
Standing slab is a very important process in cast-rolled strip. The quality of the vertical plate and the success of the standing slab are directly related to the quality of the cast-rolled strip. In the standing slab operation, the following issues must be paid attention to:
According to the planned thickness of the cast-rolled slab, the known roll diameter, roll crown and the characteristics of the cast-rolling machine, the rolls should be pre-determined and adjusted carefully when installing the casting nozzle. After adjustment, the roll gap on both sides should be exactly the same, no deviation is allowed.

Install the casting nozzle, measure the size of the casting-rolling zone, and adjust the gap between the nozzle rolls. The gap between the nozzle rolls on both sides and the length of the casting-rolling zone should be the same. There must be a certain gap between the nozzle rollers and the hard nozzle material, and no contact is allowed. Nozzle roll contact will cause friction, which will leave longitudinal marks on the cast-rolled strip. The gap between the nozzle rolls is too small, aluminum powder and lubricating residual graphite are easy to accumulate, and the plate surface is prone to structure segregation. After the ear blocks at both ends should be tightened firmly, start the cast-rolling mill to rotate forward and reverse for a few minutes to confirm the proper gap distance between the nozzle rollers.
Increase the melt temperature appropriately according to environmental conditions. Generally, the melt temperature is controlled between 730-750°C. The lower limit is taken when the ambient temperature is high, and the upper limit is taken when the ambient temperature is low.
Do a good job of assembling the runner, front tank, liquid level stabilizer, and distributor, and each connection point must be well connected. Prepare to run the slag before the vertical board. After checking and confirming that it is correct, discharge the vertical board.
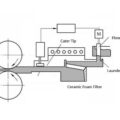
Before putting the molten aluminum, the rolls should be heated to remove the adhering water on the surface of the rolls to prevent the molten aluminum from exploding when standing up the plate. For the inclined gadolinium casting machine, put the aluminum liquid, let the high-temperature melt heat the launder, the front box, the distributor and the roller, and increase the rotation speed of the roller, so that the aluminum liquid falls into fragments or is pulled into the waste box.
When the launder, front box and roll are heated to a predetermined temperature, slow down the rotation speed of the roll to the normal rolling range, and wait until it is normal. Observe the board situation carefully. When the board is out, the head is basically in a straight line and is relatively neat, and the difference between the board and the board is generally qualified. Otherwise, the difference between the same board may exceed the standard. Then observe whether there are any abnormalities on the board surface and the ear blocks on both sides, find the problem, and deal with it immediately.
Add modifier. The modifier should be added after online refining and before filtering. The addition temperature is between 715-730°C. With the extension of time, the modifier may produce a certain amount of precipitation before filtration, which will affect the filtration and deterioration effect. Therefore, the filter box should be properly stirred regularly to ensure the uniformity of the modifier composition; when the pressure head difference before and after the filter is too large to affect the flow and quality, the filter should be replaced in time.
Related posts:
 Gap on Nozzle and Rolls
Gap on Nozzle and Rolls
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Aluminum Cast-rolled Sheet Defects
Aluminum Cast-rolled Sheet Defects
 Pouring System
Pouring System
 Heat Balance
Heat Balance
 Front Box Temperature
Front Box Temperature
 Tip Cavity
Tip Cavity
 Cast Rolling Plate
Cast Rolling Plate
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Ultra-Thin Casting and Rolling
Ultra-Thin Casting and Rolling
 Aluminum Alloy Plate Casting
Aluminum Alloy Plate Casting
 Feeding Nozzle
Feeding Nozzle
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Casting Nozzle
Casting Nozzle
 Cast Rolling Plate Quality
Cast Rolling Plate Quality





