
The surface quality of aluminum cast-rolled sheet defects are mainly longitudinal stripe and transverse ripple. The main reasons for the longitudinal streaks on the plate surface are as follows: the gap between the roller and the nozzle is too small, which causes friction between the roll and the casting nozzle, the local damage of the casting nozzle or slag leading to the inconsistent crystallization, and the stripe on the surface of the roll or guide roll. To ensure the quality of the vertical plate and reasonably formulate the process parameters before the vertical plate, the longitudinal stripe will not be produced in the production process.

The Aluminum Cast-rolled Sheet Defects transverse ripple is mainly caused by the change of the meniscus in the front of the caster tip and nozzle. There are many factors that lead to the change of meniscus in casting and rolling process, which are mainly caused by the self weight of molten aluminum itself, the fluctuation in the process of aluminum liquid supply and the vibration of machinery itself. In order to control the change of aluminum liquid self weight, it is necessary to reduce the liquid level on front box as far as possible.
Control the fluctuation in the flow supply process, control the aluminum liquid flowing into the front box and the aluminum liquid flowing into the casting nozzle through the runner, so as to keep the two consistent. In order to control the mechanical vibration, the fixed parts should be fixed and the connectors should be matched accurately. In the production process, the liquid level of the front box is reduced to the minimum after the vertical plate, and no tropical defects are found, even if the liquid level of the front box just meets the requirements of the static pressure of aluminum liquid supply. Generally, the liquid level in the front box is lowered to the point where the defect is about to come out, and then the liquid level is raised by 1.0 mm-1.5 mm. Two sets of liquid level control methods combining infrared control and current stabilizer control are adopted to ensure the stability of the liquid level in the front box.
Related posts:
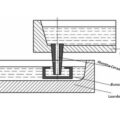
 Gap on Nozzle and Rolls
Gap on Nozzle and Rolls
 Cast Rolling Plate Quality
Cast Rolling Plate Quality
 Tip Cavity
Tip Cavity
 Cast Rolling Plate
Cast Rolling Plate
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Front Box for Aluminum Casting
Front Box for Aluminum Casting
 Aluminum Liquid Control
Aluminum Liquid Control
 Feeding Nozzle
Feeding Nozzle
 Airway Defects in Continuous Casting
Airway Defects in Continuous Casting
 Aluminum Alloy Casting Defects
Aluminum Alloy Casting Defects
 Casting Nozzle
Casting Nozzle
 Aluminum Alloy Plate Casting
Aluminum Alloy Plate Casting
 Nozzle Cavity
Nozzle Cavity
 Cast Aluminum Repair
Cast Aluminum Repair
 Front Box Temperature
Front Box Temperature





