
Ujung cetakan merupakan komponen kunci pada mesin pengecoran dan penggulungan strip aluminium, dan kualitasnya secara langsung memengaruhi ketebalan, kualitas, serta hasil produksi strip aluminium. Pemasangan dan penyelarasan ujung cetakan yang tepat menentukan keseragaman distribusi lelehan, hasil akhir permukaan strip, dan toleransi dimensi di seluruh lebar produk hasil pengecoran. Panduan ini mencakup protokol pemanasan awal, prosedur perakitan, parameter penyelarasan, serta metode pemecahan masalah berdasarkan praktik industri yang telah mapan dan prinsip-prinsip metalurgi.
Apa Itu Ujung Caster dan Mengapa Hal Itu Penting dalam Proses Pengecoran Berkelanjutan?
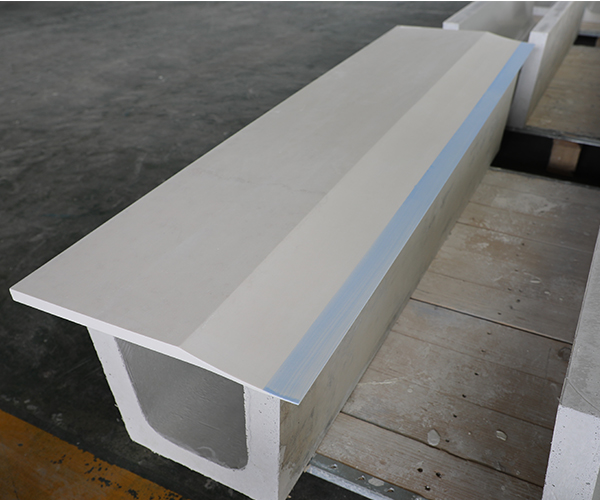
Ujung pengecoran (juga disebut nosel pengecoran atau castertip) adalah komponen tahan api yang ditempatkan di antara headbox (kotak depan) dan rol pengecoran berputar pada mesin pengecoran kontinu dua rol. Fungsi utamanya adalah mendistribusikan aluminium cair secara merata ke dalam area kontak rol, sehingga membentuk front pengkristalan yang seragam yang menghasilkan strip dengan ketebalan dan kualitas permukaan yang konsisten.
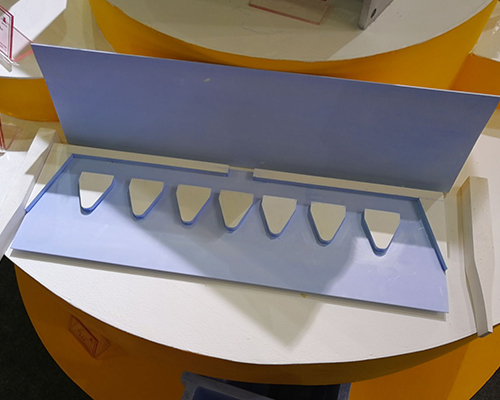
Ujung cetakan dan nosel terdiri dari pelat atas dan bawah, pelat samping, serta pelat pemisah tengah. Bentuk, ukuran, dan posisi pelat pemisah tengah telah ditetapkan selama proses pembuatan untuk memastikan distribusi aliran yang seimbang di seluruh lebar cetakan.
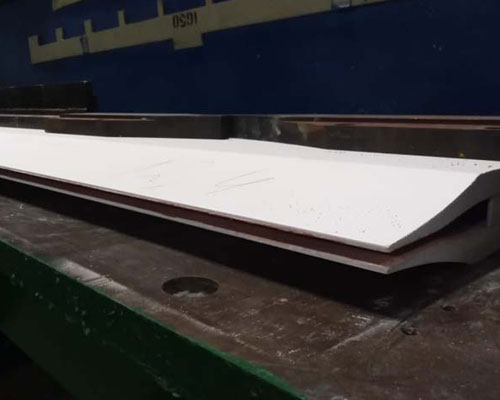
Rongga bagian dalam pelat nosel pengecoran dan pelat shunt semuanya telah diberi perlakuan khusus dengan boron nitrida, yang dapat secara efektif melindungi dari erosi akibat aluminium cair bersuhu tinggi, meningkatkan ketahanan terhadap abrasi, membuat pelat nosel pengecoran mencapai kinerja tinggi, serta secara efektif mencegah munculnya bintik-bintik hitam pada pelat aluminium, sekaligus meningkatkan kehalusan permukaan pelat aluminium tersebut.
Ujung cor serat keramik AdTech digunakan untuk pembentukan kristalisasi dan pengendalian ukuran pelat aluminium dalam lini produksi pengecoran. Produk ini menggunakan bahan komposit serat berskala nano yang diproses dengan peralatan presisi tinggi. Ujung dan nosel pengecoran AdTech memiliki kepadatan sedang, insulasi termal yang baik, ukuran yang presisi, ketahanan oksidasi yang tinggi, serta tingkat deformasi yang rendah. Cara menggunakan ujung pengecoran dengan benar merupakan langkah penting dalam proses pengecoran kontinu.
Apa Saja Komponen Utama dari Rakitan Ujung Roda?
| Komponen | Bahan | Fungsi |
|---|---|---|
| Pelat bibir atas | Komposit serat keramik / berlapis BN | Membentuk batas atas saluran lelehan; mengatur kontak dengan rol atas |
| Pelat bibir bawah | Komposit serat keramik / berlapis BN | Membentuk batas bawah; menopang beban kolam lelehan |
| Bantalan samping (pelat pipi) | Serat silikat kalsium kepadatan tinggi atau serat keramik | Menyegel tepi samping; mencegah kebocoran bahan yang meleleh |
| Pelat pemisah tengah (pelat shunt) | Keramik berlapis BN | Pemisahan ini mengalirkan aliran lelehan ke saluran-saluran paralel untuk distribusi yang merata |
| Gasket / strip penyegel | Kertas keramik (1–3 mm) | Mencegah masuknya udara dan rembesan bahan leleh pada sambungan |
Setiap komponen harus memenuhi toleransi dimensi yang ketat. Penyimpangan kerataan pelat bibir yang melebihi 0,10 mm pada ujung dengan lebar 1.800 mm dapat menyebabkan variasi ketebalan sebesar ±0,02 mm pada strip jadi — yang cukup untuk menyebabkan penolakan dalam aplikasi bahan foil.
Bagaimana Cara Mempersiapkan Ujung Roda Sebelum Pemasangan?
Persiapan bukanlah hal yang opsional — ini adalah tahap paling krusial untuk menghindari kerusakan pada tahap awal produksi. Kelembapan yang diserap oleh bahan serat keramik akan menghasilkan uap saat bersentuhan dengan lelehan aluminium bersuhu 680–720 °C, yang menyebabkan porositas, cacat lubang jarum, dan dalam kasus yang parah, pengelupasan eksplosif pada permukaan bibir cetakan.
Apa Prosedur Pemanasan Awal yang Benar untuk Nozel Pengecoran?
Kotak depan dan rakitan nosel ujung pengecoran dikeringkan terlebih dahulu selama dua jam dalam oven pengering pada suhu sekitar 200 °C, kemudian disimpan dalam kotak pengering pada suhu sekitar 110 °C. Persiapan jalur produksi pengecoran-penggulungan harus diselesaikan dengan benar sebelum rakitan pelat nosel pengecoran dikeluarkan dari kotak pengering.
Jadwal pemanasan awal berikut ini telah terbukti efektif pada berbagai kelompok paduan (seri 1xxx, 3xxx, dan 8xxx):
| Panggung | Suhu (°C) | Durasi | Tujuan |
|---|---|---|---|
| Tanjakan awal | Ambient → 110 | 30–40 menit | Menghilangkan kelembapan permukaan tanpa menimbulkan guncangan termal |
| Penahanan sementara | 110 | minimal 30 menit | Memastikan inti mencapai suhu yang diinginkan; menyeimbangkan gradien kelembapan |
| Tanjakan terakhir | 110 → 200 | 20–30 menit | Menghilangkan air yang terikat secara kimiawi dari struktur serat |
| Rendam | 200 ± 10 | 60–120 menit | Menjamin kadar air sisa < 0,1% berdasarkan berat |
| Menunggu (standby) | 110 | Sampai proses pemasangan selesai | Mencegah reabsorpsi; tidak boleh melebihi 8 jam |
Poin utama: Laju pemanasan di atas 5 °C/menit berisiko menyebabkan retakan mikro pada pelat bibir berpenampang tebal (≥ 25 mm). Pengendalian proses pemanasan lebih penting daripada suhu puncak.
Untuk operasi yang membutuhkan ujung cor serat keramik berkinerja tinggi dengan karakteristik kelembapan sisa yang rendah, pemilihan bahan pada tahap pengadaan secara signifikan dapat mengurangi risiko pemanasan awal.
Tips Pengumpan Pengecoran
Bagaimana Cara Memasang dan Menyelaraskan Ujung Roda Putar pada Mesin Penggulung?
Setelah ujung cetakan dan nosel dirakit dan dipanaskan terlebih dahulu, serta sebelum dipasang di pabrik pengecoran dan penggulungan, semua persiapan harus diselesaikan, dan ujung cetakan serta nosel harus dipasang secepat mungkin untuk menghindari kehilangan panas dan masuknya uap air.
Prosedur Pemasangan Langkah demi Langkah
- Bersihkan platform tersebut secara menyeluruh. Setelah pelat nosel pengecoran diletakkan di atas platform, kencangkan sekrup pengencang. Tidak boleh ada kotoran di platform pelat nosel pengecoran, fixture, maupun permukaan luarnya. Jika tidak, posisi pelat nosel pengecoran akan menjadi tidak akurat. Oleh karena itu, sebelum pelat nosel pengecoran dipasang pada platform, pelat tersebut harus dibersihkan secara menyeluruh. Bahkan partikel berukuran 0,5 mm yang terjebak di bawah tepi pelat dapat menyebabkan seluruh nosel miring, sehingga menghasilkan strip yang lebih tebal pada salah satu tepinya.
- Pasang rakitan ujung pada kereta. Gunakan pin atau pasak pemandu untuk menyelaraskan nosel dengan garis tengah yang telah ditentukan sebelumnya. Garis tengah ujung nosel harus sejajar dengan garis tengah titik kontak rol dengan toleransi ± 0,5 mm secara lateral.
- Atur jarak antara ujung dan rol (setback). Ini adalah jarak dari tepi bibir ke titik tersempit pada celah gulungan. Nilai setback yang umum:
| Target Ketebalan Strip | Jarak Aman yang Direkomendasikan | Ketebalan Ujung Bibir |
|---|---|---|
| 6–7 mm | 48–52 mm | 1,5–2,0 mm |
| 7–9 mm | 52–58 mm | 2,0–2,5 mm |
| 9–12 mm | 55–62 mm | 2,5–3,0 mm |
Jarak mundur yang terlalu pendek menyebabkan pembekuan dini di dalam rongga nosel (penyumbatan). Jarak mundur yang terlalu panjang mengurangi busur kontak pemadatan, sehingga menghasilkan strip dengan bagian tengah yang lembek dan sifat mekanis yang buruk.
- Sesuaikan posisi vertikalnya. Bibir atas harus berada sekitar 0,5–1,0 mm di atas garis lintasan gulungan; sedangkan bibir bawah sekitar 0,5 mm di bawahnya. Asimetri ringan ini memperhitungkan tekanan kepala lelehan akibat gravitasi dan mendukung terbentuknya cangkang pemadatan yang simetris.
- Tutup rapat semua sambungan. Pasang gasket kertas keramik di antara ujung dan flensa headbox. Kencangkan pengencang secara bergantian dalam pola silang agar gaya penjepitan terdistribusi secara merata. Torsi sebesar 8–12 N·m umumnya digunakan untuk baut baja tahan karat M8 pada rakitan serat keramik — mengencangkan secara berlebihan akan merusak struktur serat dan menyebabkan kebocoran.
- Periksa keseragaman celah menggunakan pengukur celah. Masukkan pengukur celah (feeler gauge) berukuran 0,05 mm di antara setiap bibir dan permukaan rol yang sesuai dengan jarak 150 mm di sepanjang seluruh lebar. Penyimpangan tidak boleh melebihi ± 0,03 mm. Tambahkan bantalan pengatur (shim) jika diperlukan.
Apa Saja Cacat Umum pada Ujung Roda dan Bagaimana Cara Mencegahnya?
Memahami berbagai jenis kegagalan sangat penting untuk mengurangi tingkat limbah dan memperpanjang masa pakai ujung alat. Tabel di bawah ini merangkum masalah-masalah yang paling sering ditemui dalam proses produksi:
| Cacat | Penyebab Utama | Gejala yang Dapat Diamati | Tindakan Korektif |
|---|---|---|---|
| Retakan tepi pada strip | Tanggul samping tidak sejajar; tekanan tip-to-roll yang berlebihan di bagian tepi | Tepi strip yang tidak rata; kehilangan potongan tepi > 8% | Sesuaikan kembali posisi dinding samping; periksa kesejajaran pelat pipi |
| Pemisahan garis tengah | Saluran pelat shunt yang tersumbat atau bergeser | Bintik keras atau garis gelap di bagian tengah strip | Periksa pelat shunt apakah terdapat endapan aluminium; ganti jika lapisan BN sudah terkikis |
| Bintik-bintik hitam pada permukaan | Perawatan BN yang tidak memadai; degradasi bahan ujung | Inklusi gelap yang tersebar di permukaan strip | Gunakan nosel pengecoran berlapis BN berkualitas tinggi dengan ketebalan lapisan yang telah diverifikasi ≥ 0,15 mm |
| Variasi ukuran sepanjang lebar | Jarak antara ujung dan rol tidak merata; ada kotoran di bawah pelat bibir | Profil ketebalan strip menunjukkan bentuk baji atau cembung | Bersihkan kembali platform; sesuaikan kembali pelat bibir dengan toleransi ± 0,03 mm |
| Erosi ujung / masa pakai yang pendek | Suhu leleh melebihi 730 °C; korosi pada paduan magnesium berkadar tinggi | Terdapat lubang-lubang kecil yang terlihat pada permukaan yang bersentuhan dengan bibir setelah kurang dari 20 jam | Turunkan suhu penuangan menjadi 690–710 °C; pilih bahan ujung yang tahan erosi |
| Porositas yang berkaitan dengan kelembapan | Pemanasan awal yang tidak memadai atau paparan yang terlalu lama sebelum pemasangan | Kelompok lubang kecil pada permukaan strip dalam 5–10 menit pertama | Patuhi protokol pemanasan awal dengan ketat (lihat di atas); batasi paparan terhadap suhu lingkungan hingga kurang dari 3 menit |
Struktur dan Komponen Ujung Cor Aluminium Cair
Bagaimana Desain Ujung Roda Penggerak Mempengaruhi Kualitas Strip?
Geometri saluran aliran internal menentukan distribusi kecepatan lelehan. Pelat shunt yang dirancang dengan baik menghasilkan laju aliran massa yang sama per satuan lebar — biasanya ditargetkan agar variasi kecepatan aliran tidak melebihi ± 5% di sepanjang ujung nozel. Ketidakseimbangan aliran menimbulkan gradien termal di bagian depan pemadatan, yang bermanifestasi sebagai variasi ketebalan, riak permukaan, atau pola segregasi mikro pada strip yang telah jadi.
Sudut kemiringan bibir juga memainkan peran yang signifikan. Kemiringan konvergen sebesar 1,5–3° pada bagian keluar sedikit mempercepat aliran logam cair, sehingga menstabilkan meniskus di titik kontak rol. Kemiringan yang berlebihan (> 4°) dapat memicu turbulensi dan terbawanya partikel oksida.
Konduktivitas termal bahan harus cukup rendah untuk mencegah pengendapan dini di dalam nozel, namun cukup tinggi untuk menahan guncangan termal selama proses penyalaan. Komposit serat berskala nano dari AdTech mencapai konduktivitas termal sekitar 0,15–0,25 W/m·K pada suhu 700 °C, yang berada dalam rentang optimal untuk pengecoran paduan 1xxx dan 8xxx.
Dalam operasi pengecoran kontinu yang memproduksi strip aluminium cor untuk proses penggulungan foil di tahap hilir, menjaga stabilitas dimensi ujung selama siklus produksi yang panjang (40–80 jam) merupakan hal yang mutlak. Deformasi ujung akibat beban termal yang berkelanjutan harus tetap di bawah penyusutan linier sebesar 0,3%.
Seberapa Sering Ujung Roda Harus Diganti?
Interval penggantian bergantung pada jenis paduan, kecepatan pengecoran, dan kebersihan logam cair. Pedoman umum berdasarkan data industri yang terkumpul:
- Paduan 1xxx / 1050, 1060, 1070: Umur pakai tipikal 50–80 jam dengan bahan cair yang bersih
- Paduan 3xxx / 3003, 3105: 35–55 jam karena kandungan Mn yang lebih tinggi mempercepat erosi
- Paduan 8xxx / 8011, 8079: 40–65 jam; senyawa intermetalik Fe-Si dapat menyebabkan abrasi pada lapisan BN
- Paduan 5xxx / 5052 (kadar Mg tinggi): 20–35 jam; Serangan uap Mg merusak matriks serat keramik
Angka-angka ini didasarkan pada asumsi bahwa penghilangan gas dan penyaringan di bagian hulu headbox. Pengolahan lelehan yang tidak memadai — terutama kadar hidrogen di atas 0,15 mL/100 g Al — mempercepat kerusakan ujung dan harus ditangani sejak awal, bukan diatasi dengan mengganti ujung lebih sering.
Kesimpulan
Penggunaan ujung cetakan yang tepat mencakup pemilihan bahan, pemanasan awal yang terkendali, penyelarasan mekanis yang presisi, serta pemantauan proses yang disiplin selama proses pengecoran. Setiap variabel saling berinteraksi: ujung cetakan yang diselaraskan dengan sempurna tetap akan gagal jika kelembapan tidak sepenuhnya dihilangkan, dan ujung cetakan yang kering serta telah dipanaskan dengan baik akan menghasilkan limbah jika jarak mundurnya salah. Prosedur yang diuraikan di sini merupakan kerangka kerja terpadu. Operator harus menyesuaikan parameter spesifik — suhu, nilai jarak mundur, spesifikasi torsi — dengan konfigurasi mesin dan campuran paduan logam yang digunakan, sambil tetap mematuhi prinsip-prinsip dasar kebersihan, presisi dimensi, dan pengendalian termal sepanjang siklus hidup ujung pengecoran.
Ujung Roda Keramik
Pertanyaan yang Sering Diajukan
1. Apa yang dimaksud dengan ujung cetakan dalam proses pengecoran strip aluminium?
Ujung cor adalah rakitan nosel yang mengarahkan aluminium cair ke celah rol serta membantu mengontrol ketebalan, bentuk, dan kualitas permukaan strip.
2. Mengapa pemanasan awal ujung roda pengecor perlu dilakukan?
Pemanasan awal menghilangkan kelembapan dan mengurangi guncangan termal, sehingga membantu mencegah retakan, cacat yang disebabkan oleh uap, serta ketidakstabilan coran saat proses dimulai.
3. Sampai suhu berapa ujung roda harus dipanaskan terlebih dahulu?
Ujung cor biasanya dikeringkan terlebih dahulu pada suhu sekitar 200°C selama 2 jam, kemudian disimpan pada suhu sekitar 110°C sebelum dipasang.
4. Seberapa cepat ujung roda yang telah dipanaskan terlebih dahulu harus dipasang??
Produk ini sebaiknya dipasang secepat mungkin setelah dikeluarkan dari kotak pengeringan untuk menghindari kehilangan panas dan penyerapan kelembapan.
5. Apa yang terjadi jika platform ujung alat penyemprot tidak bersih?
Puing-puing di atas platform dapat mengubah posisi ujung, sehingga menyebabkan ketidaksejajaran, variasi ketebalan, kebocoran, atau cacat pada permukaan strip.
6. Apa yang menyebabkan munculnya bintik-bintik hitam pada strip aluminium?
Bintik-bintik hitam sering kali disebabkan oleh kondisi nosel yang buruk, kontaminasi, atau perlindungan nitrida boron yang tidak memadai di dalam ujung cetakan.
7. Bagaimana cara mengetahui bahwa ujung corong tidak sejajar?
Tanda-tanda yang umum antara lain ketebalan strip yang tidak merata, aliran logam yang tidak stabil, cacat pada tepi, bekas pada permukaan, dan penurunan hasil produksi.
8. Bagaimana boron nitrida meningkatkan kinerja ujung roda caster?
Boron nitrida mengurangi lengketnya aluminium, meningkatkan ketahanan aus, melindungi rongga bagian dalam, dan membantu menghasilkan permukaan strip yang lebih halus.
9. Seberapa sering ujung tongkat sihir harus diganti?
Waktu penggantian bergantung pada jenis paduan, suhu, kecepatan pengecoran, dan kondisi keausan, namun ujung cetakan harus diganti begitu terjadi deformasi atau erosi yang memengaruhi kualitas strip.
10. Apa tujuan utama ujung roda caster?
Tujuan utama ujung cetakan adalah untuk mendistribusikan aluminium cair secara merata dan mendukung proses kristalisasi yang stabil dalam proses pengecoran kontinu.
Artikel terkait:
 Tips Pengecoran untuk Pengecoran Strip Aluminium
Tips Pengecoran untuk Pengecoran Strip Aluminium
 Tips Penggunaan Caster untuk Pengecoran Aluminium
Tips Penggunaan Caster untuk Pengecoran Aluminium
 Tips Pengecoran Silikat Aluminium
Tips Pengecoran Silikat Aluminium
 Tips Penggunaan Caster untuk Pengecoran Berkelanjutan
Tips Penggunaan Caster untuk Pengecoran Berkelanjutan
 Ujung Roda Keramik Silikat Aluminium
Ujung Roda Keramik Silikat Aluminium
 Tips Penggunaan Alat Penyebaran
Tips Penggunaan Alat Penyebaran
 Teknologi Pengecoran dan Penggulungan
Teknologi Pengecoran dan Penggulungan
 Tips Pengecoran Silikat Aluminium
Tips Pengecoran Silikat Aluminium
 Ujung Roda dan Nozel
Ujung Roda dan Nozel
 Nozel Ujung Roda
Nozel Ujung Roda
 Proses Pengecoran Berkelanjutan Strip Aluminium
Proses Pengecoran Berkelanjutan Strip Aluminium
 Tips dan Nozel Roda
Tips dan Nozel Roda
 Nozel Caster untuk Aluminium
Nozel Caster untuk Aluminium
 Nozel Pengumpan Roda
Nozel Pengumpan Roda
 Filter Busa Keramik Alumina: Panduan Lengkap bagi Pembeli untuk Penyaringan Aluminium Cair
Filter Busa Keramik Alumina: Panduan Lengkap bagi Pembeli untuk Penyaringan Aluminium Cair





