
يُعد تشكيل البلاطة العمودية عملية بالغة الأهمية في إنتاج الشرائط المصبوبة والمدرفلة. وترتبط جودة الصفيحة العمودية ونجاح عملية تشكيل البلاطة العمودية ارتباطًا مباشرًا بجودة الشرائط المصبوبة والمدرفلة. وفي عملية تشكيل البلاطة العمودية، يجب الانتباه إلى النقاط التالية:
بناءً على السماكة المخطط لها للبلاطة المصبوبة والمدرفلة، وقطر الأسطوانة المعروف، وتوجع الأسطوانة، وخصائص آلة الصب والدرفلة، يجب تحديد الأسطوانات مسبقًا وضبطها بعناية عند تركيب فوهة الصب. وبعد الضبط، يجب أن تكون فجوة الأسطوانة على كلا الجانبين متطابقة تمامًا، ولا يُسمح بأي انحراف.

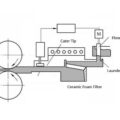
قم بتثبيت فوهة الصب, ، قم بقياس حجم منطقة الصب والدرفلة، واضبط الفجوة بين بكرات الفوهة. يجب أن تكون الفجوة بين بكرات الفوهة على كلا الجانبين وطول منطقة الصب والدرفلة متساوية. يجب أن تكون هناك فجوة معينة بين بكرات الفوهة ومادة الفوهة الصلبة، ولا يُسمح بأي تلامس. سيؤدي تلامس بكرات الفوهة إلى حدوث احتكاك، مما سيترك علامات طولية على الشريط المصبوب والمدلفن. إذا كانت الفجوة بين بكرات الفوهة صغيرة جدًا، فمن السهل أن يتراكم مسحوق الألومنيوم وبقايا الجرافيت المستخدمة للتزييت، ويكون سطح اللوح عرضة لفصل البنية. بعد إحكام ربط كتل الأذن عند كلا الطرفين، قم بتشغيل مطحنة الصب والدرفلة لتدور للأمام وللخلف لبضع دقائق للتأكد من أن مسافة الفجوة بين بكرات الفوهة مناسبة.
يجب رفع درجة حرارة الذوبان بشكل مناسب وفقًا للظروف البيئية. وبشكل عام، يتم ضبط درجة حرارة الذوبان في نطاق يتراوح بين 730 و750 درجة مئوية. ويتم اختيار الحد الأدنى عندما تكون درجة الحرارة المحيطة مرتفعة، بينما يتم اختيار الحد الأعلى عندما تكون درجة الحرارة المحيطة منخفضة.
احرص على تجميع القناة، والخزان الأمامي، ومثبت مستوى السائل، والموزع بشكل جيد، ويجب أن تكون كل نقطة توصيل موصولة بشكل جيد. استعد لتشغيل عملية إزالة الخبث قبل اللوحة الرأسية. بعد الفحص والتأكد من صحة التوصيلات، قم بتفريغ اللوحة الرأسية.
قبل صب الألومنيوم المنصهر، يجب تسخين الأسطوانات لإزالة الماء العالق على سطحها، وذلك لمنع انفجار الألومنيوم المنصهر عند تشكيل الصفيحة. بالنسبة لآلة صب الجادولينيوم المائلة، يُسكب سائل الألومنيوم، ويُترك السائل المنصهر عالي الحرارة يسخن القناة والصندوق الأمامي والموزع والأسطوانة، مع زيادة سرعة دوران الأسطوانة، بحيث يتفتت سائل الألومنيوم إلى شظايا أو يُسحب إلى صندوق النفايات.
عندما يتم تسخين القناة والصندوق الأمامي والأسطوانة إلى درجة حرارة محددة مسبقًا، قم بتخفيض سرعة دوران الأسطوانة إلى نطاق الدوران العادي، وانتظر حتى تستقر. راقب حالة اللوح بعناية. عند خروج اللوح، يكون الرأس بشكل أساسي في خط مستقيم ويكون مرتبًا نسبيًا، ويكون الفرق بين اللوح واللوح الآخر مؤهلًا بشكل عام. خلاف ذلك، قد يتجاوز الفرق بين اللوح نفسه المعيار المحدد. ثم راقب ما إذا كان هناك أي تشوهات على سطح اللوح وكتل الأذن على كلا الجانبين، وحدد المشكلة، وعالجها على الفور.
أضف المُعدِّل. يجب إضافة المُعدِّل بعد عملية التكرير المباشر وقبل الترشيح. وتتراوح درجة حرارة الإضافة بين 715 و730 درجة مئوية. ومع مرور الوقت، قد ينتج عن المُعدِّل كمية معينة من الترسبات قبل الترشيح، مما يؤثر على عملية الترشيح ويؤدي إلى تدهور الجودة. لذلك، يجب تقليب صندوق المرشح بانتظام وبشكل صحيح لضمان تجانس تركيبة المُعدِّل؛ وعندما يكون فرق ضغط الرأس قبل المرشح وبعده كبيرًا جدًّا لدرجة أنه يؤثر على التدفق والجودة، يجب استبدال المرشح في الوقت المناسب.
مقالات ذات صلة:
 الفجوة بين الفوهة والأسطوانات
الفجوة بين الفوهة والأسطوانات
 عملية الصب المستمر لشرائح الألومنيوم
عملية الصب المستمر لشرائح الألومنيوم
 عيوب صفائح الألومنيوم المصبوبة والمدرفلة
عيوب صفائح الألومنيوم المصبوبة والمدرفلة
 نظام الصب
نظام الصب
 التوازن الحراري
التوازن الحراري
 درجة حرارة الصندوق الأمامي
درجة حرارة الصندوق الأمامي
 تجويف الرأس
تجويف الرأس
 لوحة مدلفنة مصبوبة
لوحة مدلفنة مصبوبة
 الصب والدرفلة المستمران
الصب والدرفلة المستمران
 الصب والدرفلة فائقة الرقة
الصب والدرفلة فائقة الرقة
 صب ألواح سبائك الألومنيوم
صب ألواح سبائك الألومنيوم
 فوهة التغذية
فوهة التغذية
 العيب الاستوائي في الصب المستمر
العيب الاستوائي في الصب المستمر
 فوهة الصب
فوهة الصب
 جودة الألواح المدرفلة المصبوبة
جودة الألواح المدرفلة المصبوبة





