
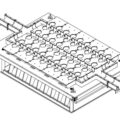
Система литья LHC представляет собой передовую технологию литья расплавленного алюминия, в которой жидкий электролитический первичный алюминий используется для непосредственного производства слябов из алюминиевых сплавов. Качество слябов из алюминия и алюминиевых сплавов тесно связано с качеством конечной продукции и коэффициентом выхода. Дефекты, которые трудно обнаружить или выявить в процессе плавки и литья, проявляются на последующих этапах обработки, однако эти этапы не позволяют устранить такие дефекты. Поэтому качество слитков из алюминиевого сплава напрямую влияет на качество процесса горячей прокатки и последующей продукции холодной прокатки. С целью обеспечения предприятий по переработке алюминия высокоточными алюминиевыми лентами крупных размеров и высококачественными заготовками завод по производству электролитического алюминия внедрил передовую технологию литья с использованием автоматизированного комбинированного устройства низкоуровневой формовки (система литья LHC), позволяющую одновременно производить 2–5 слябов.

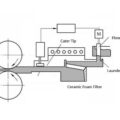
В соответствии с требованиями к химическому составу сплава для загрузки в печь используются жидкий алюминий-сырец для электролиза, алюминиевые слитки для переплавки, возвратные отходы и промежуточный сплав, которые затем переплавляются в плавильной печи. После дегазации и фильтрации, корректировки параметров рафинирования, перемешивания, шлакообразования и анализа проб, а также подтверждения соответствия состава установленным требованиям, расплавленный алюминий перекачивается в статическую печь для дегазации и рафинирования в печи, где поддерживается постоянная температура. Затем в желоб непрерывно добавляется агент для мелкозернистого рафинирования в виде алюминиево-титаново-боровой проволоки для проведения онлайн-мелкозернистого рафинирования. Онлайн-дегазация осуществляется с помощью устройство для ротационной дегазации, а также двухступенчатый CFF керамический фильтр с пенонаполнителем Устройство используется для онлайн-фильтрации и удаления шлака. Очищенный расплавленный алюминий поступает в кристаллизатор установки для литья слябов. Слиток изготавливается по полностью автоматизированной технологии литья, затем распиливается на станке для распиловки слябов, а после прохождения контроля упаковывается и отправляется на хранение.
Особенности системы литья LHC
По сравнению с традиционным производством слябов с использованием алюминиевых слитков для переплавки этот метод не только позволяет обойтись без этапа переплавки и сэкономить энергию, но и снижает потери металла, уменьшает загрязнение окружающей среды и сокращает производственные затраты.
Благодаря применению технологии автоматического литья в комбинированную форму с низким уровнем жидкости уровень металла значительно ниже, чем в традиционной форме для литья под давлением. Высота уровня расплава составляет 35–65 мм, а внутренняя стенка финишной формы для традиционного литья под давлением (DC) облицована графитовым кольцом. Графитовое кольцо смазывается посредством непрерывной проникающей смазки или смазывается перед литьем для обеспечения гладкости поверхности слитка.
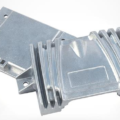
Низкое содержание металла и гладкая поверхность литья графитового кольца, а также высокоэффективное регулирование охлаждающей воды делают LHC более компактным по сравнению со слитками, изготовленными по традиционной технологии литья под постоянным током: он имеет гладкую поверхность, а толщина слоя крупнозернистой структуры и зоны сегрегации (зоны оболочки) уменьшена, что снижает коробление дна слитка. Таким образом, объём фрезерования можно сократить более чем на 50%, а объём обрезки при горячей прокатке — более чем на 15%.
Связанные публикации:
 Очистительная обработка при непрерывном литье
Очистительная обработка при непрерывном литье
 Передняя коробка для алюминиевого литья
Передняя коробка для алюминиевого литья
 Непрерывная ливка и прокатка
Непрерывная ливка и прокатка
 Процесс непрерывного литья алюминиевой ленты
Процесс непрерывного литья алюминиевой ленты
 Процесс литья алюминиевых сплавов
Процесс литья алюминиевых сплавов
 Дефекты воздуховодов при непрерывном литье
Дефекты воздуховодов при непрерывном литье
 Методы онлайн-обработки
Методы онлайн-обработки
 Ультратонкое литье и прокатка
Ультратонкое литье и прокатка
 Тропический дефект при непрерывном литье
Тропический дефект при непрерывном литье
 Плавка и литье алюминиевых слитков
Плавка и литье алюминиевых слитков
 Расплавленный алюминий и чистота
Расплавленный алюминий и чистота
 Платформа для кастинга
Платформа для кастинга
 Очистка алюминиевых сплавов
Очистка алюминиевых сплавов
 Фильтры для алюминиевых отливок
Фильтры для алюминиевых отливок
 Литье под давлением из алюминия
Литье под давлением из алюминия





