
DC döküm sırasında alüminyum kütük sızıntısı genellikle sızdırmazlık arızası, aşınmış döküm bileşenleri, dengesiz erimiş alüminyum akışı, aşırı metal başlığı basıncı veya yetersiz eriyik işleme nedeniyle meydana gelir. Sızıntı genellikle sıcak üst tertibatının veya döküm ucu bölgesinin yakınında görülse de, temel neden çoğu zaman erimiş metal transfer ve işleme sisteminin daha yukarısındaki kısımlarda yatmaktadır. Etkili bir sızıntı önleme için istikrarlı akış koşulları, temiz erimiş alüminyum, güvenilir sızdırmazlık yüzeyleri, kontrollü döküm parametreleri ve uygun şekilde bakımı yapılmış refrakter bileşenler gereklidir.
Alüminyum ekstrüzyon kütük üreticileri için sızıntı, sadece bir bakım sorunu değildir. Sızıntı, üretkenliği, döküm kalitesini, ekipman ömrünü ve işletme güvenliğini doğrudan etkiler. Nispeten küçük bir sızıntı bile üretim kesintilerine yol açabilir, metal kayıplarını artırabilir ve maliyetli son aşama kusurlarına neden olabilir. Sızıntının neden meydana geldiğini ve farklı proses değişkenlerinin birbirleriyle nasıl etkileşime girdiğini anlamak, istikrarlı bir kütük döküm performansı elde etmek için hayati önem taşır.
Alüminyum Kütük Sızıntısı Nedir?
Alüminyum kütük sızıntısı, kararlı bir katılaşma kabuğu tam olarak oluşmadan önce erimiş alüminyumun döküm sisteminden istenmeyen bir şekilde dışarı sızmasını ifade eder.
Doğrudan Soğutmalı (DC) döküm sırasında, erimiş alüminyum kalıba girmeden önce birçok işlem aşamasından geçer. Soğutma suyu ısıyı uzaklaştırıp kütük kabuğunu oluştururken, metal dikkatle kontrol edilen bir yol içinde tutulmalıdır. Sızdırmazlık bozulursa veya proses koşulları dengesiz hale gelirse, erimiş alüminyum boşluklara sızabilir, refrakter malzemeleri aşındırabilir ve döküm bölgesinden dışarı sızabilir.
Sızıntının şiddeti önemli ölçüde değişebilir.
Sızıntı Olaylarının Türleri
| Sızıntı Türü | Açıklama | Tipik Etki |
|---|---|---|
| Küçük Sızıntı | Küçük, sınırlı bir metal sızıntısı | Üretim üzerindeki etkisi sınırlı |
| Aşamalı Sızıntı | Sızıntı zamanla kademeli olarak artar | Müdahale gerektirir |
| Ciddi Sızıntı | Kalıp bölgesinin yakınında büyük bir metal kaçak | Üretimin durdurulması |
| Kaçış | Kabuğun tamamen bozulması | Önemli güvenlik ve ekipman riski |
Birçok operatör, “sızıntı” ve “kırılma” terimlerini birbirinin yerine kullanır, ancak bunlar aynı arızalar değildir.
Teknik destek için bizimle iletişime geçin.
Sızıntı ve Kaçış: Aralarındaki Fark Nedir?
Altta yatan neden giderilmezse, bir sızıntı olayı bir patlamaya dönüşebilir.
Sızıntı ve Kaçış Arasındaki Karşılaştırma
| Faktör | Sızıntı | Kaçış |
| Metal kaçış hacmi | Sınırlı | Devasa |
| Üretim üzerindeki etkisi | Orta | Şiddetli |
| Kabuk bütünlüğü | Kısmen bakımlı | Tamamen kaybolmuş |
| Güvenlik riski | Orta | Çok Yüksek |
| Ekipman hasarı | Sınırlı | Kapsamlı |
Bir patlama genellikle kütük kabuğunun erimiş alüminyumu tutamayacak kadar incelmesiyle meydana gelir. Öte yandan, sızıntı genellikle bir sızdırmazlık veya akış kontrolü sorunuyla başlar.
Bu farkı anlamak, operatörlerin felaket niteliğindeki arızalar meydana gelmeden önce uyarı işaretlerini tespit etmelerine yardımcı olur.
Alüminyum Kütüklerde Neden Sızıntı Meydana Gelir?
Sızıntı olaylarının çoğu, tek bir bileşenin arızalanmasından kaynaklanmaz.
Bunun yerine, sızıntı genellikle birden fazla proses değişkeni birbiriyle olumsuz etkileşime girmeye başladığında ortaya çıkar.
En yaygın temel nedenler şunlardır:
- Aşınmış döküm ekipmanı
- Sıcak üst sızdırmazlık bozulması
- Aşırı döküm hızı
- Erimiş alüminyumun temizlik seviyesinin düşük olması
- Hidrojenle ilgili proses kararsızlığı
- Yanlış metal seviyesi kontrolü
- Çalkantılı metal akışı
- Refrakter aşınması
Her bir faktör diğerlerini etkiler; bu nedenle sızıntıların önlenmesi için sistem genelinde bir yaklaşım gereklidir.
Aşınmış tekerlek uçları en yaygın neden midir?
Birçok kütük üretim tesisinde, sızıntı meydana geldiğinde ilk olarak incelenen parçalar arasında aşınmış döküm ucu uçları yer alır.
Döküm ucu, kalıba erimiş alüminyumun dağılımını kontrol ederken, metal akışının istikrarlı kalmasına da yardımcı olur. Aşırı termal ve mekanik baskı altında sürekli çalıştığı için, kademeli aşınma kaçınılmazdır.
Aşınma ilerledikçe çeşitli sorunlar ortaya çıkabilir:
- Boyutsal bozulma
- Yüzey erozyonu
- Sızdırmazlık performansında azalma
- Düzensiz metal dağılımı
- Yerel aşırı ısınma
Küçük boyut değişiklikleri bile kritik sızdırmazlık bölgelerinin çevresinde sızıntı yollarına yol açabilir.
Tekerlek Uçlarında Görülen Tipik Aşınma Belirtileri
| Uyarı İşareti | Olası Risk |
| Kütüğün pürüzlü yüzeyi | Akış kararsızlığı |
| Yerel alüminyum birikimi | Yetersiz salım özellikleri |
| Oksit birikiminin artması | Yüzey türbülansı |
| Gözle görülür erozyon | Mühürün bozulması |
| Sık bakım | Bileşenin kullanım ömrünün sonu |
Bu nedenle, birçok üretici seramik elyaf döküm uçları görünür bir arıza ortaya çıkmasını beklemek yerine, önleyici bakım programı kapsamında.
tekerlek ucu

Alüminyum Ergitme Döküm Makinesi İpuçları
Aşırı ısınan bileşenler sızıntıya neden olabilir mi?
Evet.
Sıcak üst sistem, kütük dökümü sırasında katılaşmanın kontrol edilmesinde ve istikrarlı besleme koşullarının sağlanmasında hayati bir rol oynar.
Sıcak üst bileşenler bozulursa, erimiş alüminyum zayıflamış sızdırmazlık bölgelerinden dışarı sızmaya başlayabilir.
Arızaya çeşitli mekanizmalar yol açabilir:
Termal Şok Hasarı
Tekrarlanan ısıtma ve soğutma döngüleri, refrakter malzemeler üzerinde önemli ölçüde baskı oluşturur.
Yüzey Aşınması
Erimiş alüminyuma uzun süre maruz kalmak, boyutsal doğruluğu kademeli olarak azaltır.
Kurulum Sorunları
Montaj toleranslarına uyulmazsa, yüksek kaliteli bileşenler bile beklenen performansı gösteremeyebilir.
Mekanik Hasar
Kullanım, bakım işlemleri veya kazara meydana gelen darbeler sızdırmazlık yüzeylerine zarar verebilir.
Sıcak taban performansı, kütük kalitesini ve döküm istikrarını doğrudan etkilediği için, birçok tesis rutin önleyici bakım programlarının bir parçası olarak sıcak taban denetimini programlarına dahil etmektedir.
Erimiş alüminyumun saflığı sızıntıyı nasıl etkiler?
Bu, kütük sızıntısının en çok göz ardı edilen nedenlerinden biridir.
Birçok sızıntı araştırması, eriyik kalitesini göz ardı ederek yalnızca döküm donanımına odaklanmaktadır.
Erimiş alüminyumda aşırı miktarda kalıntı bulunduğunda, akış koşulları daha az öngörülebilir hale gelir.
Yaygın kirleticiler arasında şunlar yer alır:
- Oksit tabakaları
- Cüruf parçacıkları
- Refrakter parçalar
- Spinel kapanımları
- Fırından kaynaklanan kalıntılar
Bu kirleticiler şunlara neden olabilir:
- Akış düzenlerini bozmak
- Yerel basınç değişiklikleri oluşturun
- Türbülansı artırmak
- Refrakter aşınmasını hızlandırmak
Metal Olmayan Kapanımların Kaynakları
| Kapsayıcılık Türü | Tipik Kaynak |
| Oksit Filmler | Yüzey oksidasyonu |
| Cüruf Parçacıkları | Fırın işletimi |
| Refrakter Kalıntılar | Astar aşınması |
| Spinel | Magnezyum içeren alaşımlar |
| Karbürler | Proses kirliliği |
Bu nedenle, birçok modern döküm hattında erimiş alüminyumun süzülmesi için seramik köpük filtreler döküm istasyonunun önünde.
Filtreleme aşaması, aksi takdirde metal akış davranışını ve döküm stabilitesini etkileyebilecek askıda kalan kalıntıların giderilmesine yardımcı olur.
Daha sıkı temizlik standartları gerektiren uygulamalar için, fosfor içermeyen seramik köpük filtreler Yüksek saflıkta alüminyum üretimini ve hassas alaşım uygulamalarını desteklemek amacıyla giderek daha fazla kullanılmaktadır.

seramik köpük filtre
Yetersiz Gaz Giderme Sızıntı Riskini Artırabilir mi?
Dolaylı olarak, evet.
Hidrojen, erimiş alüminyumda önemli ölçüde çözünen tek gazdır.
Hidrojen içeriği arttıkça:
- Gözeneklilik olasılığı artar
- Katılaşma süreci daha az öngörülebilir hale gelir
- İç kütüğün kalitesi bozulur
- Proses kararlılığı azalır
Hidrojen tek başına nadiren sızıntıya neden olsa da, yüksek hidrojen seviyeleri genellikle yetersiz eriyik işlemesini gösterir.
Bu nedenle, çoğu modern kütük döküm makinesi şunları içermektedir: çevrimiçi döner gaz giderme ekipmanı filtreleme ve döküm işlemlerinden önce.
Gaz giderme işlemi, çözünmüş hidrojeni azaltarak ve kabarcık yüzdürme mekanizmaları yoluyla askıda kalan kalıntıların uzaklaştırılmasına yardımcı olarak erimiş metalin kalitesini artırır.
Kararlı hidrojen kontrolü, daha öngörülebilir döküm koşullarına katkıda bulunur ve döküm döngüsü boyunca proses değişkenliğini azaltır.

Çevrimiçi Gaz Giderme Sistemi
Erimiş alüminyumun akış kararlılığı önemli midir?
Kesinlikle.
Sızıntı sorunlarının çoğu kalıbın yukarısında ortaya çıkar.
Döküm parçaları iyi durumda olsa bile, dengesiz akış, sızdırmazlık performansını olumsuz etkileyebilecek basınç dalgalanmalarına neden olabilir.
Türbülanslı akışın yaygın nedenleri şunlardır:
- Ani yıkama geçişleri
- Yanlış yıkama geometrisi
- Aşırı metal hızı
- Dengesiz metal seviyesi kontrolü
- Akış dağılımının yetersiz olması
Türbülansı azaltmak için birçok üretici, özenle tasarlanmış ateş dayanıklı oluk sistemleri işlem aşamaları ile döküm istasyonu arasında erimiş alüminyumun sorunsuz bir şekilde aktarılmasını sağlayan.
Erimiş alüminyum, filtreleme ve gaz giderme ekipmanlarından geçerken akış kararlılığı özellikle önemlidir; zira bu işlemlerin maksimum verimlilikle gerçekleştirilebilmesi, öngörülebilir akış koşullarına bağlıdır.
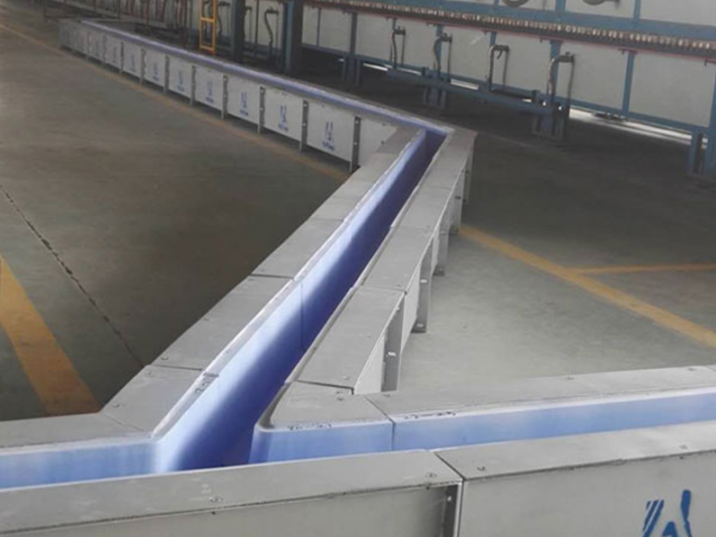
alüminyum oluk sistemi
Sık Sorulan Sorular
1. DC döküm sırasında alüminyum kütüğün sızmasına ne sebep olur?
Alüminyum kütük sızıntısı genellikle sızdırmazlık arızası, aşınmış döküm makinesi bileşenleri, dengesiz erimiş alüminyum akışı, aşırı metal başlığı basıncı veya yetersiz eriyik kalitesinden kaynaklanır. Çoğu durumda, bu durum tek bir arıza noktasından ziyade birden fazla faktörün bir sonucu olarak ortaya çıkar.
2. Sızıntı ile kopma arasındaki fark nedir?
Sızıntı, erimiş alüminyumun az miktarda veya kademeli olarak dışarı sızmasını ifade ederken, kırılma ise kütük kabuğunun tamamen çökmesi sonucu büyük miktarda metalin dışarı çıkmasıdır. Kırılmalar daha ciddi sonuçlar doğurur ve genellikle üretimin durdurulmasına ve güvenlik risklerine yol açar.
3. Tekerlek uçlarındaki aşınma, sızıntıların yaygın bir nedeni midir?
Evet. Aşınmış döküm makinesi uçları, metal akışının istikrarını ve sızdırmazlık performansını önemli ölçüde etkileyebilir. Küçük boyut değişiklikleri bile sızıntı yollarına yol açabileceğinden, döküm makinesi uçları, sızıntı meydana geldikten sonra en sık kontrol edilen bileşenlerden biridir.
4. Sıcak üst bileşenler kütük sızıntısına neden olabilir mi?
Evet. Hasarlı veya hatalı monte edilmiş sıcak tabaka bileşenleri, sızdırmazlık bütünlüğünü zayıflatabilir ve erimiş alüminyumun dışarı sızmasına neden olabilir. Termal şok, mekanik hasar ve yüzey aşınması, sık görülen arıza nedenleridir.
5. Erimiş alüminyumun temizliği sızıntı riskini nasıl etkiler?
Erime temizliğinin yetersiz olması, oksitler, cüruf ve refrakter parçacıkları gibi kalıntıların oluşumunu artırır. Bu kirleticiler akış istikrarını bozar, türbülansı artırır ve bileşenlerin aşınmasını hızlandırarak dolaylı olarak sızıntı riskini yükseltir.
6. Erimiş alüminyumdaki hidrojen sızıntıya neden olur mu?
Dolaylı olarak. Yüksek hidrojen seviyeleri eriyik kararlılığını azaltır ve katılaşma davranışını etkileyebilir. Hidrojen doğrudan sızıntıya neden olmasa da, genellikle genel döküm riskini artıran yetersiz eriyik işleme koşullarına işaret eder.
7. Kararsız metal akışı sızıntıya yol açabilir mi?
Evet. Erimiş alüminyum akışındaki türbülans veya düzensizlik, basınç dalgalanmalarına ve dengesiz dağılıma yol açabilir; bu da sızdırmazlık bölgelerine zarar verebilir ve sızıntı olasılığını artırabilir.
8. Döküm hızı sızıntıyı nasıl etkiler?
Aşırı döküm hızı, metal başlık basıncını artırır ve katılaşma sürecinin kontrolünü zorlaştırır. Bu durum, sızdırmazlık bileşenlerine aşırı yük bindirebilir ve sızıntı, hatta kopma olasılığını artırabilir.
9. Filtreleme sistemleri sızıntıların azaltılmasına yardımcı olabilir mi?
Evet. Seramik köpük filtreler, döküm öncesinde kalıntıları gidererek erimiş alüminyumun saflığını artırır. Daha temiz metal akışı, istikrarlı döküm koşullarının korunmasına yardımcı olur ve ekipman aşınmasını azaltır.
10. DC dökümde sızıntıyı önlemek için genellikle hangi ekipmanlar kullanılır?
Tipik önleme sistemleri arasında seramik köpük filtreler, gaz giderme üniteleri, refrakter oluk sistemleri ile bakımlı döküm ucu ve sıcak üst tertibatları yer alır. Bu sistemler bir arada, istikrarlı akış, temiz metal ve güvenilir sızdırmazlık sağlar.
İlgili yazılar:
 Erimiş Alüminyum Döküm Nozulları
Erimiş Alüminyum Döküm Nozulları
 Alüminyum Sıcak Üst Döküm
Alüminyum Sıcak Üst Döküm
 Alüminyum Şerit Dökümüne İlişkin İpucu
Alüminyum Şerit Dökümüne İlişkin İpucu
 Sürekli Döküm için Döküm Ucu
Sürekli Döküm için Döküm Ucu
 Alüminyum Döküm İpuçları
Alüminyum Döküm İpuçları
 Döküm Haddeleme Teknolojisi
Döküm Haddeleme Teknolojisi
 Alüminyum Döküm için Kalıp Ucu
Alüminyum Döküm için Kalıp Ucu
 Döküm İpuçları
Döküm İpuçları
 Alüminyum Sürekli Döküm ve Haddeleme
Alüminyum Sürekli Döküm ve Haddeleme
 Alüminyum Alaşımlı Levha Dökümü
Alüminyum Alaşımlı Levha Dökümü
 Alüminyum Sürekli Döküm Haddeleme
Alüminyum Sürekli Döküm Haddeleme
 Dökümhane için Döküm İpucu
Dökümhane için Döküm İpucu
 Erimiş Alüminyum için Döküm Kalıbı
Erimiş Alüminyum için Döküm Kalıbı
 Alüminyum Çubuk Döküm Platformu
Alüminyum Çubuk Döküm Platformu
 Alüminyum Silikat Döküm Nozulu
Alüminyum Silikat Döküm Nozulu





