
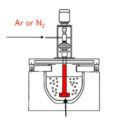
At present, the widely used method of furnace purification with good slag and gas removal effect is to pass the powder sprayed flux whose main components are NaCl, KCl, NaF, etc., through a pressurized storage tank, mix the nitrogen and the flux, and spray them evenly through a metal pipe. After the aluminum melt. In specific production, it is necessary to strictly control the amount of powder spraying and the time of spraying powder, and standardize the operation so that all parts of the melt can be sprayed with solvent. It is especially important to control the amount of aluminum flux added per ton, generally 2~3kg/t. Appropriate, if the addition amount is too much, it will affect the melt quality.

Furnace Purification
There is a certain relationship between the solubility CH of hydrogen in the aluminum melt, the melt temperature, and the hydrogen partial pressure. The solubility of hydrogen in the melt is related to the melt temperature and the partial pressure of hydrogen: when the melt temperature is constant, the greater the partial pressure of hydrogen, the greater the solubility of hydrogen; when the partial pressure of hydrogen is constant, the melt temperature The higher, the greater the solubility of hydrogen.
Melt temperature and melt residence time have a very close influence on the hydrogen content of aluminum alloy melt. Therefore, these two key smelting process indicators must be strictly controlled in smelting production. The shorter the theoretical high temperature residence time, the better, and the lower the melt temperature, the better, but due to equipment conditions and performance, it cannot meet the ideal requirements. In the actual production of aluminum foil blanks, the melting temperature must be controlled below 750°C, the melting time of one heat must be controlled within 4.5h, and the intermediate residence time from the completion of melting to the converter must be less than 4h. Among them, this time should be kept as short as possible under conditions. If the residence time after melting exceeds 4h, refining must be performed again.
The temperature of the holding furnace should be controlled as low as possible during the production process to reduce the hydrogen absorption of the melt. Generally, the temperature of the holding furnace should not exceed 735℃ when producing high-quality aluminum foil products. If the product with narrow specifications is produced, the temperature drop of the system is relatively small due to the small throughput, therefore, heat preservation measures for the launder system should be taken, and the temperature of the molten aluminum in the degassing equipment should be appropriately increased to ensure that the temperature of the holding furnace is controlled at a low limit.
The converter process is a process in which melt oxidation inclusions and hydrogen content increase. Different converter operation methods have different effects on the final melt quality. Therefore, the best converter method must be selected to avoid adverse effects caused by converter operations. The current converter methods mainly include ladle converter and ladle converter. Statistics show that the alumina content of the ladle converter increased by 52%, while the alumina content of the ladle converter increased by 8.7%. It can be seen that the launder converter method is a more effective converter method to control the melt quality.
Related posts:
 Purification Method of Molten Aluminum
Purification Method of Molten Aluminum
 Purification of Aluminum
Purification of Aluminum
 Pressure Difference Degassing
Pressure Difference Degassing
 Aluminum Melt Degassing and Refining
Aluminum Melt Degassing and Refining
 Aluminum Melt Purification Treatment
Aluminum Melt Purification Treatment
 Metal Purification
Metal Purification
 Flux Degassing
Flux Degassing
 Granular Refining Agents
Granular Refining Agents
 Degassing System
Degassing System
 Degassing Process In Aluminium
Degassing Process In Aluminium
 Aluminum Refining Degassing
Aluminum Refining Degassing
 Degassing Aluminium
Degassing Aluminium
 Aluminum Purification in Furnace
Aluminum Purification in Furnace
 Furnace Tapout Cone
Furnace Tapout Cone
 Furnace Refining Technology
Furnace Refining Technology





