
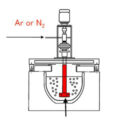
Tek borulu üfleme yöntemi: Yüksek basınçlı N₂ (veya Ar) gaz silindiri, basınç düşürme vanası, eriyik dayanıklı üfleme nozulu ve kurutucudan oluşur. Tek tüplü üfleme işlemi, önce üfleme nozülünü ön ısıtarak yüzeyde adsorbe olan nemi gidermek, ardından basınç düşürme vanasını yerleştirilen eriyik derinliğine göre ayarlamak, silindir anahtarını açmak ve hava yolundaki havayı boşaltmaktan ibarettir. Gaz nozulu eriyik maddenin alt kısmına ulaşır ve inert gaz, tüp içindeki basıncın etkisiyle kabarcıklar halinde eriyik maddeye girer.

Tek Borulu Şişirme Yöntemi
Kabarcıkların eriyik içine girmesinin iki yolu vardır: kabarcık oluşumu ve püskürme.
Kabarcık oluşumunun nedeni, üfleme başlığındaki inert gazın basıncının çok düşük olmasıdır; bu durum, inert gazın basıncının, üfleme başlığındaki eriyik statik basıncı, atmosferik basınç ve yüzey geriliminin toplamından daha düşük olmasına yol açar ve inert gaz dışarı üflenemez. Bu sırada, gaz tüpündeki inert gaz hala sürekli olarak trakeaya boşaltılır, böylece trakeadaki inert gazın basıncı artmaya devam eder. Basıncı, üfleme başlığındaki eriyik statik basıncı, atmosferik basınç ve yüzey geriliminin toplamından daha yüksek olduğunda, az miktarda inert gaz kabarcıkları oluşur ve eriyik içine girer.
Jet yönteminin oluşum nedeni, üfleme başlığındaki inert gazın basıncının yüksek olmasıdır; bu sayede inert gazın basıncı, üfleme başlığındaki eriyik üzerindeki statik basınç, atmosferik basınç ve yüzey geriliminin toplamından çok daha yüksektir. Inert gaz, eriyik içine oldukça yüksek bir hızla enjekte edilir.
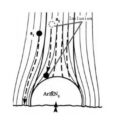
Jet bölgesinin oluşum süreci şu şekilde açıklanabilir:
Öncelikle püskürtme tabancasının nozulunda bir gaz jeti oluşur. Jet ile eriyik arasındaki etkileşim nedeniyle jetin kenarları bozulur ve dalgalı bir yüzey oluşur. Bu bozulma belirli bir dereceye ulaştığında, dalgalı yüzey parçalanır ve eriyik, gaz jetinin emme etkisiyle içeri çekilerek, gaz ve eriyikten oluşan iki fazlı bir jet oluşturur. Erimiş malzeme içeri çekilirken, jet akışının alt kısmında gaz, erimiş malzeme tarafından bölünür ve yüzey geriliminin etkisiyle kabarcıklar oluşturur. Kabarcıklar yukarı doğru yükselir ve çevredeki erimiş malzemeyi tüy bulutu bölgesine sürükler; aynı zamanda, kararlı bir jet bölgesi oluşturmak üzere kabarcıklar sürekli olarak üretilir.
Not:
- İnert gazın saflığına dikkat edin. Yapılan çalışma, azottaki oksijen içeriğinin 0,5% (hacim fraksiyonu) ve 1% (hacim fraksiyonu) olması durumunda, rafinaj ve gaz giderme Etki sırasıyla 40% ve 90% azalacaktır. Bu nedenle, inert gazdaki oksijen içeriği 0,03%’yi (hacim fraksiyonu) aşmamalı ve nem oranı 3,0 g/L’yi geçmemelidir. Genel alaşımlar için tatmin edici sonuçlar elde edilebilir.
- İnert gazın basıncı uygun olmalıdır. Basınç yüksek olursa, kabarcığın çapı da büyük olur ve yüzdürme hızı çok artar. Yüzeyden kaçtığında, alaşım eriyiklerinin sıçramasına ve eriyik yüzeyindeki oksit tabakasının tahrip olmasına neden olur. Hava akış hızı çok yüksekse, zincir oluşumu kolaylaşır. Bu durumda, kabarcık ile eriyik arasındaki temas alanı küçülür ve bu da gaz giderme etkisini azaltır. Küçük çaplı, zincir oluşturmayan kabarcıklar, eriyik karıştırmasını güçlendirebilir ve kabarcıklar ile eriyik arasındaki temas alanını artırabilir. Küçük çaplı kabarcıkların yüzdürme hızı yavaştır ve eriyikle etkileşime girmeleri uzun sürer, bu nedenle arıtma etkisi iyidir.
- Üfleme başlığı, eriyik maddenin alt kısmına mümkün olduğunca derine sokulmalıdır.
- Erimiş malzemenin her yerinde kabarcıklar oluşması için üfleme başlığı sürekli hareket ettirilmelidir.
- Üfleme başlığının iç çapı uygun olmalıdır.
İlgili yazılar:
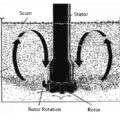 Döner Üfleme Yöntemi
Döner Üfleme Yöntemi
 Kabarcık Yüzdürme Yöntemi
Kabarcık Yüzdürme Yöntemi
 Gaz Giderme Yöntemi
Gaz Giderme Yöntemi
 Dökümhanede Gaz Giderme Yöntemleri
Dökümhanede Gaz Giderme Yöntemleri
 Sıvı Alüminyum Döküm Borusu
Sıvı Alüminyum Döküm Borusu
 Döner Gaz Giderme
Döner Gaz Giderme
 Erimiş Alüminyumun Arıtma Yöntemi
Erimiş Alüminyumun Arıtma Yöntemi
 Filtreleme Yöntemi
Filtreleme Yöntemi
 Dönen Gaz Giderme Yöntemi
Dönen Gaz Giderme Yöntemi
 Alüminyum Döküm Boru
Alüminyum Döküm Boru
 Uç Boşluğu
Uç Boşluğu
 Erimiş Alüminyumun Arıtma İşlemi
Erimiş Alüminyumun Arıtma İşlemi
 Çevrimiçi Arıtma Ekipmanları
Çevrimiçi Arıtma Ekipmanları
 Ar gazı arıtımı
Ar gazı arıtımı
 Arıtma Süreci
Arıtma Süreci





