
Kalıbın en uygun doldurma hızını elde etmek için, her bir döküm işlemi için doğru filtre boyutunu hesaplamak önemlidir. Döküm filtresi, erimiş metal akışını engellememesi, tıkamaması veya döküm işlemi tamamlanana kadar kalıntı yabancı maddelerle tıkanmaması için yeterince büyük olmalıdır. Filtrelenmemiş orijinal akışa mümkün olduğunca yakın bir sonuç elde etmek için, döküm filtresinin alanı, döküm sisteminin bağlantı parçasının alanından birkaç kat daha büyük olmalıdır. Aşağıdaki döküm parametreleri dikkatle değerlendirilmelidir.
Akış katsayıları – döküm filtresinin gözenek boyutu (10, 15, 25) ve döküm sisteminin bağlantı parçasının alanı.
Tıkanma faktörleri – döküm filtresinin gözenek boyutu (10, 15, 25) ve eriyik kalitesi; buna şunlar dahildir: eriyik, alaşımın kimyasal bileşimi, eriyik işleme ve filtrelenecek metal miktarı.
Yeterli akış hızına ulaşmak için, filtrenin ön yüz alanı, kalıp sistemindeki bağlantı parçasının toplam alanının birkaç katını aşacak şekilde boyutlandırılmalıdır. Filtre/bağlantı parçası alan oranı arttıkça, kalıbın dolum hızı üstel olarak artar. Filtre alanı/bağlantı parçası alanı oranı dörtten az olduğunda, filtre, filtrelenmemiş döküme kıyasla döküm süresini önemli ölçüde uzatır.
Filtre alanı ile bağlantı parçası alanı arasındaki oran sekizden yüksek olduğunda, doldurma süresi filtreden neredeyse hiç etkilenmez. Bu oran dört ile sekiz arasında ise, doldurma süresinde hafif bir artış gözlemlenebilir.
Genellikle filtre alanının bağlantı parçası alanına oranının en az dört olması tavsiye edilir; ancak ince dökümler için bu oran daha yüksek olmalıdır. Daha küçük gözenekler (No. 15 ve 25), filtredeki akış kısıtlamasını biraz artırır ve filtre alanının biraz daha genişletilmesini gerektirebilir. Bağlantı parçası alanının, istenen filtre alanı/bağlantı parçası alanı oranıyla çarpılması, gerekli filtre boyutunu verir.
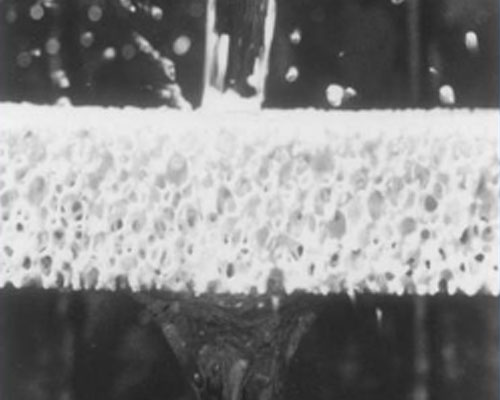
Hesaplamada etkili bir filtrenin kullanılması önemlidir. Filtrenin etkili alanı, kalıp içindeki izle kaplanmayan giriş alanı olarak tanımlanır. Tıkanma faktörleri, kılavuz olarak kullanılmalıdır. Güvenilir metal işleme yöntemleri uygulayan birçok döküm tesisi, tabloda belirtilenden çok daha fazla alüminyumu inç kare başına geçirebilmektedir.
İlgili yazılar:
 Döküm köpük seramik filtre
Döküm köpük seramik filtre
 Döküm için seramik köpük filtre
Döküm için seramik köpük filtre
 Seramik köpük filtre
Seramik köpük filtre
 Hakas Alüminyum Köpük Seramik Filtre
Hakas Alüminyum Köpük Seramik Filtre
 Kandalakşa Alüminyum Seramik Köpük Filtre
Kandalakşa Alüminyum Seramik Köpük Filtre
 Alüminyum fabrika filtresi
Alüminyum fabrika filtresi
 Volgograd Alüminyum Köpük Seramik Filtre
Volgograd Alüminyum Köpük Seramik Filtre
 Döküm için köpük seramik filtre
Döküm için köpük seramik filtre
 Bratsk Alüminyum Köpük Seramik Filtre
Bratsk Alüminyum Köpük Seramik Filtre
 köpük seramik filtre
köpük seramik filtre
 Alüminyum köpükten yapılmış seramik filtre
Alüminyum köpükten yapılmış seramik filtre
 Alüminum oksitten yapılmış köpük seramik filtre
Alüminum oksitten yapılmış köpük seramik filtre
 Boguchansky Alüminyum’un köpük seramik filtresi
Boguchansky Alüminyum’un köpük seramik filtresi
 Köpük seramik filtrenin takılması
Köpük seramik filtrenin takılması
 döküm seramik filtreleri
döküm seramik filtreleri





