
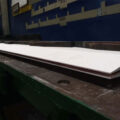
Ujung dan nosel cetakan terbuat dari bahan keramik sinter khusus yang diproses melalui pemesinan, dan digunakan untuk pengecoran strip aluminium dua rol secara kontinu. Bahan tersebut memiliki stabilitas termal yang baik. Untuk memastikan aliran aluminium cair merata ke arah lateral rongga cetakan dan laju pendinginan lokal pada permukaan cetakan tetap konsisten, ujung cetakan dibuat dari bahan serat silikon-aluminium yang dibentuk dengan vakum.

A Tips untuk Roda Terpasang di sisi masuk mesin pengecoran dan mesin penggulung untuk proses pengecoran strip. Silinder hidrolik menggerakkan platform gerbang agar meluncur di atas dudukan geser, mendorong gerbang beserta komponen bantuannya untuk menjaga jarak aman tertentu dari celah rol mesin pengecoran, dan kemudian menggerakkan perangkat penyesuaian horizontal dan vertikal gerbang. Motor servo mengatur posisi nosel penuangan ke posisi yang ditargetkan, dan motor servo tersebut dapat mengatur masing-masing sisi nosel penuangan secara terpisah secara real-time sesuai kebutuhan.
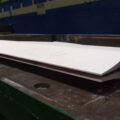
Telinga lunak dan keras dipasang pada pelat nosel dan digunakan untuk pembentukan kristal serta pengendalian ukuran pelat, strip, dan lembaran aluminium mentah pada jalur produksi pengecoran dan penggulungan.
Bagian telinga yang lunak terbuat dari campuran karton serat aluminium berkadar tinggi dan proses pencetakan komposit, sedangkan bagian telinga yang keras dibuat melalui proses penyaringan vakum menggunakan serat berkadar kemurnian tinggi. Keduanya dipanggang dalam tungku dan diproses menggunakan peralatan presisi.
Bagian telinga lunak dan keras dipasang pada pelat nosel. Komponen ini terutama digunakan untuk menyesuaikan resistansi internal dan mengontrol ukuran pembentukan paduan aluminium. Tepi yang rata dan bebas dari gerinda dapat secara efektif melindungi coran selama proses penggulungan. Struktur internal gulungan yang telah digulung pun tetap stabil.

Proses Pemasangan Ujung Roda dan Nozel
A. Pasang nosel penuangan pada penjepit nosel yang terpasang pada struktur baja, lalu pasang penjepit nosel tersebut pada platform nosel. Pemasangan dan pelepasan nosel pada platform nosel serta penyesuaian posisi naik-turun dapat dilakukan secara bersamaan atau terpisah.
B. Ketika pelat vertikal mengayunkan celah rol, pertama-tama sesuaikan sekrup pengatur horizontal pada platform lubang penuangan hingga mencapai langkah maksimum, kemudian silinder hidrolik menggerakkan platform lubang penuangan untuk bergerak menuju celah rol dengan kecepatan yang lebih tinggi. Ketika ujung depan lubang penuangan berjarak 120 mm dari garis tengah rol, pelat sekat platform lubang penuangan menekan pelat atas elevator sekrup, dan kemudian motor servo menggerakkan platform lubang penuangan untuk perlahan mendekati rol guna menyesuaikan nosel penuangan ke posisi target.
C. Ketika mesin pengecoran-penggulungan berhenti untuk mengganti rol, silinder oli menggerakkan platform nosel pengecoran kembali ke batas belakang, dan sinyal deteksi dari sakelar batas belakang digunakan sebagai indikator bahwa penggantian rol telah dilakukan.
Artikel terkait:
 Ujung Cetakan Silikat Aluminium
Ujung Cetakan Silikat Aluminium
 Ujung dan Nozel Pengecoran Berkelanjutan
Ujung dan Nozel Pengecoran Berkelanjutan
 Tips Penggunaan Alat Penyebaran
Tips Penggunaan Alat Penyebaran
 Tips untuk Mesin Pencetak Aluminium Cair
Tips untuk Mesin Pencetak Aluminium Cair
 Tips Pengecoran Silikat Aluminium
Tips Pengecoran Silikat Aluminium
 Tips Penggunaan Roda Keramik
Tips Penggunaan Roda Keramik
 Tips Penggunaan Mesin Pengecoran: Panduan Teknis Lengkap untuk Pengecoran Strip Aluminium
Tips Penggunaan Mesin Pengecoran: Panduan Teknis Lengkap untuk Pengecoran Strip Aluminium
 Tips Pengecoran Silikat Aluminium
Tips Pengecoran Silikat Aluminium
 Tips untuk Caster
Tips untuk Caster
 Nozel Pengecoran untuk Mesin Pengecoran Kontinu
Nozel Pengecoran untuk Mesin Pengecoran Kontinu
 Nozel Caster
Nozel Caster
 Tips Pengisian Bahan Baku Pengecoran
Tips Pengisian Bahan Baku Pengecoran
 Tips Pengecoran Aluminium
Tips Pengecoran Aluminium
 Tips Memberi Makan Caster
Tips Memberi Makan Caster
 Tips Pemilihan Coran dan Nozel
Tips Pemilihan Coran dan Nozel





