
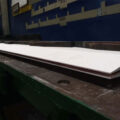
Caster tips and nozzles are made of special sintered ceramic material through machining, used for continuous double-roll aluminum strip casting. The material has good thermal stability. In order to ensure that the molten aluminum flows uniformly in the lateral direction of the mold cavity and the local cooling rate of the mold surface is consistent, the casting tip is made of vacuum-formed silicon-aluminum fiber material.

A Caster Tip is installed on the entrance side of the casting and rolling mill for strip casting. The hydraulic cylinder drives the gate platform to slide on the sliding seat, pushes the gate and its auxiliary parts to maintain a certain safe distance from the roll gap of the casting mill, and then drives the gate horizontal and vertical adjustment device. The servo motor adjusts the pouring nozzle to the target position, and the servo motor can individually adjust each side of the pouring nozzle online as needed.
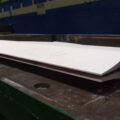
The soft and hard ears are assembled with the nozzle plate and used for the crystal forming and size control of aluminum plates, strips and foil blanks in the casting and rolling production line.
The soft ears are made of high-aluminum fiber cardboard paste and composite molding, and the hard ears are vacuum-filtered with high-purity fibers. Both are baked in a kiln and processed by precision equipment.
The soft and hard ears are assembled with the nozzle plate. Mainly used to adjust internal resistance and control aluminum alloy forming size. Uniform edges without burrs can effectively protect castings during rolling production. The internal structure of the rolled coil is stable.

Caster Tips and Nozzles Installation Process
A. Fix the pouring nozzle on the steel structure nozzle clamp, and then fix the nozzle clamp on the nozzle platform. The entrance and exit of the nozzle platform and the adjustment of the up and down positions can be carried out at the same time or separately.
B. When the vertical plate swings the roll gap, first adjust the horizontal adjustment screw jack of the pouring port platform to the maximum stroke, and then the oil cylinder drives the pouring port platform to move toward the roll gap at a faster speed. When the front end of the pouring port is away from the center line of the roll At 120mm, the baffle plate of the pouring port platform presses on the top plate of the screw elevator, and then the servo motor drives the pouring port platform to slowly approach the roller to adjust the pouring nozzle to the target position.
C. When the casting-rolling mill stops to change rolls, the oil cylinder drives the casting nozzle platform back to the rear limit, and the detection signal of the rear limit switch is used as the roll change condition.
Related posts:
 Aluminum Silicate Castertips
Aluminum Silicate Castertips
 Continuous Casting Tips and Nozzle
Continuous Casting Tips and Nozzle
 Distribution Caster Tips
Distribution Caster Tips
 Aluminum Melt Caster Tips
Aluminum Melt Caster Tips
 Aluminum Silicate Caster Tip
Aluminum Silicate Caster Tip
 Ceramic Caster Tips
Ceramic Caster Tips
 How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
 Aluminum Silicate Caster Tips
Aluminum Silicate Caster Tips
 Caster Tips
Caster Tips
 Casting Nozzles for Continuous Caster
Casting Nozzles for Continuous Caster
 Caster Nozzle
Caster Nozzle
 Foundry Feed Tip
Foundry Feed Tip
 Aluminum Casting Tips
Aluminum Casting Tips
 Feeding Caster Tip
Feeding Caster Tip
 Casting Tips and Nozzles
Casting Tips and Nozzles





