
Kartuş Filtre Nedir ve Alüminyum Filtrasyonunda Neden Kullanılır?
Kartuş filtre erimiş alüminyum alaşımından çözünmüş hidrojen, metalik olmayan kalıntılar ve ince kirlilikleri gidermek için kullanılan silindirik veya çok tüplü bir seramik filtre elemanıdır. Döküm sistemi içinde yer alan ve döküm sırasında metali filtreleyen düz seramik köpük filtrelerin aksine, kartuş filtre genellikle bir çevrimiçi filtreleme ünitesi veya hat içi filtreleme sistemi eriyi, bekletme fırınından döküm istasyonuna doğru ilerlerken sürekli olarak işleyen sistem.
Çalışma prensibi, köpük filtrelemeden farklıdır. Bir kartuş filtre sisteminde, erimiş alüminyum, yüksek gözenekli seramik malzemelerden (genellikle alümina, silikon karbür veya bunların bir kombinasyonu temel alınarak üretilen) yapılmış seramik filtre elemanlarının içinden veya etrafından geçer; bu elemanlar hem katı partiküllerin son derece ince bir şekilde filtrelenmesini sağlar hem de bazı konfigürasyonlarda kontrollü rotor-gaz etkileşimi yoluyla gaz giderimine yardımcı olur.
Kartuş filtreleme özellikle şu alanlarda yaygın olarak kullanılmaktadır:
- Alüminyum çubuk ve telin sürekli dökümü (özellikle elektrik iletkeni sınıfı)
- Kütük ve levha dökümü metal temizliği konusunda katı şartların geçerli olduğu durumlarda
- Tekerlek ve otomotiv parçaları dökümü yüksek mekanik performans gereksinimleri olan
- Folyo hammadde ve teneke kutu gövdesi saclarının haddelenmesi, burada kalıntılardan kaynaklanan yüzey kusurlarının kabul edilemez olduğu durumlarda
Kartuş filtrelerin bu uygulamalarda tercih edilmesinin nedeni sadece filtreleme verimliliği değildir. Asıl neden, düz köpük filtrelerde olduğu gibi filtre elemanlarını sık sık değiştirmek için döküm hattını durdurmaya gerek kalmadan, büyük hacimli metalleri kesintisiz ve tutarlı bir şekilde filtreleyebilme yeteneğidir.

Kartuş filtre
Kartuş Filtreleme İlkesi Aslında Nasıl Çalışır?
Filtreleme mekanizmasını anlamak, hazırlığın neden bu kadar önemli olduğunu açıklamaya yardımcı olur.
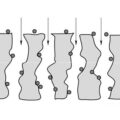
Erimiş alüminyumun girdiği kartuş filtre ekipmanı çeşitli metalik olmayan safsızlıklar içerir — oksitler, spineller, refrakter kalıntıları, akı kalıntıları ve birkaç yüz mikrondan tek haneli mikron boyutlarına kadar değişen diğer kirleticiler. Kartuş filtre, bunları bir iki aşamalı filtreleme süreci:
Yüzey filtrasyonu — Büyük parçacıklar ve iri kirlilik kümeleri, filtre tüpünün dış yüzey malzemesi tarafından tutulur. Metal, tüp duvarına doğru akarken, yüzeydeki gözenek açıklıklarından daha büyük olan parçacıklar, dış yüzeyde fiziksel olarak tutulur. Zamanla, bu yüzeyde tutulan kalıntılardan oluşan bir filtre keki birikir; bu durum, akış direncini kademeli olarak artırsa da, aslında yüzey filtrasyon verimliliğini artırır.
Derinlik filtrasyonu ve adsorpsiyon — Yüzey tabakasından geçen daha küçük parçacıklar, filtre tüpünün duvarının içindeki gözenekli ortama girer. Bu ince parçacıklar, kıvrımlı iç gözenek ağından geçerken iç seramik yüzeylerle temas eder ve Van der Waals kuvvetleri, yüzey gerilimi etkileri ile gözenek birleşim yerlerinde mekanik olarak hapsolmanın birleşimi yoluyla adsorbe edilir.
Bu sayede filtre tüpünün çift filtreleme etkisi, kartuş filtre, tek katmanlı veya sadece yüzeysel filtreleme yöntemlerine kıyasla önemli ölçüde daha yüksek filtreleme verimliliği sağlar. Sonuç olarak, iletken çubuk, havacılık kütüğü, otomotiv jantı ve hassas kalıplı döküm gibi zorlu üretim uygulamalarının temizlik gereksinimlerini karşılayan yüksek kaliteli erimiş metal elde edilir.
Bu ikili mekanizma, kartuş filtresinin hazırlığının bu kadar kritik olmasının da nedenidir. Seramik dolgu malzemesi — termal şok nedeniyle oluşan çatlaklar, nem kirliliği veya yetersiz sızdırmazlık nedeniyle — zarar görürse, iç filtreleme tabakası atlanır veya hasar görür ve sistem, kartuş filtresinin kullanılmasını haklı kılan ince parçacık tutma yeteneğini tam da bu nedenle yitirir.
Alüminyum için en yaygın kartuş filtre türleri nelerdir?
Hazırlık ve kullanım konusuna geçmeden önce, ürün yelpazesini anlamak faydalı olacaktır; zira “kartuş filtre” terimi, uygulamada farklı şekillerde kullanılan birkaç farklı konfigürasyonu kapsamaktadır.
| Filtre Türü | Yapı | Çalışma Modu | Filtreleme Hedefi | Tipik Uygulama |
|---|---|---|---|---|
| Tek tüplü seramik kartuş | Tek delikli seramik silindir | Dıştan içe veya içten dışa akış | ≥10 μm boyutundaki inklüzyonlar | Küçük ölçekli hat içi filtreleme, laboratuvar dökümü |
| Çok borulu kartuş filtre | Bir muhafaza içindeki birden fazla paralel seramik tüp | Boru duvarlarından dışarıya doğru akış | 5–15 μm ve üzeri boyutlardaki inklüzyonlar | Sürekli çubuk ve tel dökümü |
| Mum filtre | Bir ucu kapalı dikey seramik boru | Dıştan içe filtrasyon, yerçekimi destekli | İnce inklüzyonlar, bir miktar gaz | Yüksek saflıkta alüminyum, özel alaşımlar |
| Sert ortam kartuşu | Bağlanmış seramik granül blok | Derinlik filtrasyonu | 10–30 μm ve üzeri boyutlardaki inklüzyonlar | Yüksek kapasiteli kütük ve slab üretim hatları |
| Kombine gaz giderme-filtreleme ünitesi | Aşağı akış kartuşlu rotor gaz giderme | Gaz giderme + derin filtreleme | H₂ + kapanımlar | Entegre hat içi arıtma sistemleri |
Birincil ve ikincil alüminyum üretiminde kullanılan endüstri standardı kartuş filtre konfigürasyonlarına dayalı sınıflandırma. Terminoloji, ekipman üreticileri arasında farklılık gösterebilir.
Alüminyum sektöründeki dökümhanelerin ve döküm tesislerinin çoğu şu sorunla karşılaşmaktadır: çok tüplü kartuş filtre en sık kullanılanıdır. Bu, sürekli döküm uygulamaları için en çok kullanılan yapılandırmadır ve insanlar şu konuda soru sorduklarında en sık gündeme gelen format Kullanım öncesi kartuş filtresinin hazırlanması.
Kartuş filtre sisteminin başlıca bileşenleri nelerdir?
Bir kartuş filtre sistemi, sadece filtre elemanından ibaret değildir. Ekipmanın tam bileşimini anlamak, hazırlık aşamasında neden sadece boruların değil, tüm montajın kontrol edilmesi gerektiğini açıklamaya yardımcı olur.
Tipik bir kartuş filtre ünitesi aşağıdaki ana bileşenleri içerir:
- Ara elektrik kutusu — Isıtma elemanları ve sıcaklık düzenleme sistemi için elektrik kontrol ve güç kaynağını barındırır
- Isıtma elemanı — Bekleme ve üretim sırasında çalışma sıcaklığını koruyan, filtre kutusu gövdesine monte edilmiş dirençli ısıtma elemanları
- Kutu kapağı — Sistemi sızdırmaz hale getiren ve termokupl erişim delikleri ile havalandırma deliklerini içeren filtre muhafazasının üst kapağı
- Kutu gövdesi — Çalışma sırasında filtre elemanlarını ve erimiş alüminyumu barındıran, refrakter kaplamalı ana gövde
- Boru grubu ve kaldırma aparatı — Filtre borusu grubunun takılması, sökülmesi ve inceleme ile değiştirme amacıyla kaldırılması için kullanılan filtre borusu grubu ve mekanik tutucu
- Kama bloğu — Filtre borusu grubunu gövde içinde sabitleyen ve refrakter astara karşı uygun sızdırmazlığı sağlayan mekanik kilitleme bileşenleri
Sistem çalışma sıcaklığına getirilmeden önce bu bileşenlerin her birinin düzgün çalışır durumda olması gerekir. Arızalı bir ısıtıcı, hasarlı bir kutu contası veya yerine tam oturmamış bir kama bloğu, filtrenin arızalanmasına veya metal baypasına yol açabilir; bu nedenle, çalıştırma öncesi hazırlık prosedürü sadece seramik elemanları değil, sistemin tamamını kapsamaktadır.
Kartuş filtresinin kullanılabilmesi için önceden ne tür bir hazırlık yapılması gerekir?
Bu, çoğu alıcının ihtiyaç duyduğu, ancak çoğu tedarikçinin üstünden geçip gittiği bir konudur. Hazırlık aşamasını doğru bir şekilde yapmak, bir kartuş filtresinin tüm hizmet ömrü boyunca verimli bir şekilde çalışmasıyla, ilk kullanımda arızalanması arasındaki farkı belirler.
1. Adım: Çıkarma konisini takın ve sızdırmazlık sistemini sabitleyin
Isıtma işlemi başlamadan önce, şunu takın: çıkış konisi konik fiş konektörüne takın ve sıkıca sabitleyin. Montaj parçasını kutu gövdesinin ateşaltı malzeme kaplamasına yerleştirin, ardından kilitleme kolunu yerine indirin. Bir sıvı metale karşı sızdırmaz conta bu sonuç elde edilir.
Bu adım kesinlikle atlanamaz. Eğer tap-out koni contası metal sızdırmazlığı sağlamazsa, çalışma sırasında erimiş alüminyum sızacak, bu da bir güvenlik tehlikesi yaratacak ve filtre kutusunun altındaki alanı kirletecektir. Sıkıştırılmış seramik elyaf koni Her kampanyadan önce kontrol edilmelidir — önceki kullanımdan kaynaklanan aşınma, çatlama veya deformasyon belirtileri görülürse, değiştirin.
2. Adım: Tüm çalışma parametrelerini kontrol edin
Pişirmeye başlamadan önce, kullanım arayüzündeki parametre ayarlarının doğru olup olmadığını kontrol edin. Bunlar arasında şunlar yer alır:
- Pişirme ve çalışma modları için sıcaklık ayar değerleri
- Isıtma elemanı güç ayarları
- Termokupl atamaları ve ölçüm değerleri
- Alarm ve güvenlik kilidi ayarları
Kulağa sıradan bir durum gibi gelse de, bakım veya kontrol sistemi güncellemelerinin ardından ortaya çıkan parametre hataları, kimsenin kabul etmek istemese de oldukça yaygındır. Yanlış bir ayar değeri, ürünün yeterince pişmemesine, aşırı sıcaklık dalgalanmalarına veya uygun çalışma koşullarına ulaşılamamasına yol açabilir.
Kartuş filtreler için ekipmanın fırınlanması neden bu kadar önemlidir?
Fırınlama işlemi, tartışmasız en kritik hazırlık aşamasıdır ve bu aşamanın atlanması ya da aceleye getirilmesi, kartuş filtrelerin devreye alınmasında yaşanan sorunların en yaygın tek nedenidir.
Pişirmenin amacı nedir?
Fırınlama iki temel işlevi yerine getirir:
- Adsorbe olmuş suyu giderin filtre kutusunun içindeki yalıtım tabakası ile sabit astar döküm malzemelerinden kaynaklanan nem. Erimiş metal kutuya girdiğinde, ateş tuğlaları ve yalıtım malzemesinde hapsolmuş su buhar ve muhtemelen hidrojen gazı oluşturacaktır. Bu nem, işletime geçilmeden önce tamamen giderilmelidir.
- Termal gerilimi azaltın Tüm düzeneği kademeli olarak çalışma sıcaklığına getirerek astar malzemelerinde. Hızlı ısıtma, refrakterlerde çatlaklara yol açabilecek, yalıtımı bozabilecek ve seramik filtre elemanlarını termal şok dayanım sınırlarının ötesinde zorlayabilecek termal gradyanlara neden olur.
Doğru pişirme yöntemi nedir?
Kartuş filtre sisteminin fırınlama işlemi, ayrıntılara özen gösterilmesini gerektirir. İşte adım adım tüm süreç:
a. Kutunun içini hazırlayın
Kutu gövdesinin tabanına az miktarda karbon yerleştirin. Karbon tabakasının yüksekliği 50 mm'yi aşmamalıdır. Filtre kutusunun üst kapağını kapatın. Yalıtım pamuğu kullanarak filtre kutusunun hem girişini hem de çıkışını sıkıca kapatın. Bu, pişirme işlemi sırasında ısıl homojenliği korurken nemin kontrollü bir şekilde dışarı çıkmasına olanak tanıyan yarı sızdırmaz bir ortam oluşturur.
b. Pişirmeden önce havalandırma somunlarını gevşetin
Pişirme döngüsüne başlamadan önce, kutu gövdesi çevresinde bulunan havalandırma somunlarını çevirerek açın. Bu havalandırma delikleri, ısıtmanın ilk aşamalarında yalıtım kaplamasındaki nemin buhar olarak dışarı çıkmasını sağlar. Bu havalandırma delikleri kapalı kalırsa, hapsolmuş buhar yalıtım tabakası içinde basınç oluşturur; bu da kaplamada hasara veya hatta dökümlü refrakterin patlayarak parçalanmasına neden olabilir.
c. Kutu kapağını ve açıklıkları düzgün bir şekilde kapatın
Kutunun üst açıklığını bir 20 mm kalınlığında elyaf battaniye ve kutu kapağının iyice sızdırmaz hale getirildiğinden emin olun. Kutunun alüminyum giriş ve çıkış kısımları, elyaf battaniye malzemesi ile sızdırmaz hale getirilmelidir, ancak 400°C’ye kadar olan ısıtma aşamasında uygun büyüklükte bir nem tahliye deliği bırakın. Bu sayede, kritik kurutma aşamasında kalan nemin dışarı çıkması sağlanır. Sıcaklık 400 °C’yi aştıktan sonra, nem tahliye deliklerini sıkıca kapatın — Bu aşamada, serbest ve kimyasal olarak bağlı su buharlaşmış olmalı ve pişirme döngüsünün geri kalanında sıcaklık homojenliğini korumak için sızdırmaz bir ortam gereklidir.
d. Sıcaklık izleme amacıyla termokupllar takın
Kutu kapağındaki sıcaklık ölçüm deliğine bir termokupl yerleştirin ve bunu aşağıya doğru uzatın, boşluğun orta ve alt kısmı fırın gazı sıcaklığını hassas bir şekilde kontrol etmek için. En iyi sonuçları elde etmek için, tahliye deliğine ek bir termokupl yerleştirin ve bunu dijital bir termometreye bağlayın. Bu düzenleme, size üst ve alt bölgeler arasındaki sıcaklık farkını izlemek fırın boşluğunun. Büyük bir sıcaklık farkı, düzensiz ısınmaya işaret eder; bu da astar ve filtre elemanlarında termal gerilme hasarı riskini artırır.
e. Sıcaklık ilişkisini anlamak
Kalıp içindeki erimiş alüminyum için normal işlem sıcaklığı yaklaşık olarak 750 °C. Fırın gazı iletim sıcaklık farkı yaklaşık olarak Metal sıcaklığının 50 °C üzerinde, yani Pişirme sırasında fırın gazının maksimum kontrol sıcaklığı 800 °C’dir. Bu sıcaklığı aşmayın — daha yüksek sıcaklıklar, astar malzemelerine ve seramik filtre elemanlarına zarar verme riski taşır.
f. Mümkünse program kontrolünü kullanın
Sıcaklık kontrol göstergesi bir program kontrol işlevi, pişirme eğrisini üreticinin önerdiği profile göre ayarlayın ve sistemin otomatik olarak çalışmasına izin verin. Herhangi bir anormallik durumunda manuel müdahale imkânı mevcut olmalıdır. Sıcaklık kontrol cihazı program kontrolü yoktur, kullanın zaman adımlı manuel kontrol pişirme eğrisini takip etmek için. Manuel modda, şunun sağlandığından emin olun: maksimum akım, nominal akımı aşmaz herhangi bir güç regülatörü ayarında ısıtma elemanlarının.
Aşağıdaki tabloda, kartuş filtre ekipmanları için önerilen bir pişirme eğrisi sunulmaktadır:
| Aşama | Sıcaklık Aralığı (°C) | Yükselme Hızı | Bekletme Süresi | Anahtar Eylem |
|---|---|---|---|---|
| 1. Aşama — İlk kurutma | Ortam → 200 | ≤50 °C/saat | 200 °C’de 2–3 saat | Havalandırma somunları açık; nem tahliye delikleri açık |
| 2. Aşama — Susuz kalma | 200 → 400 | ≤50 °C/saat | 400 °C’de 3–4 saat | Kimyasal olarak bağlanmış suyun salınması; 400 °C’den sonra nem deliklerini kapatın |
| 3. Aşama — Ara ısıtma | 400 → 600 | ≤80 °C/saat | 600 °C’de 2–3 saat | Üst/alt sıcaklık farkını izleyin |
| 4. Aşama — Son pişirme | 600 → 800 | ≤100 °C/saat | 800 °C’de 4–6 saat | Tam termal stabilizasyon; astar gerilim giderme |
Alüminyum filtreleme ekipmanları için standart refrakter kurutma prosedürlerine dayalı pişirme profili. Gerçek eğri, astar bileşimi ve kutu boyutlarına göre ekipman üreticisi tarafından ayarlanabilir.
g. Pişirme işlemi tamamlandıktan sonra
800 °C’de tutma işlemi tamamlandığında, sistem doğrudan alüminyum üretimine geçebilir. Sistem hemen üretime alınmayacaksa, sıcaklık şunun kadar olmalıdır inceleme amacıyla kapağı açmadan önce sıcaklık 100 °C’ye düşürüldü. Yüksek sıcaklıklarda kapağın açılması, sıcak astarı ortam havasına maruz bırakarak, şu riski doğuran hızlı sıcaklık gradyanlarına yol açar: aşınmaz astarın çatlaması. Alternatif olarak, inceleme gerekmiyorsa, sistem oda sıcaklığına ulaşana kadar kapağı açmayın.
Önemli kural: Pişirme işlemi devam ederken veya 100°C’nin üzerindeki soğuma aşamasında kapağı asla kısmen açmayın. Kapağın kısmen açılması, astar yüzeyinde yerel termal şoka neden olan soğuk havanın girmesine yol açar; bu durum, onarımı maliyetli olan ve sistem devreye girene kadar fark edilmeyebilecek dökülme ve çatlamalara neden olabilir.
Kartuş filtre sistemini çalıştırmadan önce başka nelere dikkat etmelisiniz?
Pişirme işleminin ötesinde, sistemin düzgün çalışıp çalışmayacağını belirleyen birkaç başka hazırlık adımı daha vardır.
Filtre gövdesi düzgün bir şekilde sızdırmaz hale getirilmiş mi?
Kurulumdan önce tüm conta ve sızdırmazlık yüzeylerini kontrol edin. Filtre elemanı ile gövde arasındaki sızdırmazlık hayati önem taşır — herhangi bir boşluk, filtrelenmemiş metalin filtreyi tamamen atlamasına neden olur. Seramik elyaf contalar veya sıkıştırmalı refrakter sızdırmazlık elemanları hasar açısından incelenmeli, aşınmışsa değiştirilmeli ve filtre elemanı çapı ile gövde geometrisine uygun özelliklere sahip oldukları doğrulanmalıdır.
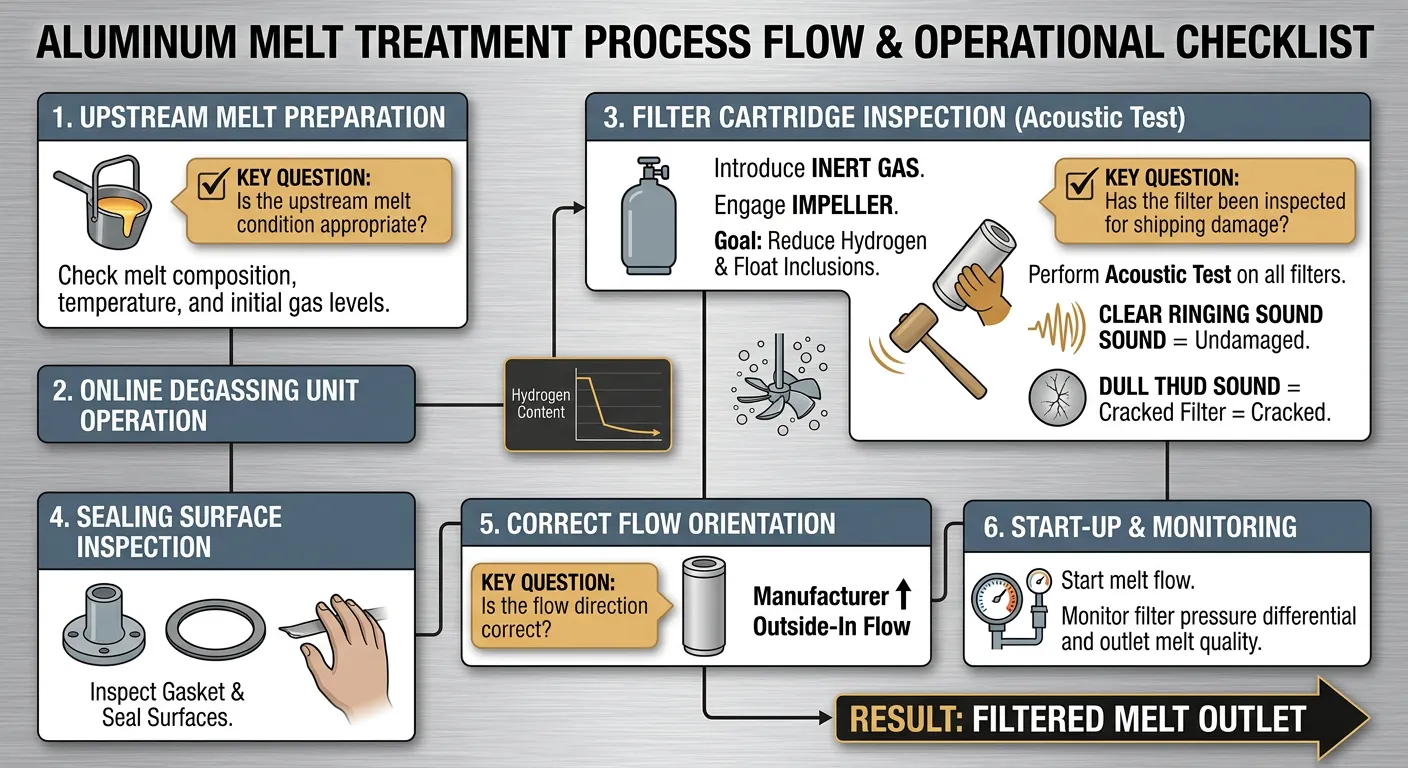
Akış yönü doğru mu?
Kartuş filtreler yönlüdür. Dıştan içe akış konfigürasyonları daha yaygındır, ancak belirli uygulamalar için içten dışa akış konfigürasyonları da mevcuttur. Filtrenin yanlış yönde takılması, filtreleme verimliliğini düşürür ve erken tıkanmaya neden olabilir. Kurulumdan önce üreticinin işaretlerini veya belgelerini kontrol edin.
Filtre, nakliye sırasında hasar görmüş olup olmadığı açısından kontrol edildi mi?
Seramik kartuş filtre elemanları, montaj öncesinde kırılgan bir yapıya sahiptir. Nakliye sırasında meydana gelen hasarlar — mikro çatlaklar, uçlarda kırıklar, duvarlarda çatlaklar — çıplak gözle görülmeyebilir, ancak çalışma sırasında termal ve mekanik baskı altında arızaya neden olur. Kurulumdan önce, her bir elemanı iyi bir aydınlatma altında gözle görülür çatlaklar açısından inceleyin ve elemana hafifçe vurun; hasarsız seramiğin çıkardığı net tını ile çatlak olanın çıkardığı boğuk sesi karşılaştırarak kontrol edin.
Yukarı akıştaki erime durumu uygun mu?
Bir kartuş filtre, eriyik önceden gazdan arındırılmış ve kaba bir arıtma işleminden geçirilmiş olduğunda en verimli şekilde çalışır. Aşırı kirlenmiş, yüksek hidrojen içeren metali, ön arıtma yapılmadan doğrudan kartuş filtreye beslemek, filtre ömrünü önemli ölçüde kısaltır ve filtrenin hızla tıkanmasına yol açabilir.
Bu, birçok sürekli döküm işleminin bir çevrimiçi gaz giderme ünitesi kartuş filtresinin yukarısında. Gaz giderme ünitesi, metal filtreye ulaşmadan önce hidrojen içeriğini azaltır ve bazı kalıntıları yüzeye çıkarır; bu da filtrenin hizmet ömrünü önemli ölçüde uzatır ve döküm noktasında eriyik temizliğini genel olarak iyileştirir.
Kartuş filtre sistemini çalıştırmadan önce kontrol etmeniz gereken hususlar
Prosesiniz İçin Doğru Kartuş Filtre Özelliklerini Nasıl Seçersiniz?
Bir [...] için teknik özellik seçimi seramik kartuş filtre Bu, çeşitli değişkenleri sizin özel döküm işleminize uygun hale getirmeyi gerektirir.
| Seçim Parametresi | Seçenekler / Ürün Yelpazesi | Seçim Kriterleri | Yanlış Seçimin Etkisi |
|---|---|---|---|
| Filtreleme derecesi (μm) | 5–50 μm tipik aralık | Hedeflenen bileşim miktarı, alaşım kalitesi | Çok ince: tıkanma; çok kaba: yabancı maddeler geçip gider |
| Akış hızı kapasitesi | Döküm üretim kapasitesine uygun (kg/dk veya t/saat) | Atış hattı hızı, metal kafa | Boyutunun altında: akış kısıtlaması; boyutunun üzerinde: yetersiz kalma süresi |
| Eleman çapı / uzunluğu | Üreticiye ve gövdeye göre değişiklik gösterir | Mevcut konut boyutları veya yeni sistem tasarımı | Uyumsuzluk: baypas sızıntısı veya kurulum hatası |
| Seramik malzeme | Alümina, SiC, karışık oksit | Alaşım uyumluluğu, çalışma sıcaklığı | Yanlış malzeme: kimyasal saldırı, kirlenme |
| Eleman sayısı | Tek tüplü ve çok tüplü diziler | Gerekli akış kapasitesi ve filtreleme alanı | Çok az olursa: hizmet ömrü kısa olur; çok fazla olursa: gereksiz maliyet ortaya çıkar |
| Çalışma basıncı | Genellikle 0,05–0,3 bar | Sistem tasarımı, metal kafa mevcuttur | Sınırların aşılması: filtre arızası |
Alüminyum alaşımı işleme sürecinde seramik kartuş filtreleme için uygulama mühendisliği ilkelerine dayalı seçim kılavuzu. Kesin boyutlandırma için üreticinin teknik özelliklerine başvurun.
Alüminyum çubuk dökümünde bir kartuş filtre hangi akış hızını karşılayabilmelidir?
Saatte yaklaşık 3–5 ton üretim kapasitesine sahip standart bir 8 mm alüminyum çubuk sürekli döküm hattı için, uygun şekilde boyutlandırılmış çok borulu kartuş filtre sistemi, normal çalışma koşullarında önemli bir basınç düşüşü yaşanmadan tüm eriyik akışını işlemelidir. Filtre, hizmet ömrü boyunca filtreye biriken kalıntılar nedeniyle akış direncinde kademeli olarak meydana gelen artışı hesaba katmak amacıyla, nominal döküm veriminin genellikle 20–30% üzerinde olacak şekilde bir marj bırakılarak boyutlandırılmalıdır.
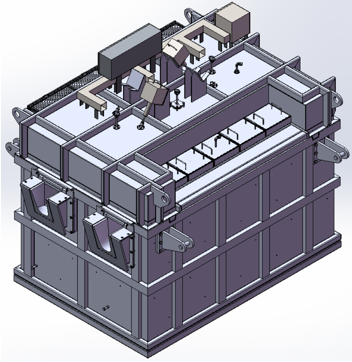
2803 Kartuş Filtre Ekipmanı
Bir Kartuş Filtresinin Ne Zaman Değiştirilmesi Gerektiğini Nasıl Anlarsınız?
Bir şeyin... olduğuna dair başlıca göstergeler kartuş filtre hizmet ömrünün sonuna yaklaşanlar şunlardır:
- Artan basınç farkı sabit akış hızında filtreden geçen — en güvenilir gösterge
- Erimiş maddenin saflığındaki azalma döküm noktasında — artan kalıntı sayısı, daha fazla döküm kusuru
- Gözle görülür metal seviyesi artışı sabit döküm hızında filtre gövdesinin yukarısında
- Renk değişikliği veya yüzeyde birikintiler bakım denetimleri sırasında filtre elemanının dış yüzeyinde
- Planlı değiştirme işlenen tonaja göre — birçok işletme, deneyimlerine dayanarak her filtre seti için bir maksimum tonaj belirler
Ön arıtma yapılmadığında, geri dönüştürülmüş alaşım hattındaki bir filtrenin 5–10 ton sonra değiştirilmesi gerekebilir. Birincil alaşımda uygun ön arıtma uygulandığında, her filtre seti için 50–100 tonluk bir hizmet ömrü elde edilebilir.
Kartuş Filtresinin Hazırlığı Atlanırsa veya Yanlış Yapılırsa Ne Olur?
Teorik değil, gerçek sonuçlar.
Termal şok çatlaması — Yetersiz pişirme sonucu ortaya çıkan en yaygın arıza türü budur. Metalle ilk temas sırasında çatlayan seramik eleman, eriyik içine seramik parçacıkları salar. Bu parçacıklar da kendileri kalıntı haline gelir.
Nemi kullanarak hidrojen elde edilmesi — Yeterince kurutulmamış filtre elemanı ve kaplamadaki nem, erimiş alüminyumla reaksiyona girer (2Al + 3H₂O → Al₂O₃ + 3H₂). Hidrojen eriyik içinde çözünür ve bu da dökümlerde gözeneklilik riskini artırır.
Yetersiz sızdırmazlıktan kaynaklanan metal baypas — Yanlış takılmış bir filtre elemanı veya hasarlı bir çıkış konisi, metalin filtrenin etrafından akmasına neden olur. Sistem çalışmaya devam eder, ancak filtreleme verimliliği neredeyse sıfıra düşer.
Aşırı yüklü eriyik nedeniyle erken tıkanma — Filtre, eriyik ön arıtma yapılmadan monte edilirse ve alaşımda çok fazla kalıntı varsa, filtre hızla tıkanacaktır. Filtre düzgün çalıştı — ancak gelen eriyik çok kirli olduğu için beklenenden daha hızlı doldu.
Kapağın yanlış kullanılması sonucu astarda meydana gelen hasar — Pişirme sırasında veya soğutma aşamasında 100 °C’nin üzerindeki sıcaklıklarda kutu kapağının açılması, ciddi termal gradyanlara yol açar. Bunun sonucunda oluşan astar çatlakları dışarıdan görünmeyebilir, ancak sonraki üretim aşamalarında metalin içe sızmasına ve yalıtımın bozulmasına neden olur.
AdTech Gerçek Vaka Örneği: Türkiye’de Sürekli Çubuk Döküm Hattının İyileştirilmesi
Türkiye’de faaliyet gösteren orta ölçekli bir alüminyum çubuk üreticisi, saatte yaklaşık 4,5 ton 8 mm EC sınıfı alüminyum çubuk üretim kapasitesine sahip bir sürekli döküm ve haddeleme hattını işletiyordu. Bu tesis, elektrik iletkeni üreticilerine tedarik sağlıyordu ve sıkı iletkenlik şartnamelerine tabiydi — çubukta bulunan herhangi bir önemli kalıntı içeriği, iletkenliği etkiliyor ve sonraki çekme işlemleri sırasında tel kopmasına neden oluyordu.
Olaydan önceki durum
Tesis, döküm çarkına besleme yapan olukta basit, tek kademeli bir köpük filtre sistemi kullanıyordu. Bu sistem başlangıçta daha düşük bir üretim hızı için tasarlanmıştı ve kapasite arttıkça güncellenmemişti. Tesis şu sorunlarla karşı karşıyaydı:
- Çekme aşamasındaki tel kopma oranları, EC sınıfı çubuklar için sektör ortalamasının yaklaşık iki katıdır
- Kötü oturan köpük filtre kalıplarının yol açtığı filtre baypasından kaynaklanan periyodik döküm kesintileri
- Önceden gaz giderme işlemi yapılmadı — eriyik, tutma fırınından doğrudan döküm kanalı ve döküm çarkına aktarıldı
- İletkenlik test sonuçlarında tutarsızlık gözlemlenmiştir; bazı bobinler, minimum IACS spesifikasyonunun sınırlı bir ölçüde altında kalmıştır
Mühendislik ekibi, köpük filtre tedarikçilerini iki kez değiştirmeyi denemiş, ancak kayda değer bir iyileşme elde edememişti; bu nedenle tamamen farklı bir filtreleme yöntemini değerlendirmeye karar verdiler.
Neler sağlandı ve hayata geçirildi
Hat düzenini, alaşım özelliklerini ve üretim kapasitesi gereksinimlerini inceledikten sonra, teknik ekip karma bir yaklaşım önerdi:
- Bekletme fırınının çıkışı ile döküm oluğu arasına yerleştirilmiş bir adet hat içi gaz giderme ünitesi
- Çok borulu seramik kartuş filtre sistemi saatte 5,5 ton kapasiteli, gaz giderme ünitesinin arkasına monte edilmiş
- Mevcut oluk kaplamasının daha yüksek kaliteli bir kaplama ile değiştirilmesi seramik elyaf kanalı metal aktarımı sırasında ısı kaybını ve oksit oluşumunu azaltmaya yönelik bileşenler
- Aşağıdakileri içeren yapılandırılmış bir devreye alma süreci: fırınlama protokolü eğitimi bakım ekibi için — ki bu, tesisin önceki filtre kurulumlarında en tutarlı şekilde atladığı adım olduğu ortaya çıktı
Teslim edilen ekipmanların toplamı arasında gaz giderme ünitesi, kartuş filtre gövdesi ve ilk eleman seti ile yaklaşık 18 metrelik döküm oluğu için oluk kaplama malzemeleri yer alıyordu.
Üç aylık faaliyetin ardından elde edilen sonuçlar
- Çekme aşamasındaki tel kopma oranı, ilk altı hafta içinde yaklaşık 65% azaldı
- İletkenlik testlerinde başarısızlıklar fiilen ortadan kalktı — tüm üretim bobinleri IACS spesifikasyonlarına tutarlı bir şekilde uydu
- Eleman seti başına filtre ömrü, köpük filtrelere kıyasla önemli ölçüde daha uzundu
- Tesisin en büyük müşterisi — bir Türk elektrik kablosu üreticisi — tutarlılıktaki iyileşmeye dayanarak gelen mal kabul denetim sıklığını azalttı
Tesis daha sonra paralel bir döküm hattı için ikinci bir gaz giderme ünitesi sipariş etti. Bakım ekibi artık ön ısıtma, fırınlama ve eleman değiştirme işlemlerini bağımsız olarak yürütüyor.
Entegre eriyik işleminin alüminyum çubuk kalitesini nasıl iyileştirdiğine dair daha fazla bilgi için, Uluslararası Alüminyum Enstitüsü, iletken sınıfı alüminyum için metal kalite standartlarına ilişkin kılavuzlar yayınlamaktadır.
Kartuş Filtrasyonu, Modern Bir Alüminyum Ergitme Arıtma Sistemine Nasıl Entegre Edilir?
En etkili alüminyum eriyik arıtma sistemleri, kartuş filtrelemeyi bağımsız bir çözüm olarak değil, bir işlem dizisinin bir aşaması olarak ele alır. Tipik bir yüksek kaliteli sürekli döküm hattı şunları içerebilir:
- Fırın işlemi — Bekletme fırınında akıtma, karıştırma ve çökeltme
- Hat içi gaz giderme — Hidrojen içeriğini 0,12–0,15 ml/100 g’nin altına düşürmek için döner gaz giderme işlemi
- Kartuş filtreleme — Gaz giderme işleminden sonra kalan kalıntıların ince filtrelenmesi
- Kontrollü aktarım — Yeniden oksitlenmeyi ve sıcaklık kaybını önlemek için uygun şekilde astarlanmış yıkama kanalları
- Döküm alıştırması — Sıcaklık kontrolü, döküm hızı ve soğutma yönetimi
Kartuş filtre, bu sürecin ortasında yer alır. İyi işlenmiş, gazdan arındırılmış metal beslerseniz, filtre iyi performans gösterir. İşlenmemiş metal beslerseniz ise, fırınlama prosedürünü ne kadar dikkatli uygularsanız uygulayın, filtre hızla tıkanacaktır.
Bu konuda anlaşılması gereken en önemli şey şudur: cartridge filter preparation — preparation is not just about the filter element itself. It is about preparing the entire melt treatment system to give the filter the conditions it needs to do its job properly.
The World Aluminium organisation provides published data on aluminum production standards and melt quality benchmarks that are useful context when setting cleanliness targets for any filtration upgrade project.
For anyone evaluating a cartridge filter installation or troubleshooting an existing system, reviewing the complete range of aluminum casting and melt treatment products gives a useful picture of how individual components — degassing, filtration, launder systems, and seramik köpük filtreler — fit together into a coherent treatment approach.
Sık Sorulan Sorular
1. What is a cartridge filter used for in aluminum casting?
It removes non-metallic inclusions and fine impurities from molten aluminum through surface and depth filtration before casting.
2. Why is baking required before using a cartridge filter?
Baking removes trapped moisture from the lining and filter elements and reduces thermal stress that could crack refractories during operation.
3. What temperature should the cartridge filter be baked to?
The maximum furnace gas temperature during baking is 800°C, with a controlled ramp rate to avoid thermal shock.
4. Can I open the filter box lid during the baking process?
No. Opening the lid partway through baking or above 100°C during cooling can cause lining cracks from sudden thermal shock.
5. What happens if moisture is not fully removed before operation?
Residual moisture reacts with molten aluminum to generate hydrogen gas, which increases porosity in castings.
6. How long does a cartridge filter element last?
It depends on melt condition. With proper upstream degassing, service life of 50–100 tonnes per element set is achievable.
7. Should degassing be used together with cartridge filtration?
Yes. Degassing removes dissolved hydrogen while the cartridge filter captures solid inclusions — they solve different problems.
8. How do I know when the cartridge filter needs replacement?
Rising pressure differential across the filter at constant flow rate is the most reliable indicator of element loading.
9. What causes a cartridge filter to crack during use?
Usually inadequate baking, excessive heating rate, or moisture remaining in the ceramic element before molten metal contact.
10. What is the correct flow direction for a cartridge filter?
Most cartridge filters use outside-in flow. Check manufacturer markings before installation — wrong orientation reduces performance.
İlgili yazılar:
 Boru Şeklinde Filtre Cihazı
Boru Şeklinde Filtre Cihazı
 En İyi Seramik Köpük Filtre
En İyi Seramik Köpük Filtre
 Çift Rotorlu Gaz Giderme Ünitesi
Çift Rotorlu Gaz Giderme Ünitesi
 CFF Seramik Köpük Filtre
CFF Seramik Köpük Filtre
 Alüminyum Çubuk Döküm Filtresi
Alüminyum Çubuk Döküm Filtresi
 Elektrikli Isıtmalı Yıkama Sistemi
Elektrikli Isıtmalı Yıkama Sistemi
 Birincil Alüminyumun Filtrelenmesi
Birincil Alüminyumun Filtrelenmesi
 Çevrimiçi İşleme Cihazı
Çevrimiçi İşleme Cihazı
 Erimiş Alüminyum Gaz Giderici
Erimiş Alüminyum Gaz Giderici
 Filtre kutusu ürününün kullanım alanları ve avantajları (gözenekli seramik filtre)
Filtre kutusu ürününün kullanım alanları ve avantajları (gözenekli seramik filtre)
 Alüminyum Dökümhanelerinde Köpük Seramik Filtre
Alüminyum Dökümhanelerinde Köpük Seramik Filtre
 Alümina Seramik Köpük Filtrenin Kurulumu
Alümina Seramik Köpük Filtrenin Kurulumu
 Erimiş Metal Havuzu
Erimiş Metal Havuzu
 Ateş Dayanıklı Akış Borusu
Ateş Dayanıklı Akış Borusu
 Arıtma Yöntemleri
Arıtma Yöntemleri





