
تهدف تقنية الصب والدرفلة فائقة الرقة وعالية السرعة إلى زيادة سرعة الإنتاج، وتقليل سماكة الألواح، وتحسين جودة الألواح، وزيادة دقة الحبيبات، وزيادة حد الخضوع، ومقاومة التآكل، ومقاومة الصدمات، وتقليل سماكة الألواح وتحسين شكلها، وزيادة الإنتاجية، وذلك بهدف تقليل عدد عمليات الدرفلة الباردة اللاحقة، بل وحتى تحقيق هدف الصب شبه النهائي.
بدأت بعض وحدات البحث والشركات المصنعة الأجنبية التي تحتل مكانة رائدة في مجال تكنولوجيا الصب والدرفلة باستخدام الأسطوانتين المزدوجتين في تكريس جهودها للبحث والتطوير في هذه التكنولوجيا الجديدة في أواخر الثمانينيات، وقد حققت العديد من هذه الوحدات نتائج مهمة حتى الآن. على سبيل المثال، يمكن لآلة الصب والدرفلة ذات الأسطوانتين التي طورتها جامعة أكسفورد في المملكة المتحدة بالاشتراك مع شركة David Co. إنتاج شريط بسمك 1 مم بسرعة 15 م/دقيقة؛ أما آلة الصب والدرفلة التجريبية التي صنعتها شركة Norway Hydro Co. وشركة Lauenerco. يبلغ سمك الصفيحة حوالي 2 مم أو أقل، ويمكن أن تصل السرعة إلى 10 م/دقيقة، كما يمكن زيادة الطاقة الإنتاجية بمقدار الضعف؛ قامت شركة «هنتر» (Hunter Co.) وشركة «نوراندا 1» (noranda1) بتطوير صفيحة مصبوبة ومدلفنة بسمك 1 مم في أوائل عام 1993؛ وتقوم شركة «بيشيني» (Pechiney Co.) الفرنسية بتحويل شريط رفيع بسمك 2-3 مم وعرض 1.2 متر يتم إنتاجه على مصنع الصب والدرفلة «جامبو 3 سي» (Jumbo3C).
إن تطبيق هذه التقنيات لا يقتصر على تقليل سماكة الألواح وزيادة سرعة الإنتاج فحسب، بل يتيح أيضًا إنتاج أنواع أكثر تنوعًا من السبائك، مثل سبائك الصب A1-s، وسبائك الألومنيوم المستخدمة في المحامل، والمواد المركبة ذات المصفوفة المعدنية، وسبائك الزنك، وسبائك الدورالومينيوم التي يصل محتواها من عنصر M إلى 5%، وغيرها، مما أدى إلى توسيع نطاق السبائك التي يمكن إنتاجها، وإتاحة تطوير مواد جديدة. وفي الوقت نفسه، تم تحسين جودة الألواح أيضًا. ونظرًا لمعدل التبريد العالي في عمليات الصب والدرفلة عالية السرعة، تكون حبيبات البلورات الناتجة دقيقة، وبفضل تحسين مستوى التحكم، يتم التخلص من عيوب جودة السطح مثل التفرق على خط الوسط والتموجات الأفقية، مما يتيح استخدام المنتجات المصبوبة والمدرفلة في بعض الحالات التي تتطلب جودة عالية. مثل مواد الألومنيوم المستخدمة في صناعة العلب، وقواعد ألواح الألومنيوم PS لشركات الطباعة، ومبدلات الحرارة والمبددات الحرارية، ورق الألمنيوم المنزلي بسماكة 14μ، ورق الألمنيوم المعالج بعمق 7μm المستخدم في صناعة السجائر، ورق الألمنيوم الأنودي عالي الجهد للمكثفات الإلكتروليتية في صناعة الإلكترونيات، وملفات الألمنيوم الزخرفية المبثوقة لصناعة البناء، والسيارات التي تستخدم مواد مركبة من سبائك الألمنيوم الملحومة بالنحاس. وسيؤدي ذلك إلى قفزة نوعية في صناعة معالجة الألمنيوم.
نظرًا لأن عمليات الصب والدرفلة فائقة السرعة والرقيقة جدًّا تفرض متطلبات عالية على جودة الألواح، كما أن السرعة العالية للصب والدرفلة تتطلب سرعات تبريد وتصلب سريعة مقابلة. لذا، لا بد من اعتماد تقنية التبريد السريع المناسبة، وهو ما يثير سلسلة من المشكلات. وفي الوقت نفسه، ونظرًا لأن البلاطة رقيقة جدًّا، فإن المعايير الخاصة بجودة السطح والجودة الداخلية صارمة للغاية، مما يفرض متطلبات عالية على تقنية التحكم. ومن المأمول أن يتم التحكم في جميع المعلمات بدقة ضمن نطاق التفاوت الأدنى. ولهذا السبب، يجب إجراء سلسلة من التحسينات على صعيد المعدات وتقنية التحكم وظروف العملية.

وبالنظر إلى تقنيات الصب والدرفلة فائقة النحافة وعالية السرعة التي طورتها الوحدات الرائدة في صناعة الصب والدرفلة، نجد أنها تتضمن التقنيات الجديدة التالية:
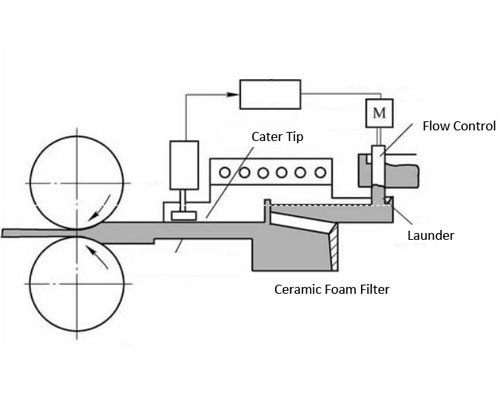
(1) من أجل التحكم الدقيق في سماكة الألواح وشكلها، تم تركيب نظام هيدروليكي للتحكم في فجوة الأسطوانات في مصنع الصب والدرفلة، وذلك لتحقيق التعديل المستمر لفجوة الأسطوانات، والتعويض عن الانحراف المركزي، وآلية التحريك التلقائي للفوهات.
(2) تطوير أشكال ومواد جديدة من أجل رؤوس العجلات والفوهات. وفقًا للنموذج الديناميكي الحراري، يُستخدم البرنامج لتحديد شكل السدادة وتجويف الفوهة، بحيث يتمتع الفوهة بأكملها بتدفق موحد على طول عرض اللوحة. وفي الوقت نفسه، يجب أن تكون الفوهة سهلة التجميع والضبط، كما يجب ألا تتعرض المادة الجديدة المطورة للتلف بسهولة، وذلك لمنع تلوث المادة المنصهرة بفعل بقايا فوهة الصب التالفة.
(3) من أجل منع الالتصاق بالبكرة، تم تطوير طريقة تزييت جديدة تعتمد على إضافة كمية صغيرة من القصدير إلى سبائك الألومنيوم.
(4) تحسين نظام تزويد المعدن المنصهر لضمان توحيد معدل التدفق ودرجة الحرارة على طول عرض اللوح المصبوب والمدلفن (فارق درجة الحرارة ≤±2℃).
(5) ضمان وجود تاج مناسب للبكرة وتحسين ظروف التلامس بين الحزام والبكرة.
(6) تحسين نظام التبريد بالدوران لقلب الأسطوانة لضمان توحيد درجة حرارة نظام الأسطوانات بأكمله. ابتكرت شركة Pechiney طريقة تبريد جديدة تعتمد على التبديل بالتناوب بين مخرج الماء ومدخل الماء لتقليل الفرق في درجة الحرارة بين مدخل ومخرج أسطوانة الصب.
(7) تطوير مواد جديدة لأكمام الأسطوانات.
(8) زيادة مقدار الإزاحة الخلفية لفوهة الصب، وزيادة سرعة الصب، ومنع ظهور النقاط الساخنة.
(9) استخدام تقنية التبريد الخارجي للأسطوانة.
(10) تطوير نوع جديد من أنظمة التحكم في مستوى السائل من أجل التحكم الدقيق في تقلبات مستوى السائل ضمن نطاق ضيق (<±0.5 مم)، وهو أمر بالغ الأهمية لتقنية الصب والدرفلة فائقة الرقة وعالية السرعة.
(11) قياس قوة الدوران والتحكم فيها.
(12) خلال عملية الصب والدرفلة، يكون خط الإنتاج بأكمله مؤتمتًا بالكامل، باستخدام وحدات التحكم المنطقية القابلة للبرمجة وأنظمة التحكم ذات الحلقة المغلقة.
مقالات ذات صلة:
 جودة الألواح المدرفلة المصبوبة
جودة الألواح المدرفلة المصبوبة
 لوحة مدلفنة مصبوبة
لوحة مدلفنة مصبوبة
 الصب والدرفلة المستمران
الصب والدرفلة المستمران
 العيب الاستوائي في الصب المستمر
العيب الاستوائي في الصب المستمر
 التوازن الحراري
التوازن الحراري
 صب رقائق الألومنيوم
صب رقائق الألومنيوم
 الصب والدرفلة الكهرومغناطيسية
الصب والدرفلة الكهرومغناطيسية
 فوهة الصب
فوهة الصب
 تجويف الرأس
تجويف الرأس
 الفجوة بين الفوهة والأسطوانات
الفجوة بين الفوهة والأسطوانات
 عملية الصب المستمر لشرائح الألومنيوم
عملية الصب المستمر لشرائح الألومنيوم
 الصندوق الأمامي لصب الألومنيوم
الصندوق الأمامي لصب الألومنيوم
 معالجة التنقية في عملية الصب المستمر
معالجة التنقية في عملية الصب المستمر
 عيب الشقوق في المصبوبات
عيب الشقوق في المصبوبات
 فوهة التغذية
فوهة التغذية





