
Aluminum casting defects rarely originate from a single failure. In most cases, defects are the result of multiple variables interacting across melting, molten metal treatment, transfer, filtration, and solidification. While symptoms such as porosity, inclusions, leakage, cracks, and surface streaks appear during casting or downstream processing, the root cause often begins much earlier in the process. Understanding how to diagnose defects accurately is essential for reducing scrap, improving product quality, and maintaining stable production.
Quick Reference: Common Aluminum Casting Defects
| Defect | Typical Severity | Most Common Root Cause |
|---|---|---|
| Oxide Inclusions | Very High | Turbulence & Poor Filtration |
| Gas Porosity | Very High | Excess Hydrogen |
| Black Lines | High | Oxide Films & Inclusions |
| Billet Leakage | High | Sealing Failure |
| Hot Tears | High | Solidification Stress |
| Shrinkage Porosity | High | Feeding Problems |
| Cold Shuts | Medium | Low Metal Temperature |
| Slag Entrapment | Medium | Poor Melt Cleaning |
| Surface Blisters | Medium | Hydrogen & Oxides |
| Refractory Contamination | Medium | Material Erosion |
Oxide Inclusions
1. Oxide Inclusions
What Do Oxide Inclusion Defects Look Like?
Oxide inclusions may appear as:
- Black streaks on extrusions
- Surface tearing after anodizing
- Internal discontinuities
- Poor fatigue performance
- Machining defects
Unlike gas porosity, oxide inclusions are solid contaminants trapped inside the metal.
Because they are often folded into the melt during transfer, they can be extremely difficult to detect before casting.
What Causes Oxide Inclusions in Aluminum?
The most common cause is turbulence.
Whenever molten aluminum is exposed to air, a thin oxide layer forms instantly on the surface.
When the metal becomes turbulent, this oxide skin folds into the melt and creates what metallurgists often call a “double oxide film” or bifilm defect.
Common Sources of Oxide Films
| Process Stage | Risk Level |
|---|---|
| Furnace charging | High |
| Metal transfer | High |
| Launder transitions | High |
| Improper skimming | Medium |
| Mold filling | Medium |
How Can Oxide Inclusions Be Diagnosed?
Common indicators include:
- Black lines on extrusions
- Inconsistent ultrasonic test results
- Inclusion clusters in metallographic analysis
- Excessive filtration residue
If oxide-related defects increase despite stable alloy chemistry, the problem usually lies in melt handling rather than the alloy itself.
How Can Oxide Inclusions Be Reduced?
The most effective strategy is preventing oxide formation before attempting to remove it.
Recommended actions:
- Minimize molten metal turbulence.
- Use covered transfer systems whenever possible.
- Maintain stable launder flow conditions.
- Improve inclusion removal before casting.
Many aluminum producers install ceramic foam filters for molten aluminum filtration as the final purification stage before casting. These filters help remove suspended oxide films and other non-metallic inclusions before they reach the mold.
For applications requiring extremely low phosphorus contamination, phosphorus-free ceramic foam filters are often preferred.
Contact Us
2. Gas Porosity
What Does Hydrogen Porosity Look Like?
Hydrogen porosity is one of the most frequently encountered aluminum casting defects.
Typical symptoms include:
- Round internal pores
- Density failures
- Blisters after heat treatment
- Reduced mechanical properties
- Poor pressure tightness
Unlike oxide inclusions, hydrogen pores are usually spherical because they form from gas trapped during solidification.

Gas Porosity In aluminum casting
Why Does Hydrogen Cause Porosity?
Hydrogen is the only gas with significant solubility in molten aluminum.
As the metal cools and solidifies, hydrogen solubility drops dramatically.
Excess dissolved hydrogen must escape.
If it cannot escape fast enough, pores form inside the casting.
Major Sources of Hydrogen Pickup
| Source | Relative Impact |
|---|---|
| Wet scrap | Very High |
| Moist tools | High |
| Humid atmosphere | High |
| Wet fluxes | Medium |
| Poor storage conditions | Medium |
How Can Hydrogen Defects Be Diagnosed?
The most reliable methods include:
- Reduced pressure testing (RPT)
- Density index testing
- Hydrogen analyzers
- Metallographic examination
A common mistake is assuming all porosity is hydrogen-related.
Shrinkage porosity and gas porosity often look similar but require completely different corrective actions.
What Is the Most Effective Solution?
Hydrogen must be removed before casting.
Increasing filtration alone will not solve a hydrogen problem.
Effective corrective measures include:
- Improving furnace practices
- Eliminating moisture sources
- Reducing metal exposure time
- Enhancing degassing efficiency
Modern billet casters and foundries typically use online rotary degassing equipment to reduce dissolved hydrogen while simultaneously helping remove suspended inclusions.
When combined with effective filtration and controlled metal transfer, degassing significantly improves casting quality and reduces rejection rates.
Contact Us
3. Black Lines on Aluminum Extrusions
What Do Black Lines Indicate?
Black lines or streaks on aluminum extrusions are typically a surface manifestation of internal contamination issues. These defects often become visible after anodizing or surface finishing, where trapped inclusions or oxide films react differently from the surrounding metal.
Common symptoms include:
- Long dark streaks along extrusion direction
- Intermittent surface discoloration
- Defects appearing after anodizing
- Localized surface roughness

Black Lines on Aluminum Extrusions
What Causes Black Lines?
The primary root causes are:
- Oxide film entrapment during casting
- Inclusion contamination in molten aluminum
- Turbulent metal flow during transfer
- Refractory erosion particles entering melt
Among these, oxide film entrainment is the most frequent cause.
How to Diagnose the Source?
Diagnosis usually requires tracking the defect backward through the process:
- Check filtration residue for oxide clusters
- Inspect launder surfaces for turbulence points
- Review melt transfer speed and flow stability
- Analyze casting filter performance
How to Solve Black Line Defects?
The most effective solutions include:
- Stabilizing molten aluminum flow
- Reducing turbulence in launder systems
- Improving melt cleanliness before casting
In industrial practice, many plants use ceramic foam filters for molten aluminum filtration to capture oxide films and suspended inclusions before they enter the casting mold.
For high-end extrusion profiles requiring strict surface quality, phosphorus-free ceramic foam filters are often selected to further improve cleanliness consistency.
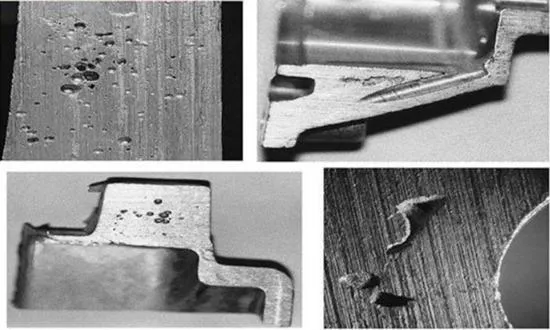
4. Billet Leakage During DC Casting
What Does Billet Leakage Mean?
Billet leakage refers to molten aluminum escaping from the casting zone before a stable solid shell has formed. This defect is considered one of the most critical failures in DC casting because it can lead to production shutdown and equipment damage.
What Are the Main Causes of Billet Leakage?
Leakage is usually caused by multiple interacting factors:
- Worn caster tips
- Hot-top sealing failure
- Unstable metal level
- Excessive casting speed
- Poor flow distribution
How to Diagnose Leakage Source?
Key diagnostic steps include:
- Inspect caster tip sealing surface wear
- Check hot-top component integrity
- Monitor metal level fluctuations
- Evaluate launder flow stability
How to Prevent Leakage?
Effective prevention requires system-level control:
- Maintain stable molten aluminum flow
- Replace worn casting components regularly
- Control casting speed within process limits
Many plants rely on ceramic fiber caster tips to maintain dimensional stability under high thermal load conditions.
Flow stability is further improved by using refractory casting launder systems, which reduce turbulence before metal enters the mold.
5. Hot Tears (Solidification Cracks)
What Are Hot Tears?
Hot tears are cracks that form during the final stage of solidification when the partially solidified structure cannot withstand thermal contraction stress.
They are most common in alloys with wide freezing ranges.
Why Do Hot Tears Occur?
Main causes include:
- Uneven cooling rates
- Poor mold design
- Excessive mechanical restraint
- Alloy composition sensitivity
Diagnosis Indicators
- Intergranular cracks
- Irregular fracture paths
- Localized cracking near hot spots
Prevention Strategies
- Optimize mold cooling uniformity
- Improve solidification direction control
- Adjust alloy composition when possible
6. Shrinkage Porosity
Shrinkage porosity occurs when insufficient liquid metal feeds the contracting regions during solidification.
Root Causes
- Poor feeding design
- Inadequate riser performance
- Thermal concentration zones
Diagnosis
- Internal voids detected after machining
- Irregular cavity shapes
Solutions
- Improve directional solidification
- Optimize casting geometry
7. Cold Shuts
Cold shuts occur when two metal fronts meet but fail to fuse.
Causes
- Low pouring temperature
- Slow filling speed
- Oxidized metal fronts
Solutions
- Increase metal temperature
- Improve mold filling conditions
8. Slag Entrapment
Slag entrapment results from furnace residue entering the casting system.
Root Causes
- Poor skimming
- Turbulent transfer
- Furnace contamination
Solution
- Improve melt cleanliness
- Use proper filtration systems
9. Surface Blisters
Blisters appear during heat treatment when trapped hydrogen expands.
Causes
- High hydrogen content
- Poor degassing
- Moisture contamination
Solution
Modern casthouses rely on online rotary degassing equipment to reduce hydrogen levels before casting.
10. Refractory Contamination
Refractory particles entering molten aluminum can cause multiple downstream defects.
Causes
- Erosion of furnace lining
- Launder wear
- Mechanical damage
Prevention
- Regular maintenance
- Use of protective coatings
In many systems, boron nitride coating for casting components is applied to reduce aluminum adhesion and refractory wear.
Final Technical Summary
Aluminum casting defects are not isolated events. They are system-level indicators of instability in:
- Melt quality
- Flow control
- Filtration efficiency
- Solidification conditions
The most effective aluminum plants do not treat defects individually. Instead, they stabilize the entire molten aluminum system using integrated solutions including filtration, degassing, flow control, and refractory protection.
When these systems are properly optimized, defect rates decrease significantly, and casting consistency becomes predictable.
If you are experiencing recurring casting defects or unstable production quality, feel free to contact us for technical support. We can help you evaluate your process and recommend suitable solutions, including advanced filtration systems, degassing equipment, flow control components, and refractory protection materials tailored to your casting conditions.
FAQ
1. Are all aluminum defects caused by poor casting conditions?
No. Many defects originate upstream during melting and metal transfer.
2. Can filtration alone solve casting defects?
No. Filtration must be combined with degassing and flow control.
3. What is the most common casting defect?
Oxide inclusions and gas porosity are the most frequent.
4. Which defect causes the highest scrap rate?
Inclusion-related and hydrogen-related defects typically cause the most rejection.
5. How can oxide inclusions be identified in aluminum castings?
Oxide inclusions often appear as irregular, film-like defects inside the metal. They are typically detected through fracture inspection, metallography, or X-ray testing, and are usually linked to turbulent metal flow or poor transfer practices.
6. What are the main causes of gas porosity in aluminum casting?
Gas porosity is mainly caused by hydrogen absorption in molten aluminum. Common sources include humid charge materials, improper degassing, and excessive turbulence during metal transfer and pouring.
7. What is the difference between slag entrapment and oxide inclusions?
Slag entrapment involves non-metallic residues from flux or furnace impurities, while oxide inclusions are formed by aluminum reacting with oxygen. Both reduce quality, but originate from different contamination sources.
8. Can hot tears in aluminum casting be prevented completely?
Hot tears cannot always be fully eliminated, but they can be significantly reduced by optimizing alloy composition, controlling cooling rates, and improving mold design to reduce thermal stress concentration.
9. Why do black lines appear in aluminum billets?
Black lines are usually caused by oxide films, segregation bands, or contamination during metal flow. They often indicate unstable casting conditions or insufficient filtration efficiency.
10. What causes billet leakage during the casting process?
Billet leakage is typically caused by mold damage, poor sealing, unstable metal pressure, or thermal cracking at the start of casting. It is often related to process control issues in the early stage of solidification.





