
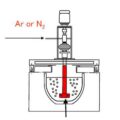
Alüminyumun azotla gazdan arındırılmasının amacı, erimiş alüminyumun içine azot üfleyerek hidrojeni gidermektir. Azot, döner gaz gidericinin grafit nozülünden püskürtülür ve erimiş alüminyumun içinde yüzer. Ayrıca, alüminyum gaz giderme ünitesi ile azotla gazdan arındırma işlemi, safsızlıkları yüzeye çıkarmak için de oldukça etkili bir yöntem olarak kabul edilmektedir.
Gaz giderme ilkesini açıklamak için iki temel teorik model öne sürülmüştür. Makro model, her bir kirliliğin giderilme sürecinin temelde benzer olduğunu varsayar. Mikroskobik modda ise, teoriye göre, çözünmüş hidrojen, hidrojenin daha yüksek buhar basıncı nedeniyle erimiş alüminyuma enjekte edilen gaza yayılır.
Teorik olarak, çapı 10 mikron olan kalıntılar kabarcıklarla temas eder, kabarcıklar üzerinde adsorbe olur ve sıvının yüzeyine yükselir.
Grafit nozülden yeni püskürtülen azot kabarcıklarındaki hidrojen kısmi basıncı sıfırdır. Azot yüzerken, hidrojen basınç farkının itici gücüyle hidrojen, hidrojen kısmi basıncı dengelenene kadar alüminyum sıvısından azot kabarcıklarına yayılır. Alüminyum sıvısındaki hidrojen kısmi basıncı dengeye ulaştığında azot kabarcığı içindeki basınç da dengeye gelir; bu durumda azot fazı durur ve ardından azot yüzeye yükselerek uzaklaştırılır, böylece gaz giderimi gerçekleşir.

Adtech Çevrimiçi Alüminyum Gaz Giderme Ünitesinin Kullanım Alanları
- Şunun ardından gaz giderme kutusu Isıtma tamamlandığında, ısıtma ünitesini kapatın. Isıtıcının sıcaklığı erimiş alüminyumun sıcaklığına yaklaştığında, rotora inert gaz verilir ve erimiş alüminyum kutuya boşaltılır.
- Giriş/çıkış ile lavabo arasındaki sızdırmazlığı kontrol edin.
- Alt termal koruma tahliye borusunda bulunan koniyi kontrol edin.
- Erimiş alüminyumun sıcaklığını kontrol edin (en az 720 °C). Kutuya giren erimiş alüminyumun yüksekliğini gözlemleyebilmek için, erimiş alüminyumun yüksekliği ile yıkama tankının tabanı arasındaki mesafeyi 3 cm olarak koruyun.
- Operatör, kapağı kapatırken koruyucu giysi giymelidir. Erimiş alüminyum kutuya aktığında, yüzeydeki cüruf cüruf tahliye deliğinden sıyırılarak çıkarılabilir.
- Sıcaklık 780 °C’ye ulaştığında üretim başlar. Isıyı korumak için cüruf çıkışını kapatın.
- Erimiş alüminyum, bekletme süresi boyunca kutu içinde belirli bir sıcaklıkta tutulabilir; bu sırada erimiş alüminyumla elle temas etmeye gerek kalmaz.
- Alüminyum eriyiğinin hava çıkışını tıkamasını önlemek için rotora inert gaz verilir.
- Erimiş alüminyum tankın içine tamamen aktıktan sonra, ısıtıcıyı derhal çalıştırın ve ısı koruma parametrelerini ayarlayın.
- Isıtma sistemini çalıştırın, erimiş alüminyumun sıcaklığını kontrol edin, gaz akışını izleyin ve rotorun hızını bekletme aşamasından işleme aşamasına geçirin. Aynı zamanda, rotora giren inert gaz akışı artar ve gaz akışı koruma aşamasından işleme aşamasına geçer.
- Operatör, gaz giderme işleminde istikrarlı çalışma koşullarını sağlamak amacıyla erimiş alüminyumun ısıtma sıcaklığını ayarlar.
İlgili yazılar:
 Azotla Alüminyumun Gazdan Arındırılması
Azotla Alüminyumun Gazdan Arındırılması
 Sabit Gaz Giderme Ünitesi
Sabit Gaz Giderme Ünitesi
 Alüminyumdan Gazın Giderilmesi
Alüminyumdan Gazın Giderilmesi
 Alüminyum Gaz Giderme İşlemi
Alüminyum Gaz Giderme İşlemi
 Basınç Farkıyla Gaz Giderme
Basınç Farkıyla Gaz Giderme
 Degasser Çalışmaları
Degasser Çalışmaları
 Erimiş Metal Gaz Giderme Ünitesi
Erimiş Metal Gaz Giderme Ünitesi
 Azot Gazının Giderilmesi
Azot Gazının Giderilmesi
 Alüminyumdan Azotun Giderilmesi
Alüminyumdan Azotun Giderilmesi
 Çevrimiçi Alüminyum Gaz Giderme Ünitesi
Çevrimiçi Alüminyum Gaz Giderme Ünitesi
 Erimiş Alüminyum Gaz Giderme Ünitesi
Erimiş Alüminyum Gaz Giderme Ünitesi
 Alüminyumda Gaz Giderme Süreci
Alüminyumda Gaz Giderme Süreci
 Dökümhanede Gaz Giderme Yöntemleri
Dökümhanede Gaz Giderme Yöntemleri
 Alüminyum Gaz Giderme Ünitesi
Alüminyum Gaz Giderme Ünitesi
 Çevrimiçi Gaz Giderme Cihazı
Çevrimiçi Gaz Giderme Cihazı





