
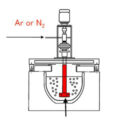
Single tube blowing method: It is composed of high-pressure N2 (or Ar) gas cylinder, pressure reducing valve, melt-resistant blowing nozzle and desiccant. The single-tube blowing process is to first preheat the blowing nozzle to remove the moisture adsorbed on the surface, and then adjust the pressure relief valve according to the depth of the inserted melt, turn on the cylinder switch, and remove the air in the air path. The gas nozzle reaches the lower part of the melt, and the inert gas enters the melt in the form of bubbles under the action of the pressure in the tube.

Single Tube Blowing Method
There are two ways for bubbles to enter the melt, namely, bubbling and jetting.
The reason for the formation of the bubbling method is that the pressure of the inert gas in the blowing head is too low, making the pressure of the inert gas less than the sum of the static pressure of the melt at the blowing head, atmospheric pressure and surface tension, and the inert gas cannot be blown out. At this time, the inert gas in the gas cylinder is still continuously discharged into the trachea, so that the pressure of the inert gas in the trachea continues to rise. When its pressure is greater than the sum of the static pressure of the melt at the blowing head, the atmospheric pressure and the surface tension, a small amount of inert gas bubbles will form and enter the melt.
The reason for the formation of the jet method is that the pressure of the inert gas in the blowing head is high, so that the pressure of the inert gas is far greater than the sum of the static pressure, atmospheric pressure and surface tension of the melt at the blowing head. The inert gas is injected into the melt at a considerable speed.
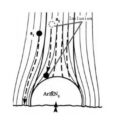
The formation process of the jet zone can be described as:
A jet of gas is first formed at the nozzle of the spray gun. Due to the interaction between the jet and the melt, the side of the jet is disturbed, forming a wavy surface. When the disturbance develops to a certain extent, the wavy surface is torn apart, and the melt is sucked in by the suction action of the gas jet, forming a two-phase jet of gas and melt. As the melt is sucked in, in the lower part of the jet, the gas is divided by the melt and forms bubbles under the action of surface tension. The bubbles float up and drive the surrounding melt into the plume area, and at the same time, the bubbles are continuously generated to form a stable jet area.
Note:
- Pay attention to the purity of the inert gas. The study proved that if the oxygen content in nitrogen is 0.5% (volume fraction) and 1% (volume fraction), the refining degassing effect will drop by 40% and 90%, respectively. Therefore, the oxygen content in the inert gas must not exceed 0.03% (volume fraction), and the moisture must not exceed 3.0g/L. For general alloys, satisfactory results can be achieved.
- The pressure of the inert gas should be appropriate. If the pressure is large, the diameter of the bubble will be large, and its floating speed will be too fast. When it escapes the surface, it will cause the alloy melt to splash and destroy the oxide film on the surface of the melt. If the airflow speed is too fast, it is easy to form a chain. Under this condition, the contact area of the bubble and the melt is small, which will reduce the degassing effect. The small-diameter non-chain bubbles can strengthen the melt agitation and increase the contact area between the bubbles and the melt. The small-diameter bubbles have a slow floating speed and a long time to interact with the melt, so the purification effect is good.
- The blowing head should be inserted as far as possible into the lower part of the melt.
- The blowing head should be constantly moved so that there are bubbles in every part of the melt.
- The inner diameter of the blowing head should be appropriate.
Related posts:
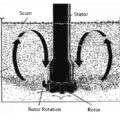 Rotary Blow Method
Rotary Blow Method
 Bubble Floatation Method
Bubble Floatation Method
 Gas Degassing Method
Gas Degassing Method
 Methods Of Degassing In Foundry
Methods Of Degassing In Foundry
 Liquid Aluminum Casting Tube
Liquid Aluminum Casting Tube
 Rotary Degassing
Rotary Degassing
 Purification Method of Molten Aluminum
Purification Method of Molten Aluminum
 Filtration Method
Filtration Method
 Rotating Degassing Method
Rotating Degassing Method
 Aluminum Casting Tube
Aluminum Casting Tube
 Tip Cavity
Tip Cavity
 Purification Treatment of Molten Aluminum
Purification Treatment of Molten Aluminum
 Online Purification Equipment
Online Purification Equipment
 Ar gas refining
Ar gas refining
 Purification Process
Purification Process





