
Ultra-thin high-speed casting and rolling technology aims to increase production speed, reduce slab thickness, improve slab quality, further refine grains, increase yield limit, corrosion resistance, impact resistance, reduce plate thickness and improve plate shape, and increase productivity, to reduce the number of subsequent cold rolling, and even achieve the goal of near net shape casting.
Some foreign research units and manufacturers that are in the leading position in twin-roll casting and rolling technology began to devote themselves to the research and development of this new technology in the late 1980s, and many units have achieved important results so far. For example, the twin-roll cast-rolling machine jointly developed by the University of Oxford in the United Kingdom and David Co. can produce 1mm thick strip at a speed of 15m/min; the experimental cast-rolling machine built by Norway Hydro Co. and Lauenerco. The thickness of the plate is close to 2mm or thinner, the speed can reach 10m/min, and the production capacity can be increased by 2 times; Hunter Co. and noranda1 jointly developed a 1mm thick cast-rolled plate in early 1993; French Pechiney Co. is transforming A thin strip with a thickness of 2-3mm and a width of 1.2m is produced on the Jumbo3C casting and rolling mill.
The application of these technologies not only reduces the plate thickness and increases the production speed, but also enables the production of more varieties of alloys, such as A1-s casting alloys, aluminum bearing alloys, metal matrix composite materials, zinc alloys, and M content up to 5% The duraluminum alloys, etc., have expanded the range of alloys that can be produced, and new materials can be developed. At the same time, the quality of the slab has also been improved. Due to the high cooling rate of high-speed casting and rolling, the obtained crystal grains are fine, and due to the improvement of the control level, poor surface quality such as centerline segregation and horizontal ripples are eliminated, so that cast-rolled products can be used in some occasions with high quality requirements. Such as can-making aluminum materials, PS plate aluminum plate bases for printing companies, heat exchanger heat sinks, 14μ household aluminum foils, 7μm deep-processed cigarette aluminum foils, high-voltage anode aluminum foils for electrolytic capacitors in the electronics industry, extrusion decorative aluminum profiles for the construction industry, automobiles Use brazing aluminum alloy composite materials. This will bring a qualitative leap in the aluminum processing industry.
Because ultra-thin high-speed casting and rolling have high requirements for slab quality, and high casting-rolling speed requires corresponding fast cooling and solidification speeds. Corresponding rapid cooling technology must be adopted, which brings a series of problems. At the same time, because the slab is very thin, the surface and internal quality are very strict, which puts forward high requirements on the control technology. It is hoped that all parameters are strictly controlled within the smallest tolerance range. For this reason, a series of improvements must be made in terms of equipment, control technology and process conditions.

Looking at the ultra-thin, high-speed casting and rolling technology developed by the leading units in the casting and rolling industry, they have the following new technologies:
(1) In order to strictly control the thickness and plate shape, a hydraulic roll gap control system is installed on the casting and rolling mill to achieve constant roll gap adjustment, eccentric compensation and automatic nozzle shifting mechanism.
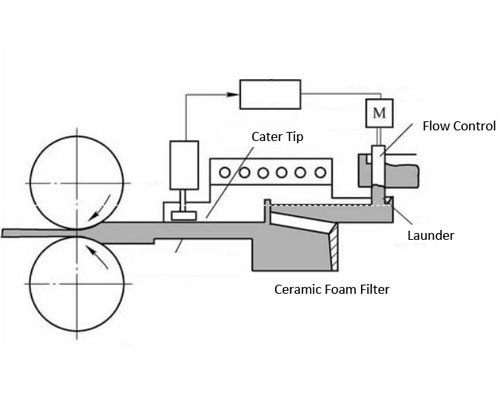
(2) Develop new shapes and new materials for caster tip and nozzles. According to the thermodynamic model, the software is used to determine the shape of the stopper and the nozzle cavity, so that the entire nozzle has a uniform flow along the width of the plate. At the same time, the nozzle must be easy to assemble and adjust, and the new material developed must not be easily damaged, so as to prevent damage The residue from the damaged casting nozzle contaminates the melt.
(3) In order to prevent sticking to the roller, a new lubrication method that adds a small amount of tin to the aluminum alloy is newly developed.
(4) Optimize the molten metal supply system to make the flow rate and temperature uniform across the width of the cast-rolled slab (temperature difference≤±2℃).
(5) Ensure proper roll crown and improve belt/roll contact conditions.
(6) Improve the roller core circulation cooling system to make the temperature of the entire roller system uniform. Pechiney Co. invented a new cooling method that alternately alternates between the water outlet and the water inlet to reduce the temperature difference between the entrance and the entrance of the casting roll.
(7) Develop new roller sleeve materials.
(8) Increase the amount of casting nozzle back shift, increase the casting speed, and prevent hot spots.
(9) Adopt external cooling technology of roller.
(10) Develop a new type of liquid level control system to strictly control the liquid level fluctuation in a small range (<±0.5mm), which is critical for ultra-thin high-speed casting and rolling technology.
(11) Rolling force measurement and control.
(12) During the casting and rolling process, the entire production line is fully automated, using programmable logic controllers and closed-loop control systems.
Related posts:
 Cast Rolling Plate Quality
Cast Rolling Plate Quality
 Cast Rolling Plate
Cast Rolling Plate
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Heat Balance
Heat Balance
 Aluminum Foil Casting
Aluminum Foil Casting
 Electromagnetic Casting and Rolling
Electromagnetic Casting and Rolling
 Casting Nozzle
Casting Nozzle
 Tip Cavity
Tip Cavity
 Gap on Nozzle and Rolls
Gap on Nozzle and Rolls
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Front Box for Aluminum Casting
Front Box for Aluminum Casting
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Cracks Defect in Casting
Cracks Defect in Casting
 Feeding Nozzle
Feeding Nozzle





