35% katı madde, seramik bağlayıcı kompozit) belgelenmiş bir yeniden kaplama programı kapsamında tüm kalıplara ve ejektör pimlerine uygulanır (her 8.000 atışta bir; 4.000 atışta bir ara denetim yapılır)
- Standart BN süspansiyon kaplaması (25% katı madde içeriği) metal akışının tutarlılığını artırmak amacıyla boşluk giriş bölgelerine, ince cidarlı bölümlere ve belirli taşma geometrilerine uygulandı
- Yüzey hazırlama protokolü uygulanmış ve eğitim verilmiştir: her yeniden kaplama döngüsünden önce kalıpların mekanik olarak temizlenmesi, kaplama uygulamasından önce alt tabakanın 180 °C’ye önceden ısıtılması
- Solvent bazlı kalıp yağlayıcı kullanım miktarındaki azalma 30% tarafından; kaplanmış yüzeylerde ayrılma işlevinin büyük kısmını BN kaplaması üstlenmektedir
Altı aylık üretim süresince ölçülen sonuçlar:
- Diş çürüğü yüzeyinin yenilenmesi aralığı: —'dan itibaren 30.000–35.000 atıştan tekrar 48.000–52.000 atışa — tarihsel en iyi performanslarına yaklaşıyor ve bazı durumlarda bu seviyeleri aşıyor
- Çekirdek değiştirme sıklığı: 38% kadar azaltıldı aynı dönemde
- İnce cidarlı kesitlerde soğuk kaynak kusur oranı: 1,8%’den 0,6%’ye düştü
- Toplam kalıp bakım maliyeti: 40% düşüşü önceki altı aylık referans değerine kıyasla
- Dişli yağ tüketimi: azaltılmış 28% (maliyet tasarrufu ve VOC azaltımı — çevre mevzuatına uyum ekibinin uzun süredir peşinde olduğu ikincil bir fayda)
Japon işletmesi daha sonra, planlı bakım döngüsü kapsamında on iki makinenin tamamında yüksek katı madde oranına sahip BN kaplamasını standart hale getirdi ve yerçekimi döküm hattında — elektrik iletken çubukları için 1xxx serisi alaşım üreten ayrı bir ürün hattı — oluk ve dağıtım bileşenlerine BN kaplaması ekledi. Bu iş birliği beş yıldır devam etmekte olup, seramik elyaf ürünleri ve termokupl koruma tüplerini de kapsayacak şekilde genişletilmiştir.
Bu örneği öğretici kılan şey ürün değildi — asıl önemli olan süreç incelemesiydi. Yüzey hazırlık protokolü ve yeniden kaplama programı olmadan sadece kaplama değişikliği yapılmış olsaydı, elde edilen iyileşme çok daha az olurdu. Bor nitrür kaplamanın performansı her zaman bir sistem meselesidir, bir ürün meselesi değildir.
BN Kaplama, Diğer Kalıp Ayırıcı Ürünlerle Nasıl Etkileşime Girer?
Bu, sıkça gündeme gelen ve her zaman net bir yanıt bulamayan pratik bir sorudur: BN kaplaması geleneksel kalıp yağlayıcılarıyla birlikte kullanılabilir mi, yoksa biri diğerinin yerini mi alır?
Cevap, uygulamaya göre değişir; ancak çoğu üretim amaçlı kalıp döküm ortamında, bu iki ürün birbiriyle rekabet etmekten ziyade birbirini tamamlayıcı işlevler görür. BN kaplama, kalıp yağlayıcı uygulamaları arasında ayırma işlevini yerine getiren, dayanıklı ve termal olarak kararlı bir taban tabakası sağlar ve gerekli toplam yağlayıcı miktarını azaltır. Kalıp yağlayıcı, hareketli elemanların (kızaklar, kalıp çekirdekleri, iticiler) her enjeksiyon arasında yağlanmasını sağlar ve çıkarma sırasında son aşamadaki ayırma işlemini gerçekleştirir.
Döküm kalıbı yağlayıcısı kullanılmadan, yalnızca BN kaplamasıyla bir basınçlı döküm makinesinin çalıştırılması, döngü sürelerinin kaplamanın tam ayırma işlevini yerine getirebileceği kadar uzun olduğu bazı yerçekimi dökümü ve LPDC uygulamalarında mümkündür. Üretim döngü sürelerindeki yüksek basınçlı dökümde ise, hareketli elemanlarda yağlayıcı desteği olmadan yalnızca BN kaplaması genellikle kalıbın çıkarılması için yetersiz kalır.
Bunun pratikteki anlamı şudur: BN kaplamasının kalıp yağlayıcısını tamamen ortadan kaldıracağını beklemeyin; ancak yağlayıcı tüketimini azaltmasını, karbon birikimini azaltmasını ve kalıp boşluğu temizleme döngüleri arasındaki süreyi uzatmasını bekleyebilirsiniz. Yukarıdaki Japon örneğinde, ayırma performansını korurken (ve iyileştirirken) yağ tüketiminde görülen %'lik azalma, iyi uygulanmış bir BN kaplama programı için gerçekçi bir beklentidir.
BN Kaplama ve Alternatif Ayrıştırma Çözümleri: Karşılaştırması Nasıl?
| Çözümün Yayınlanması | Maksimum Çalışma Sıcaklığı | Alüminyumun Reaktivitesi | Yeniden Başvuru Sıklığı | VOC İçeriği | Birim Alan Başına Göreceli Maliyet |
|---|---|---|---|---|---|
| Altıgen BN kaplama | 850–950 °C | Yok | Her 5.000–15.000 kalıp dökümü | Düşük (su bazlı) | Orta |
| Grafit bazlı kaplama | 600–700 °C | Belirli bir sıcaklıkta Al₄C₃ oluşturur | Daha sık | Düşük–Orta | Düşük |
| Çözücü bazlı kalıp yağlayıcı | 300–400 °C'de etkilidir | Düşük | Her atış | Yüksek | Uygulama başına düşük |
| Su bazlı kalıp yağlayıcı | 200–350 °C'de etkilidir | Düşük | Her atış | Çok düşük | Uygulama başına düşük |
| Seramik ısı bariyer kaplaması | > 1.000 °C | Yok | Aylar ila yıllar | Yok (termal püskürtme) | Çok yüksek |
| Bor nitrür + seramik kompozit | 1.000 °C ve üzeri | Yok | Her 8.000–20.000 atışta bir | Düşük | Orta–Yüksek |
Bu karşılaştırma, alüminyum kalıcı kalıp ve basınçlı dökümde kullanılan ayırıcı maddelerle ilgili genel sektör performans verilerini yansıtmaktadır. Sıcaklık sınırları ve yeniden uygulama sıklıkları, uygulamaya göre değişiklik gösterir.
Grafit karşılaştırması üzerinde kısaca durmaya değer. Grafit kaplamalar daha ucuzdur ve yaygın olarak kullanılmaktadır, ancak döküm sıcaklıklarında alüminyum karbür oluşumu reaksiyonu, özellikle karbon alımının mekanik özellikleri veya yüzey işleme tepkisini etkilediği alaşımlar için gerçek bir kirlilik riski oluşturmaktadır. BN'nin erimiş alüminyuma karşı kimyasal inertliği, çoğu alüminyum döküm uygulamasında grafite göre daha yüksek maliyetini haklı kılan gerçek bir avantajdır.
AdTech’in BN Kaplama Ürünleri, Daha Geniş Kapsamlı Bir Alüminyum İşleme Sistemine Nasıl Entegre Edilebilir?
BN kaplamaları tek başına mevcut değildir — bunlar, döküm kalitesini ve proses istikrarını birlikte belirleyen, birbiriyle bağlantılı bir dizi malzeme ve ekipman seçiminin parçasıdır. AdTech’in ürünü bu sistemdeki birçok hususu ele almaktadır:
Seramik elyaf ürünleri Seramik elyaf ürünleri — fırın astarı, kanalizasyon yalıtımı ve sıcak taban ısı yönetimi. Metal temas yüzeyinde BN kaplamalı seramik elyaf bileşenler, seramik elyafın ısı yalıtım özelliklerini BN’nin ıslanmazlık özelliğiyle birleştirir.
Termokupl koruma tüpleri ve seramik bileşenler — BN kaplamalı koruma Alüminyum temas bölgelerindeki borular, çıkarma sırasında boru kırılmasına neden olan alüminyum yapışmasını ve donma kaynaklanmasını önleyerek, kaplamasız seramiklere kıyasla hizmet ömrünü önemli ölçüde uzatır.
Yıkama ve oluk sistemleri — Kanal sistemlerindeki refrakter yüzeyler, temel refrakterin üzerine uygulanan BN kaplamasından faydalanır; bu kaplama, alüminyumun nüfuz etmesini önler ve dökümler arasındaki temizlik işlemlerini kolaylaştırır.
Sıcak üst döküm bileşenleri — Tüm alüminyum döküm uygulamaları arasında, sıcak üst bileşenlerin BN kaplamasından tartışmasız en tutarlı ve ölçülebilir faydayı sağladığı söylenebilir. Termal döngülerin şiddeti, alüminyumla doğrudan temas ve hassas metal akış geometrisinin korunmasının kritik önemi bir araya geldiğinde, iyi yönetilen bir DC döküm operasyonunda sıcak üst halkaları ve spigotların BN kaplaması, esasen vazgeçilmez bir unsur haline gelir.
Daha geniş kapsamlı bir süreç iyileştirme çalışmasının bir parçası olarak BN kaplamasını değerlendiriyorsanız ya da yeni bir döküm hattı kuruyorsanız, en yararlı başlangıç noktası genellikle ürün bazında bir inceleme yapmak yerine, metal ile yüzey arasındaki temasın nerelerde sorunlara yol açtığına dair sistem düzeyinde bir görüşmedir. İşte bu tür bir görüşmeyi memnuniyetle karşılarız; AdTech iletişim sayfası.
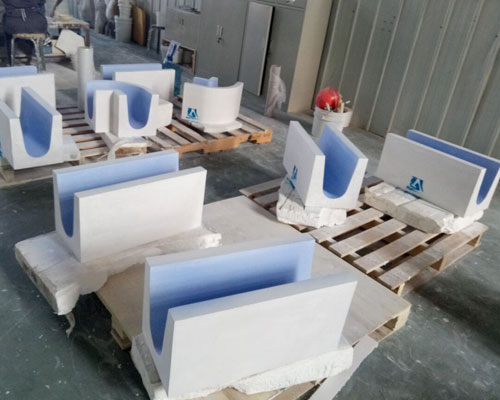
Alüminyumun yapışmasını önlemek ve korozyon direncini artırmak amacıyla bor nitrür (BN) kaplamalı erimiş alüminyum oluğu ve kanalı
Sonuç
Bor nitrür kaplamalar mucizevi bir ürün değildir. Temel proses sorunları olan bir döküm işlemini kurtaramazlar ve doğru kalıp tasarımı, uygun alaşım seçimi ya da titiz gaz giderme ve filtreleme uygulamalarının yerini tutmazlar.
Bunlar, son derece etkili, kimyasal açıdan kararlı ve ısıl açıdan dayanıklı bir yüzey işlemidir; doğru yüzeylere, uygun hazırlık ve yeniden kaplama kurallarına uyularak doğru bir şekilde uygulandığında, kalıp ömrü, döküm yüzey kalitesi, kalıptan çıkarma tutarlılığı ve sonraki aşamalardaki bakım maliyetlerinde ölçülebilir iyileştirmeler sağlar.
Ayrıntılar, üründen daha önemlidir. Yüzey hazırlığı, kürleme protokolü, yeniden kaplama aralığı ve genel piyasaya sürme stratejinizin geri kalanıyla uyumluluk, BN kaplamasının potansiyelini tam olarak ortaya koyup koymayacağını ya da hiçbir fark yaratmayan bir başka kalem haline gelip gelmeyeceğini belirleyen unsurlardır.
Eğer ayrıntılara girmek isterseniz — alt tabaka türü, alaşım, döngü süresi, termal yük, şu anda kullandığınız ve işe yaramayan unsurlar — işte o noktada yararlı bir görüşme başlar
Sık Sorulan Sorular
1. Alüminyum dökümde BN kaplaması ne amaçla kullanılır?
Bor nitrür kaplama, erimiş alüminyumla temas eden her türlü yüzeye — kalıp boşlukları, kalıp çekirdekleri, itici pimler, döküm kanalları, sıcak üst bileşenler ve seramik kalıplar — uygulanır. Başlıca işlevleri, yapışmayı önlemek, alüminyumun yapışmasını engellemek ve alt tabaka yüzeylerini termal aşınma ve kimyasal etkilerden korumaktır.
2. Altıgen BN kaplamanın alüminyum döküm sıcaklıklarında kullanılması güvenli midir?
Evet. Altıgen bor nitrür, oksitleyici ortamlarda 900 °C’ye kadar termal olarak kararlıdır — bu değer, alüminyum dökümünde tipik olarak görülen 680–750 °C aralığının oldukça üzerindedir. Erimiş alüminyumla reaksiyona girmez; bu da, alüminyumla temas eden uygulamalarda grafit bazlı alternatiflerden daha üstün performans göstermesinin temel nedenidir.
3. Basınçlı dökümde BN kaplaması ne sıklıkla yeniden uygulanmalıdır?
Bu, uygulamaya ve termal yüke bağlıdır. Yüksek basınçlı kalıp dökümünde ejektör pimleri ve kalıp çekirdeklerinde, doğru şekilde uygulanan yüksek katı madde oranına sahip bir BN kaplama, genellikle yeniden kaplama yapılana kadar 8.000–15.000 döküm döngüsü dayanır. Döküm kanalı astarları gibi statik yüzeylerde ise bu aralıklar haftalara veya aylara kadar uzayabilir. Sabit bir takvime göre yeniden kaplama yapmak yerine, yeniden kaplama aralıkları arasındaki atış sayısını veya döküm döngülerini takip etmek daha iyi sonuçlar verir.
4. BN kaplaması, kalıp yağlayıcısının yerini tamamen alabilir mi?
Düşük çevrim sürelerine sahip yerçekimi döküm ve düşük basınçlı kalıp dökümünde, muhtemelen. Üretim hızlarındaki yüksek basınçlı kalıp dökümünde ise hayır — kalıp yağlayıcısı, hareketli elemanların her döküm arasında yağlanmasını hâlâ sağlıyor. BN kaplamasının yaptığı şey, yağlayıcı tüketimini önemli ölçüde azaltmak, karbon birikimini önlemek ve kalıp boşluğu temizleme döngüleri arasındaki aralığı uzatmaktır.
5. BN kaplaması uygulanmadan önce hangi yüzey hazırlığı gereklidir?
Uygulama hatalarının çoğu buradan kaynaklanır. Eski kaplama kalıntılarını, oksitleri ve alüminyum birikintilerini gidermek için alt tabaka mekanik olarak temizlenmeli, ardından yağ veya yağlayıcı kirliliğini ortadan kaldırmak üzere yağdan arındırılmalıdır. Kaplama uygulamasından önce alt tabakanın 150–200 °C'ye önceden ısıtılması çok önemlidir — soğuk veya nemli bir yüzeye BN kaplaması uygulamak, erken delaminasyonu neredeyse kaçınılmaz hale getirir.
6. Standart BN kaplama ile seramik bağlayıcılı BN kompozit kaplama arasındaki fark nedir?
Standart BN süspansiyon kaplamaları, orta dereceli termal döngü uygulamalarında iyi sonuç verir. Seramik bağlayıcı içeren BN kompozit kaplamalar ise, standart kaplamaların dökümler arasında giderek tabakalar halinde ayrıldığı zorlu termal döngü uygulamaları — sıcak üst halkalar, oluk bileşenleri ve yüksek döngülü kalıplar — için formüle edilmiştir. Kompozit versiyonun maliyeti daha yüksek olmakla birlikte, bu zorlu koşullarda önemli ölçüde daha uzun ömürlüdür.
7. Alüminyum uygulamalarında BN kaplaması neden grafit kaplamadan daha iyidir?
Grafit, döküm sıcaklıklarında erimiş alüminyumla reaksiyona girerek alüminyum karbür (Al₄C₃) oluşturur; bu bileşik eriyik içinde çözünür ve sonraki aşamalarda kalıntı sorunlarına yol açar. Altıgen BN ise alüminyumla hiçbir şekilde reaksiyona girmez. Metal saflığının önemli olduğu her türlü uygulamada, grafit yerine BN doğru seçimdir.
8. BN kaplama tabakasının kalınlığı ne kadar olmalıdır?
Standart bir su bazlı BN süspansiyonunun tek bir katı, genellikle 15–40 μm kuru film kalınlığı oluşturur. Çoğu uygulamada bir ila iki kat kullanılır. Daha kalın olması her zaman daha iyi anlamına gelmez — toplam kalınlığı 80–100 μm’yi aşan kaplamalar, termal döngü altında çatlamaya daha yatkındır. Düzgün kaplama, salt kalınlıktan daha önemlidir.
9. BN kaplaması seramik elyaf bileşenlere uygulanabilir mi?
Evet, bu çok etkili bir kombinasyondur. BN kaplamalı seramik elyaf bileşenleri, elyaf alt tabakasının ısı yalıtım özelliğinin yanı sıra BN yüzey tabakasının ıslanmazlık ve ayrılma performansını da sunar. Bu özellik, alüminyumla doğrudan temasın kaçınılmaz olduğu döküm kanalı astarları, sıcak üst ek parçaları ve dağıtım bileşenleri için özellikle yararlıdır.
10. Su bazlı bir BN kaplama ürününün raf ömrü ne kadardır ve nasıl saklanmalıdır?
Genellikle 5 °C ile 25 °C arasında, doğrudan güneş ışığından ve donma sıcaklıklarından uzak tutularak kapalı kaplarda 12–18 ay. Çökelme normaldir — kullanmadan önce kabı 2–3 dakika boyunca çalkalayın veya yuvarlayın. Kaplama homojen bir şekilde yeniden dağılmıyorsa, olağandışı bir koku varsa veya önemli bir pH değişimi gösteriyorsa, ürünü atın. Donmuş BN süspansiyonu genellikle kurtarılamaz ve kullanılmamalıdır.
İlgili yazılar:
 Ateş Dayanıklı Kaplamalar
Ateş Dayanıklı Kaplamalar
 Kalıp Kaplamaları
Kalıp Kaplamaları
 Bor Nitrür Kaplamalar
Bor Nitrür Kaplamalar
 Bor Nitrür Seramik Malzemesi
Bor Nitrür Seramik Malzemesi
 Kalıp Kaplaması
Kalıp Kaplaması
 Bor Nitrür Kaplama
Bor Nitrür Kaplama
 Döküm Kaplaması
Döküm Kaplaması
 Ateş Dayanıklı Köpük Filtre
Ateş Dayanıklı Köpük Filtre
 Ateş Dayanıklı Kaplama
Ateş Dayanıklı Kaplama
 Bor Nitrür Boyası
Bor Nitrür Boyası
 BN Kaplama
BN Kaplama
 Köpük Filtre Malzemesi
Köpük Filtre Malzemesi
 Alüminyum Alaşımlı Dökümler
Alüminyum Alaşımlı Dökümler
 Alüminyum Dökümlerdeki Gözenek Kusurları
Alüminyum Dökümlerdeki Gözenek Kusurları
 Seramik Elyaf Malzemesi
Seramik Elyaf Malzemesi





