
Alüminyum döküm kusurları nadiren tek bir hatadan kaynaklanır. Çoğu durumda kusurlar, eritme, erimiş metal işleme, aktarım, filtreleme ve katılaşma aşamalarında birbiriyle etkileşime giren çok sayıda değişkenin sonucudur. Gözeneklilik, kalıntılar, sızıntı, çatlaklar ve yüzey çizgileri gibi belirtiler döküm veya sonraki işlemler sırasında ortaya çıksa da, sorunun asıl kaynağı genellikle sürecin çok daha erken aşamalarında yatmaktadır. Kusurları doğru bir şekilde teşhis etmeyi anlamak, hurda miktarını azaltmak, ürün kalitesini artırmak ve istikrarlı bir üretim sağlamak için hayati önem taşır.
Hızlı Başvuru: Yaygın Alüminyum Döküm Kusurları
| Kusur | Tipik Ciddiyet Düzeyi | En Yaygın Temel Neden |
|---|---|---|
| Oksit Kapsulamaları | Çok Yüksek | Türbülans ve Yetersiz Filtreleme |
| Gaz Gözenekliliği | Çok Yüksek | Fazla Hidrojen |
| Siyah Çizgiler | Yüksek | Oksit Filmler ve Kapanımlar |
| Kütük Sızıntısı | Yüksek | Sızdırmazlık Arızası |
| Sıcak Gözyaşları | Yüksek | Katılaşma Gerilimi |
| Büzülme Gözenekliliği | Yüksek | Beslenme Sorunları |
| Soğuk Kapamalar | Orta | Düşük Metal Sıcaklığı |
| Cüruf Sıkışması | Orta | Yetersiz Erimiş Malzeme Temizliği |
| Yüzey Kabarcıkları | Orta | Hidrojen ve Oksitler |
| Refrakter Kirlenmesi | Orta | Malzeme Aşınması |
Oksit Kapsulamaları
1. Oksit Kapsulamaları
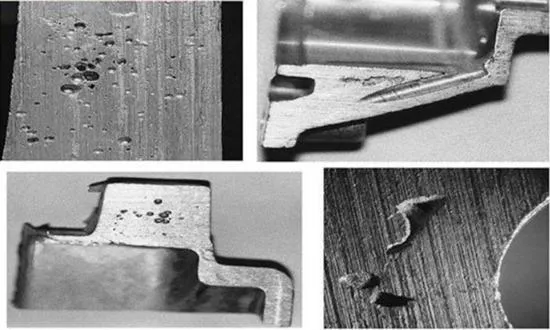
Oksit Kapsama Kusurları Nasıl Görünür?
Oksit kalıntıları şu şekillerde görülebilir:
- Ekstrüzyonlarda siyah çizgiler
- Eloksal işleminden sonra yüzeyde yırtılma
- İç kesintiler
- Yorgunluk konusunda yetersiz performans
- İşleme kusurları
Gaz gözenekliliğinden farklı olarak, oksit kalıntıları metalin içinde hapsolmuş katı kirleticilerdir.
Aktarım sırasında genellikle eriyik içine katlandıkları için, dökümden önce bunların tespit edilmesi son derece zor olabilir.
Alüminyumda Oksit Kapsüllemelerine Neden Olan Nedir?
En yaygın neden türbülanstır.
Erimiş alüminyum havayla temas ettiğinde, yüzeyinde anında ince bir oksit tabakası oluşur.
Metal çalkantılı bir hale geldiğinde, bu oksit tabakası eriyik içine katlanır ve metalurjistler tarafından genellikle “çift oksit tabakası” ya da bifilm kusuru olarak adlandırılan durumu oluşturur.
Oksit Filmlerinin Yaygın Kaynakları
| Süreç Aşaması | Risk Seviyesi |
|---|---|
| Fırına malzeme yükleme | Yüksek |
| Metal transferi | Yüksek |
| Geçişlerin temizlenmesi | Yüksek |
| Yanlış kaydırma | Orta |
| Kalıp dolumu | Orta |
Oksit Kapsulamaları Nasıl Teşhis Edilebilir?
Yaygın göstergeler arasında şunlar yer alır:
- Ekstrüzyonlarda siyah çizgiler
- Tutarsız ultrasonik test sonuçları
- Metallografik analizde inklüzyon kümeleri
- Aşırı filtreleme kalıntısı
Alaşımın kimyasal bileşimi sabit olmasına rağmen oksit kaynaklı kusurlar artarsa, sorun genellikle alaşımın kendisinden ziyade eriyik işleme sürecinde yatmaktadır.
Oksit Kapsulamaları Nasıl Azaltılabilir?
En etkili strateji, oksit oluşumunu gidermeye çalışmadan önce bunu önlemektir.
Önerilen eylemler:
- Erimiş metal türbülansını en aza indirin.
- Mümkün olduğunca kapalı aktarım sistemlerini kullanın.
- Kanal akış koşullarını sabit tutun.
- Dökümden önce kalıntıların temizlenmesini iyileştirin.
Birçok alüminyum üreticisi, erimiş alüminyumun süzülmesi için seramik köpük filtreler döküm öncesindeki son arıtma aşaması olarak. Bu filtreler, askıda kalan oksit tabakalarının ve diğer metalik olmayan kalıntıların kalıba ulaşmadan önce giderilmesine yardımcı olur.
Son derece düşük fosfor kirliliği gerektiren uygulamalar için, fosfor içermeyen seramik köpük filtreler genellikle tercih edilir.
Bize Ulaşın
2. Gaz Gözenekliliği
Hidrojen Gözenekliliği Nasıl Görünür?
Hidrojen gözenekliliği, alüminyum dökümlerde en sık rastlanan kusurlardan biridir.
Tipik belirtiler şunlardır:
- Yuvarlak iç gözenekler
- Yoğunluk hataları
- Isıl işlem sonrası oluşan kabarcıklar
- Azalmış mekanik özellikler
- Yetersiz basınç sızdırmazlığı
Oksit kalıntılarının aksine, hidrojen gözenekleri genellikle küreseldir; çünkü bunlar, katılaşma sırasında hapsolmuş gazdan oluşur.

Alüminyum Dökümlerde Gaz Gözenekliliği
Hidrojen Neden Gözenekliliğe Neden Olur?
Hidrojen, erimiş alüminyumda önemli ölçüde çözünürlüğe sahip tek gazdır.
Metal soğudukça ve katılaştıkça, hidrojenin çözünürlüğü önemli ölçüde azalır.
Fazla çözünmüş hidrojen dışarı çıkmalıdır.
Yeterince hızlı bir şekilde dışarı çıkamazsa, dökümün içinde gözenekler oluşur.
Hidrojen Alımının Başlıca Kaynakları
| Kaynak | Göreceli Etki |
|---|---|
| Islak hurda | Çok Yüksek |
| Nemli aletler | Yüksek |
| Nemli ortam | Yüksek |
| Islak akı maddeleri | Orta |
| Kötü depolama koşulları | Orta |
Hidrojen Kusurları Nasıl Teşhis Edilebilir?
En güvenilir yöntemler şunlardır:
- Düşük basınçlı test (RPT)
- Yoğunluk indeksi testi
- Hidrojen analizörleri
- Metallografik inceleme
Sıkça yapılan bir hata, tüm gözenekliliğin hidrojenle ilgili olduğunu varsaymaktır.
Büzülme gözenekliliği ve gaz gözenekliliği genellikle birbirine benzer görünse de, tamamen farklı düzeltici önlemler gerektirir.
En Etkili Çözüm Nedir?
Dökümden önce hidrojenin giderilmesi gerekir.
Sadece filtrelemeyi artırmak, hidrojen sorununu çözmeye yetmez.
Etkili düzeltici önlemler arasında şunlar yer almaktadır:
- Fırın işletim uygulamalarının iyileştirilmesi
- Nem kaynaklarının ortadan kaldırılması
- Metale maruz kalma süresinin kısaltılması
- Gaz giderme verimliliğinin artırılması
Modern kütük dökümhaneleri ve dökümhaneler genellikle şunları kullanır: çevrimiçi döner gaz giderme ekipmanı çözünmüş hidrojeni azaltmak ve aynı zamanda askıda kalan kalıntıların giderilmesine yardımcı olmak amacıyla.
Etkili filtreleme ve kontrollü metal aktarımı ile birleştirildiğinde, gaz giderme işlemi döküm kalitesini önemli ölçüde artırır ve reddedilme oranlarını düşürür.
Bize Ulaşın
3. Alüminyum Ekstrüzyonlarda Görülen Siyah Çizgiler
Siyah Çizgiler Neyi Gösterir?
Alüminyum ekstrüzyonlar üzerindeki siyah çizgiler veya izler, genellikle iç kirlilik sorunlarının yüzeyde ortaya çıkan belirtileridir. Bu kusurlar, genellikle eloksal veya yüzey işleme işlemlerinden sonra görünür hale gelir; bu aşamalarda, hapsolmuş kalıntılar veya oksit tabakaları, çevrelerindeki metale göre farklı tepki gösterir.
Yaygın belirtiler şunlardır:
- Ekstrüzyon yönü boyunca uzanan uzun koyu çizgiler
- Aralıklı yüzey rengi değişimi
- Anotlama işleminden sonra ortaya çıkan kusurlar
- Yüzey pürüzlülüğünün yerelleştirilmesi

Alüminyum Ekstrüzyonlarda Görülen Siyah Çizgiler
Siyah Çizgilerin Nedeni Nedir?
Başlıca temel nedenler şunlardır:
- Döküm sırasında oksit tabakasının hapsolması
- Erimiş alüminyumda katı madde bulaşması
- Aktarım sırasında metal akışında meydana gelen türbülans
- Erimişe giren refrakter aşınma parçacıkları
Bunlar arasında, oksit tabakasının sürüklenmesi en sık görülen nedendir.
Kaynağı Nasıl Tespit Edilir?
Teşhis için genellikle kusurun üretim sürecinde geriye doğru izlenmesi gerekir:
- Filtre kalıntılarında oksit kümeleri olup olmadığını kontrol edin
- Yıkama yüzeylerini türbülans noktaları açısından inceleyin
- Erime aktarım hızını ve akış kararlılığını gözden geçirin
- Döküm filtresinin performansını analiz etmek
Siyah Çizgi Kusurları Nasıl Giderilir?
En etkili çözümler arasında şunlar yer almaktadır:
- Erimiş alüminyum akışının dengelenmesi
- Yıkama sistemlerinde türbülansın azaltılması
- Döküm öncesinde eriyik temizliğinin iyileştirilmesi
Endüstriyel uygulamalarda, birçok tesis şunları kullanmaktadır: erimiş alüminyumun süzülmesi için seramik köpük filtreler oksit filmlerini ve askıda kalan kalıntıları, döküm kalıbına girmeden önce yakalamak amacıyla.
Yüzey kalitesine ilişkin katı gereklilikler içeren üst düzey ekstrüzyon profilleri için, fosfor içermeyen seramik köpük filtreler temizliğin tutarlılığını daha da artırmak amacıyla sıklıkla tercih edilirler.
4. DC Döküm Sırasında Kütük Sızıntısı
"Billet Sızıntısı" Ne Anlama Gelir?
Kütük sızıntısı, kararlı bir katı kabuk oluşmadan önce erimiş alüminyumun döküm bölgesinden dışarı sızmasını ifade eder. Bu kusur, üretim durmasına ve ekipman hasarına yol açabileceğinden, DC dökümünde en kritik arızalardan biri olarak kabul edilir.
Kütük Sızıntısının Başlıca Nedenleri Nelerdir?
Sızıntı genellikle birbiriyle etkileşim halindeki birçok faktörden kaynaklanır:
- Aşınmış tekerlek uçları
- Sıcak üst kapak sızdırmazlık arızası
- Dengesiz metal seviyesi
- Aşırı döküm hızı
- Akış dağılımının yetersiz olması
Sızıntı Kaynağı Nasıl Tespit Edilir?
Temel tanı adımları şunlardır:
- Tekerlek ucundaki sızdırmazlık yüzeyindeki aşınmayı kontrol edin
- Sıcak üst bileşenlerin bütünlüğünü kontrol edin
- Metal seviyesindeki dalgalanmaları izlemek
- Yıkama akışının kararlılığını değerlendirin
Sızıntı Nasıl Önlenir?
Etkili bir önleme için sistem düzeyinde kontrol gereklidir:
- Erimiş alüminyum akışını sabit tutun
- Aşınmış döküm parçalarını düzenli olarak değiştirin
- Döküm hızını proses sınırları içinde tutmak
Birçok bitki şunlara bağımlıdır: seramik elyaf döküm uçları yüksek termal yük koşulları altında boyutsal kararlılığı korumak için.
Akış kararlılığı, aşağıdakilerin kullanılmasıyla daha da artırılır: aşınmaya dayanıklı döküm kanalları sistemleri, bunlar metalin kalıba girmeden önce türbülansı azaltır.
5. Sıcak Gözyaşları (Katılaşma Çatlakları)
“Sıcak Gözyaşları” Nedir?
Sıcak çatlaklar, kısmen katılaşmış yapının termal büzülme gerilimine dayanamadığı katılaşma sürecinin son aşamasında oluşan çatlaklardır.
Bunlar, geniş donma aralığına sahip alaşımlarda en sık görülür.
Neden Gözlerden Sıcak Gözyaşları Akar?
Başlıca nedenler şunlardır:
- Düzensiz soğuma hızları
- Kötü kalıp tasarımı
- Aşırı mekanik kısıtlama
- Alaşım bileşiminin duyarlılığı
Teşhis Göstergeleri
- Tanelerarası çatlaklar
- Düzensiz kırılma yolları
- Sıcak noktalara yakın bölgelerde görülen çatlaklar
Önleme Stratejileri
- Kalıp soğutma homojenliğini optimize etmek
- Katılaşma yönünün kontrolünü iyileştirme
- Mümkün olduğunda alaşım bileşimini ayarlayın
6. Büzülme Gözenekliliği
Büzülme gözenekliliği, katılaşma sırasında büzülen bölgelere yetersiz miktarda sıvı metal beslenmesi durumunda ortaya çıkar.
Temel Nedenler
- Yetersiz besleme tasarımı
- Yetersiz yükseltici performansı
- Termal yoğunlaşma bölgeleri
Teşhis
- İşleme sonrasında tespit edilen iç boşluklar
- Düzensiz boşluk şekilleri
Çözümler
- Yönlü katılaşmayı iyileştirme
- Döküm geometrisini optimize et
7. Soğuk Kapama
Soğuk birleşme, iki metal cephesi birbiriyle temas ettiğinde ancak kaynaşamadığında meydana gelir.
Nedenleri
- Düşük döküm sıcaklığı
- Doldurma hızı düşük
- Oksitlenmiş metal ön yüzler
Çözümler
- Metal sıcaklığını artırın
- Kalıp dolum koşullarını iyileştirin
8. Cüruf Sıkışması
Cüruf sıkışması, fırın kalıntılarının döküm sistemine girmesiyle ortaya çıkar.
Temel Nedenler
- Yetersiz süzme
- Türbülanslı aktarım
- Fırın kirliliği
Çözüm
- Ergitme temizliğini artırın
- Uygun filtreleme sistemleri kullanın
9. Yüzey Kabarcıkları
Isıl işlem sırasında hapsolmuş hidrojenin genleşmesiyle kabarcıklar oluşur.
Nedenleri
- Yüksek hidrojen içeriği
- Yetersiz gaz giderme
- Nem kirliliği
Çözüm
Modern dökümhaneler şunlara dayanmaktadır: çevrimiçi döner gaz giderme ekipmanı dökümden önce hidrojen seviyelerini düşürmek amacıyla.
10. Refrakter Kirlenmesi
Erimiş alüminyuma giren refrakter parçacıklar, sonraki aşamalarda çeşitli kusurlara yol açabilir.
Nedenleri
- Fırın astarının aşınması
- Çamaşır giysileri
- Mekanik hasar
Önleme
- Düzenli bakım
- Koruyucu kaplamaların kullanımı
Birçok sistemde, döküm parçaları için bor nitrür kaplama Alüminyumun yapışmasını ve refrakter aşınmasını azaltmak amacıyla uygulanır.
Nihai Teknik Özet
Alüminyum döküm kusurları münferit olaylar değildir. Bunlar, aşağıdaki alanlarda istikrarsızlığın sistem düzeyinde göstergeleridir:
- Erime kalitesi
- Akış kontrolü
- Filtreleme verimliliği
- Katılaşma koşulları
En verimli alüminyum tesisleri, kusurları tek tek ele almaz. Bunun yerine, filtreleme, gaz giderme, akış kontrolü ve refrakter koruma gibi entegre çözümler kullanarak erimiş alüminyum sisteminin tamamını dengelerler.
Bu sistemler uygun şekilde optimize edildiğinde, kusur oranları önemli ölçüde azalır ve döküm kalitesi öngörülebilir hale gelir.
Tekrarlayan döküm kusurları veya istikrarsız üretim kalitesi sorunları yaşıyorsanız, teknik destek için bizimle iletişime geçmekten çekinmeyin. Sürecinizi değerlendirmenize yardımcı olabilir ve döküm koşullarınıza özel olarak tasarlanmış gelişmiş filtreleme sistemleri, gaz giderme ekipmanları, akış kontrol bileşenleri ve refrakter koruma malzemeleri dahil olmak üzere uygun çözümler önerebiliriz.
Sık Sorulan Sorular
1. Tüm alüminyum kusurları, yetersiz döküm koşullarından mı kaynaklanmaktadır?
Hayır. Birçok kusur, eritme ve metal aktarımı aşamalarında, yani daha önceki aşamalarda ortaya çıkar.
2. Sadece filtreleme, döküm kusurlarını giderebilir mi?
Hayır. Filtreleme işlemi, gaz giderme ve akış kontrolü ile birleştirilmelidir.
3. En sık görülen döküm kusuru nedir?
En sık görülenler oksit kalıntıları ve gaz gözenekliliğidir.
4. Hangi kusur en yüksek hurda oranına neden olmaktadır?
Genellikle, kalıntı ve hidrojen kaynaklı kusurlar en fazla reddedilme nedenidir.
5. Alüminyum dökümlerde oksit kalıntıları nasıl tespit edilebilir?
Oksit kalıntıları genellikle metalin içinde düzensiz, film benzeri kusurlar şeklinde görülür. Bunlar tipik olarak kırık incelemesi, metalografi veya X-ışını testi yoluyla tespit edilir ve genellikle türbülanslı metal akışı veya yetersiz aktarım uygulamalarıyla ilişkilendirilir.
6. Alüminyum dökümlerde gaz gözenekliliğinin başlıca nedenleri nelerdir?
Gaz gözenekliliği, esas olarak erimiş alüminyumdaki hidrojen emiliminden kaynaklanır. Yaygın nedenler arasında nemli hammadde, yetersiz gaz giderme ve metal transferi ile döküm sırasında aşırı türbülans sayılabilir.
7. Cüruf sıkışması ile oksit kalıntıları arasındaki fark nedir?
Cüruf sıkışması, akıdan veya fırın kirliliklerinden kaynaklanan metalik olmayan kalıntılarla ilişkiliyken, oksit kalıntıları ise alüminyumun oksijenle reaksiyona girmesiyle oluşur. Her ikisi de kaliteyi düşürür, ancak farklı kirlilik kaynaklarından kaynaklanır.
8. Alüminyum dökümde sıcak gözyaşlarının oluşması tamamen önlenebilir mi?
Sıcak gözyaşları her zaman tamamen ortadan kaldırılamaz, ancak alaşım bileşiminin optimize edilmesi, soğuma hızlarının kontrol edilmesi ve termal gerilim yoğunlaşmasını azaltmak amacıyla kalıp tasarımının iyileştirilmesi yoluyla önemli ölçüde azaltılabilir.
9. Alüminyum kütüklerde neden siyah çizgiler ortaya çıkıyor?
Siyah çizgiler genellikle oksit tabakaları, ayrışma şeritleri veya metal akışı sırasında meydana gelen kirlilikten kaynaklanır. Bu çizgiler çoğu zaman dengesiz döküm koşullarına veya yetersiz filtreleme verimliliğine işaret eder.
10. Döküm işlemi sırasında kütük sızıntısına ne sebep olur?
Kütük sızıntısı genellikle kalıp hasarı, yetersiz sızdırmazlık, dengesiz metal basıncı veya dökümün başlangıcında meydana gelen termal çatlamadan kaynaklanır. Bu durum, genellikle katılaşma sürecinin erken aşamasındaki proses kontrol sorunlarıyla ilgilidir.
İlgili yazılar:
 Döküm Sırasında Alüminyum Kütük Sızıntısı: Nedenleri, Önleme Yöntemleri ve Çözümler
Erimiş Alüminyum Akış Kontrolü: Türbülans Neden Döküm Kusurlarına Neden Olur?
Döküm Sırasında Alüminyum Kütük Sızıntısı: Nedenleri, Önleme Yöntemleri ve Çözümler
Erimiş Alüminyum Akış Kontrolü: Türbülans Neden Döküm Kusurlarına Neden Olur?
 Alüminyum Dökümlerdeki Gözenek Kusurları
Alüminyum Dökümlerdeki Gözenek Kusurları
 Sürekli Dökümde Hava Kanalı Kusurları
Sürekli Dökümde Hava Kanalı Kusurları
 Alüminyum Alaşımlı Döküm Kusurları
Alüminyum Alaşımlı Döküm Kusurları
 Metallerdeki Kusurlar
Metallerdeki Kusurlar
 Erimiş Alüminyum Döküm Akışkanları
Erimiş Alüminyum Döküm Akışkanları
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
 Büzülme Kusurları
Büzülme Kusurları
 Alüminyum Külçe Döküm Süreci
Alüminyum Külçe Döküm Süreci
 Dökümlerdeki Gözeneklilik
Dökümlerdeki Gözeneklilik
 Caster Kullanım Kılavuzu: Alüminyum Şerit Dökümü İçin Eksiksiz Teknik Kılavuz
Caster Kullanım Kılavuzu: Alüminyum Şerit Dökümü İçin Eksiksiz Teknik Kılavuz
 40 PPI CFF
40 PPI CFF
 Alüminyum Alaşımları Dökümü
Alüminyum Alaşımları Dökümü
 Alüminyum Dökümde Gaz Giderme Süreci
Alüminyum Dökümde Gaz Giderme Süreci





