
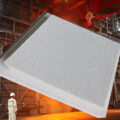
Döküm ve haddeleme nozulları yüksek sıcaklıkta tavlanır ve organik madde içermez. 800 °C’de büzülme oranı sıfırdır; bu da çeşitli çift merdivenli sürekli döküm hatlarında kullanılmasını sağlar. Tıbbi ve gıda ambalaj malzemeleri için alüminyum levha ve alüminyum folyo üretiminde kullanılan, cüruf topu içermeyen seramik elyaftan yapılmış yumuşak döküm nozulu. Cüruf topu ve ithal dolgu maddesi içermeyen seramik elyaftan üretilmiş sert döküm nozulu, yüksek mukavemet, pürüzsüz yüzey ve aşınma direnci özelliklerine sahiptir ve yüksek hızda alüminyum levha dökümü ve haddeleme işlemleri için uygundur.

Döküm ve haddeleme nozulları, yüksek kaliteli malzemelerden (sodyum silikat hariç) üretilmiştir; iyi bir yapışmaz alüminyum kaplamaya, düşük ısı iletkenliğine, yüksek ısı direncine, homojen yoğunluğa, pürüzsüz yüzeye ve hassas boyutlara sahiptir.
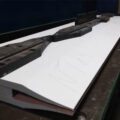
Alüminyum ürünün yüzeyinin uzunluğu boyunca ortaya çıkan şerit şeklindeki çıkıntılar, alüminyum malzemenin yüzey kusurudur. Ürünün yan tarafında tek taraflı bir çıkıntı ve her iki tarafta çift taraflı çıkıntılar bulunur. Bunların bazıları ürünün tamamında, bazıları ise yerel olarak, ara sıra veya periyodik olarak görülür. Ürünün yüzeyinde ortaya çıkan bu çıkıntılar silinmelidir.
Döküm ucu ve nozul Kolozu parçalarlar; zira haddeleme sırasında metal, hazırlanan deliğe akarken, fazla metal ise merdane aralığına sıkıştırılır. Somut nedenler:
(1) Delik tipinde tasarım hatası, haddeleme tezgahının yanlış ayarlanması veya bitmiş üründe delikteki ciddi aşınma; bu durum, bitmiş üründe çok sayıda deliğin oluşmasına ve dolayısıyla her iki tarafta kulakçıkların oluşmasına neden olur;
(2) Hazır deliğin giriş kılavuzu yanlış monte edilmiş, sıkı oturmamış, boşluk çok büyük ya da giriş deliğinin türü, tek taraflı kulak veya çift taraflı aralıklı kulak imalatı için uygun değil;
(3) Haddelenmiş malzemenin sıcaklığı düşük veya tüm uzunluk boyunca sıcaklık farkı büyük;
(4) Sürekli haddeleme tesisinin ayarlarının yetersiz olması.
(5) Hazır ürünün ön açıklığında metal kesilir ve haddelenmiş yüzeyde dışbükey bir kabuk oluşur; haddeleme sırasında ise periyodik bir çıkıntı meydana gelir.
Önleme ve giderme yöntemleri:
(1) Uygun genişlik katsayısını seçin ve delik tasarımını iyileştirin;
(2) haddeleme tesisinin ayarlarını güçlendirmek ve azaltmayı makul bir şekilde dağıtmak;
(3) Hazır giriş deliği kılavuzunu doğru şekilde takın;
(4) Aşınma şiddetliyse aşınmış oluğu değiştirin;
(5) İş parçasının ısıtma kalitesini iyileştirmek ve homojen bir sıcaklık elde etmek.
İlgili yazılar:
 döküm seramik filtreleri
döküm seramik filtreleri
 Alüminyum döküm filtresi
Alüminyum döküm filtresi
 Döküm seramik köpük filtreler
Döküm seramik köpük filtreler
 Seramik elyaftan yapılmış makara ucu
Seramik elyaftan yapılmış makara ucu
 Döküm için köpük seramik filtre
Döküm için köpük seramik filtre
 Döküm için seramik köpük filtre
Döküm için seramik köpük filtre
 Döküm köpük seramik filtre
Döküm köpük seramik filtre
 Volgograd Alüminyum Köpük Seramik Filtre
Volgograd Alüminyum Köpük Seramik Filtre
 Seramik köpük filtre
Seramik köpük filtre
 Alüminyum döküm kalıbı
Alüminyum döküm kalıbı
 Cüruf giderme akısı
Cüruf giderme akısı
 Alüminyum köpükten yapılmış seramik filtre
Alüminyum köpükten yapılmış seramik filtre
 Döküm Seramik Köpük Filtreler
Döküm Seramik Köpük Filtreler
 Metalin gazdan arındırılması
Metalin gazdan arındırılması
 Alüminyum fabrika filtresi
Alüminyum fabrika filtresi





