
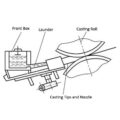
Erimiş alüminyum döküm ucunu çelik yapı sabitleme aparatına takın, vidalarla sabitleyin, ardından besleme borusunu ve ön kutuyu monte edin; dikey plaka boşaltılırken sızıntıyı önlemek için bağlantı noktalarının sıkıca birleştirildiğini kontrol edin. Montajı tamamlanmış döküm sistemini kurutma kutusuna yerleştirin, kurutun ve ön ısıtma yapın. Fırın sıcaklığı yaklaşık 200 ℃'dir; 2 saat boyunca ön kurutma yapın ve 110 ℃'lik fırında saklayın; su buharını solumaktan kaçının. Erimiş alüminyum döküm ucu grubunu ön ısıttıktan sonra ve döküm makinesine monte etmeden önce, tüm hazırlıklar yapılmalı ve ısı kaybını ve nem emilimini önlemek için nozul en yüksek hızda takılmalıdır.
Erimiş alüminyum döküm ucu, aynı zamanda Uç Boşluğu, Nozul Boşluğu, Döküm Çubuğu, Döküm Ucu, Besleme Ucu ve Döküm Nozulu olarak da adlandırılır.
Döküm ve haddeleme işlemlerine başlamadan önce, ön ısıtılmış erimiş alüminyum döküm ucunu kurutma fırınından çıkarın ve ön ısıtma sonrasında besleme nozülünün deforme olup olmadığını ve bileşenlerin sıkıca birbirine bağlanmış olup olmadığını kontrol edin. Onarılmış erimiş alüminyum döküm ucunu döküm değirmeninin platformuna yerleştirin. Nozülün platform üzerindeki konumunu ayarladıktan sonra, sıkıca sabitleyin. Döküm nozülü, hidrolik aktarım sistemi aracılığıyla iki döküm silindiri arasında aktarılır ve besleme nozülü ile silindir arasındaki göreceli konum ve boşluk dikkatlice ayarlanır. Genel olarak, iki uç kulağı ile tambur arasındaki boşluk 0,15 ila 0,30 mm, besleme nozulu ile tambur arasındaki boşluk ise 0,3 ila 0,5 mm'dir. Yerel karşılıklı temas veya çok büyük boşluklara izin verilmez. Şunu takın: seramik oluk ... ile ... arasında CFF filtre kutusu ve ön hazneyi kontrol edin; ayrıca döküm makinesinin önündeki ve arkasındaki cüruf haznesinde erimiş alüminyum ve alüminyum talaşları bulunup bulunmadığını ve çeşitli çalışma aletlerinin eksiksiz olup olmadığını kontrol edin.

Genel olarak, sac ne kadar ince olursa, döküm ve haddeleme hızı da o kadar yüksek olur. Sacın ince olmasına rağmen, saatlik üretim hacmi yine de yüksektir. Ancak, döküm hızı ne kadar yüksekse, gerekli döküm ve haddeleme proses parametreleri o kadar katı olmalıdır; özellikle ön kutunun sıcaklık dalgalanma aralığı ±2℃'yi, oluğun sıvı seviyesi dalgalanması 3 mm'yi ve ön kutunun sıvı seviyesi dalgalanması ±1 mm'yi aşmamalıdır. Döküm ve haddeleme sürecinde, sıcaklık çok yüksekse döküm hızı düşürülmeli, aksi takdirde hız artırılmalıdır. Sabit haddeleme işlemi sırasında hız yavaşça ayarlanmalıdır.
İlgili yazılar:
 Yem Döküm Nozulu
Yem Döküm Nozulu
 Tekerlek ucu
Tekerlek ucu
 Seramik Elyaflı Castertip
Seramik Elyaflı Castertip
 Alüminyum Döküm için Ön Kutu
Alüminyum Döküm için Ön Kutu
 Alüminyum Silikat Döküm İpucu
Alüminyum Silikat Döküm İpucu
 Döküm Sistemi
Döküm Sistemi
 Besleme Nozulu
Besleme Nozulu
 Yem Nozulu
Yem Nozulu
 Dökme Sistemi
Dökme Sistemi
 Ön Depo
Ön Depo
 Alüminyum Silikat Döküm Ucu
Alüminyum Silikat Döküm Ucu
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
 Ön Kutu
Ön Kutu
 Ön Kutu Sıcaklığı
Ön Kutu Sıcaklığı
 Erimiş Alüminyum Arıtma
Erimiş Alüminyum Arıtma





