
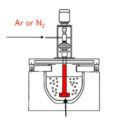
Günümüzde, cüruf ve gaz gideriminde iyi sonuç veren ve yaygın olarak kullanılan fırın arıtma yöntemi, ana bileşenleri NaCl, KCl, NaF vb. olan toz halindeki püskürtme akışkanını basınçlı bir depolama tankından geçirmek, azot ile akışkanı karıştırmak ve bunları bir metal boru aracılığıyla eşit bir şekilde püskürtmektir. Alüminyum eriyik haline geldikten sonra. Spesifik üretimde, toz püskürtme miktarını ve püskürtme süresini sıkı bir şekilde kontrol etmek ve eriyiklerin tüm kısımlarına akışkanın püskürtülebilmesi için işlemi standartlaştırmak gerekir. Özellikle aşağıdakilerin miktarını kontrol etmek önemlidir: alüminyum eriyik maddesi ton başına eklenir; genellikle 2~3 kg/t. Uygun miktardadır; ancak eklenecek miktar fazla olursa, eriyik kalitesini olumsuz etkileyecektir.

Fırın Arıtma
Alüminyum eriyik içindeki hidrojenin çözünürlüğü (CH), eriyik sıcaklığı ve hidrojen kısmi basıncı arasında belirli bir ilişki vardır. Eriyiğindeki hidrojen çözünürlüğü, eriyik sıcaklığı ve hidrojen kısmi basıncı ile ilgilidir: eriyik sıcaklığı sabit olduğunda, hidrojen kısmi basıncı ne kadar yüksekse, hidrojen çözünürlüğü de o kadar yüksek olur; hidrojen kısmi basıncı sabit olduğunda ise, eriyik sıcaklığı ne kadar yüksekse, hidrojen çözünürlüğü de o kadar yüksek olur.
Ergitme sıcaklığı ve eriyik kalma süresi, alüminyum alaşımı eriyiklerinin hidrojen içeriği üzerinde çok yakın bir etkiye sahiptir. Bu nedenle, bu iki temel eritme süreci göstergesi, eritme üretiminde sıkı bir şekilde kontrol edilmelidir. Teorik yüksek sıcaklıkta kalma süresi ne kadar kısa olursa o kadar iyidir ve eriyik sıcaklığı ne kadar düşük olursa o kadar iyidir; ancak ekipman koşulları ve performansı nedeniyle ideal gereksinimler karşılanamaz. Alüminyum folyo ham parçalarının fiili üretiminde, erime sıcaklığı 750°C'nin altında tutulmalı, bir ısıtma döngüsünün erime süresi 4,5 saat içinde kontrol edilmeli ve erime işleminin tamamlanmasından konvertöre kadar geçen ara bekleme süresi 4 saatten az olmalıdır. Bunlar arasında, bu süre koşullar elverdiğince mümkün olduğunca kısa tutulmalıdır. Erime sonrası bekleme süresi 4 saati aşarsa, arıtma işlemi yeniden yapılmalıdır.
Eriginin hidrojen emilimini azaltmak için, üretim süreci boyunca tutma fırınının sıcaklığı mümkün olduğunca düşük tutulmalıdır. Genel olarak, yüksek kaliteli alüminyum folyo ürünleri üretilirken tutma fırınının sıcaklığı 735 ℃’yi aşmamalıdır. Dar spesifikasyonlara sahip bir ürün üretiliyorsa, üretim hacminin az olması nedeniyle sistemdeki sıcaklık düşüşü nispeten azdır; bu nedenle, oluk sistemi için ısı koruma önlemleri alınmalı ve bekletme fırınının sıcaklığının alt sınırda tutulmasını sağlamak için gaz giderme ekipmanındaki erimiş alüminyumun sıcaklığı uygun şekilde artırılmalıdır.
Konvertör işlemi, eriyikteki oksidasyon kalıntılarının ve hidrojen içeriğinin arttığı bir süreçtir. Farklı konvertör işletim yöntemleri, nihai eriyik kalitesi üzerinde farklı etkiler yaratır. Bu nedenle, konvertör işlemlerinden kaynaklanan olumsuz etkileri önlemek için en uygun konvertör yöntemi seçilmelidir. Mevcut konvertör yöntemleri arasında başlıca kepçe konvertörü ve kepçe konvertörü yer almaktadır. İstatistiklere göre, kepçe konvertörünün alümina içeriği 52% artarken, oluk konvertörünün alümina içeriği 8,7% artmıştır. Oluk konvertör yönteminin, eriyik kalitesini kontrol etmek açısından daha etkili bir konvertör yöntemi olduğu görülmektedir.
İlgili yazılar:
 Erimiş Alüminyumun Arıtma Yöntemi
Erimiş Alüminyumun Arıtma Yöntemi
 Alüminyumun Saflaştırılması
Alüminyumun Saflaştırılması
 Basınç Farkıyla Gaz Giderme
Basınç Farkıyla Gaz Giderme
 Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
 Alüminyum Eriyiğinin Arıtma İşlemi
Alüminyum Eriyiğinin Arıtma İşlemi
 Metal Arıtma
Metal Arıtma
 Akı Gaz Giderme
Akı Gaz Giderme
 Granül Arıtma Maddeleri
Granül Arıtma Maddeleri
 Gaz Giderme Sistemi
Gaz Giderme Sistemi
 Alüminyumda Gaz Giderme Süreci
Alüminyumda Gaz Giderme Süreci
 Alüminyum Arıtma ve Gaz Giderme
Alüminyum Arıtma ve Gaz Giderme
 Alüminyumdan Gazın Giderilmesi
Alüminyumdan Gazın Giderilmesi
 Fırında Alüminyum Arıtma
Fırında Alüminyum Arıtma
 Fırın Döküm Konisi
Fırın Döküm Konisi
 Fırın Rafinaj Teknolojisi
Fırın Rafinaj Teknolojisi





