
The basic process of aluminum alloy plate continuous casting and rolling process is: aluminum ingot → melting furnace → static furnace → degassing unit→ filtration unit→ casting nozzle → rolling mill → intermediate unit → coiling machine.
It is characterized by casting and rolling molten aluminum into 6-10mm thick, 650-1400mm wide slab and rewinding. And then directly sent to the cold rolling mill for finishing rolling, so that in the production process of aluminum sheet and strip, the ingot is omitted, Heating, hot rolling, billet opening, etc. It not only shortens the process flow of aluminum sheet and strip production, greatly reduces the construction capital of the project, but also reduces the metal burning loss during the production process, saves energy. And at the same time can easily achieve aluminum plate continuous production of strip.

3004 Aluminum Alloy Plate Casting and Rolling Method
1. Put the charge into the smelting furnace, smelt into a melt at 700 °C ~ 800 °C, argon refining once every 1.5h ~ 2.5h, slag once.
2. Introduce the melt into the stationary furnace, keep the temperature in the stationary furnace at 725℃~740℃, add the molten aluminum flux 2kg/t~3kg/t after standing for 15min~1h, and remove the slag once after refining.
3. Introduce the melt in the static furnace into the degassing unit, and pass the argon gas degassing and refining every 1.5h~2.5h, and strip the slag every 1h.
4. Introduce the melt of the degassing box into the filter box to filter out impurities in the melt. The step of filtering out impurities in the melt also includes: putting the ceramic foam filter plate into the filter box and pressing the sealing gasket around the filter plate; preheating the filter box and filter plate evenly for 15min~30min to make it close to the melt temperature. Preheating uses electric or gas heating.
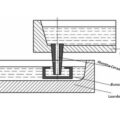
5. Introduce the melt to the neutral plate of the flow control box through the ceramic launder to control the liquid level of the melt in the front tank. Also includes:
Brush the talc powder in the mud of the front tank flow tank, dry and heat to 400°C~500°C. Clean the residue in the static furnace; control the height of the melt liquid level in the front tank flow tank. The bottom side of the front box communicates with the bottom of the front tank flow channel through a straight tube. The front box has a Buoyage and Flow duct on the liquid surface, buoyage scale guide bar is provided with a cursor scale and a positioning slide sleeve, and the float is fixed and positioned on the outer periphery. The sliding sleeves are connected, and the positioning sliding sleeves are connected to the graphite fluorescent head at the straight pipe on the bottom side of the front box through a lever.

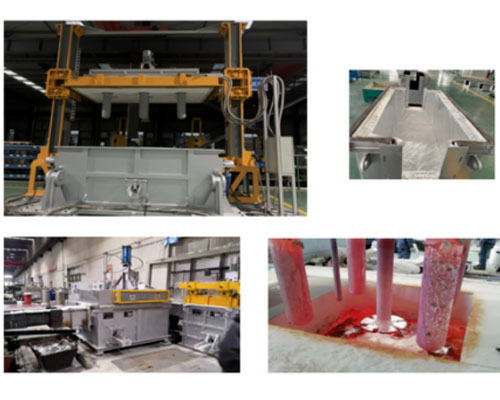
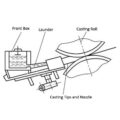
6. The melt is introduced into the twin-roll continuous casting and rolling machine from the caster tip and continuously cast into a strip.
There is a gap of 2mm~3mm between the upper lip and the lower lip of the casting tip and nozzle and the rolls of the twin roll continuous casting and rolling machine. An ear is placed on both ends of the upper lip and lower lip of the feeding nozzle. In order to enhance the smoothness of the ear, the edge of the ear is smeared with graphite powder, which solves the problem of large cracks on the edge of the blank.
Related posts:
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Cast Rolling Plate
Cast Rolling Plate
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Front Box for Aluminum Casting
Front Box for Aluminum Casting
 Cast Rolling Plate Quality
Cast Rolling Plate Quality
 Airway Defects in Continuous Casting
Airway Defects in Continuous Casting
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Front Tank
Front Tank
 Casting System
Casting System
 Foam Ceramic Filter Plate
Foam Ceramic Filter Plate
 Casting Tip
Casting Tip
 Alu Tapout Cone
Alu Tapout Cone
 Aluminum Alloy Casting
Aluminum Alloy Casting
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Aluminum Liquid Control
Aluminum Liquid Control





