
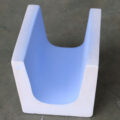
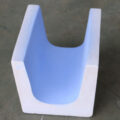
Erimiş alüminyum oluğu, fırın ile döküm makinesi arasına monte edilir. Bu oluğun iki işlevi vardır: taşıma ve ısı muhafazası. Esas olarak, havacılık ve ulaştırma sektörleri için alüminyum alaşımlı hassas döküm fırınları, arıtma fırınları, döküm platformları, fırın dışı gaz giderme işlemleri ve filtreleme işlemleri arasında erimiş alüminyumun taşınmasında kullanılır.
Erimiş alüminyum oluk, tek parça kalıplama yol kanalı kaplamasının gelişmiş üretim sürecini kullanır: yol kanalı kaplamasının aşınma direncini ve dayanıklılığını önemli ölçüde artırır. Yol kanalı kaplamasının hizmet ömrünü etkili bir şekilde uzatır. Şirketimizin ürünleriyle birlikte kullanılır bor nitrür kaplama, yapışmaz alüminyumun etkisi mükemmeldir.

Erimiş Alüminyum Kanalının Avantajları
1. Genel akış oluğu, iyi bir ısı koruma performansı, makul bir tasarıma ve uzun hizmet ömrüne sahiptir.
2. Entegre kanat, yüksek boyutsal hassasiyete sahip, erimiş asil malzemeden tek parça halinde şekillendirilmiştir.
3. Tek parça kayma elemanının iç kaplaması, yüksek mukavemet, aşınma direnci, ısı şokuna karşı direnç ve pürüzsüz bir yüzeye sahiptir.
4. Kanalın iç kaplaması, alüminyum, çinko ve magnezyum alaşımlarına karşı yüksek korozyon direncine sahiptir; bu da erimiş metal aktarımını kolaylaştırır.
5. Ekipmanın kullanım performansı ve özel alaşımların hizmet ömrü.
6. Genel akış oluğunun kullanımı sırasında sıvı metalin sıcaklık düşüşü metre başına 2°C sınırları içindedir; bu oluk aşınmaya ve ısı şokuna dayanıklıdır ve pürüzsüz bir yüzeye sahiptir.
Erimiş Alüminyum Kanalı Kullanım Talimatları
1. Çizimdeki yapıya uygun olarak, hareketli kızak temiz, hasarsız ve ek yeri bulunmayan bir durumda olmasını sağlayacak şekilde monte edin.
2. Kurulu standardın homojen ön ısıtması döküm kanalı, 1-2 saat boyunca sabit bir hızda ısıtın; astarın yüzeyinin kırmızı renkte, yani 800 ℃ civarında olup olmadığını kontrol edin; böylece adsorbe olmuş kristal suyu giderin, döküm sıcaklığına yakın bir sıcaklığa ulaşın ve ürünü güvenli ve verimli bir şekilde kullanın.
3. Hareketli olukta elektrikli ısıtma ve pişirme özelliği bulunmadığından, alevle pişirilmesi gerekir. Burada önemli olan noktalardan biri alev sıcaklığını kontrol etmek, diğeri ise alevin doğrudan temasından kaçınmak ve yerel ısınmanın yol açtığı termal gerilimin astarın patlamasına neden olmasını önlemektir. Alev, zayıf alev (kırmızı yumuşak alev), orta alev (sarı) ve güçlü alev (mavi ve beyaz) olarak sınıflandırılır.
İlgili yazılar:
 Erimiş Alüminyum Kanal ve Oluk
Erimiş Alüminyum Kanal ve Oluk
 Alüminyum Sıvı Haznesi
Alüminyum Sıvı Haznesi
 Erimiş Alüminyum Yalıtımlı Kanal
Erimiş Alüminyum Yalıtımlı Kanal
 Erimiş Alüminyum Havza
Erimiş Alüminyum Havza
 Erimiş Metal Kanalı
Erimiş Metal Kanalı
 Ateş Dayanıklı Kanal Kanalı
Ateş Dayanıklı Kanal Kanalı
 Çamaşır Havuzu ve Yıkama Teknesi
Çamaşır Havuzu ve Yıkama Teknesi
 Alüminyum Silikat Kanalı
Alüminyum Silikat Kanalı
 Alüminyum Silikat Tıpa Konisi
Alüminyum Silikat Tıpa Konisi
 Erimiş Metal Yolu Sistemi
Erimiş Metal Yolu Sistemi
 Erimiş Alüminyum Filtreleme Sistemi
Erimiş Alüminyum Filtreleme Sistemi
 Oluk ve Yıkama Kanalı
Oluk ve Yıkama Kanalı
 Erimiş alüminyum oluğu
Erimiş alüminyum oluğu
 Erimiş Alüminyum Kanal Sistemi
Erimiş Alüminyum Kanal Sistemi
 Seramik Elyaf Ürünleri
Seramik Elyaf Ürünleri





