
Alüminyum ve alaşımlarını daha saf hale getirmek, gaz ve kalıntı miktarını azaltmak amacıyla erimiş alüminyum veya alüminyum alaşımı rafine edilir (bu işleme arıtma da denir). Alüminyum ve çoğu alüminyum alaşımının erime sıcaklığı 700~750℃ olup, döküm sıcaklığı erime sıcaklığından biraz daha düşüktür. Ergitme arıtması, eriyikteki gazları, oksitleri ve metalik olmayan kalıntıları gidererek eriyiklerin saflaştırılmasını sağlar. Alüminyum ve alüminyum ana alaşımlarının eritilmesi sırasında gözenek oluşma eğilimi yüksektir ve ayrıca oksit kalıntılarının oluşması da kolaydır. Bu nedenle, gaz ve oksidasyon kalıntılarının önlenmesi ve giderilmesi, alüminyum alaşımlarının eritilmesi ve dökülmesi sürecindeki en temel sorun haline gelmiştir. Eritme sürecinde, oksijenle Al₂O₃ oluşumuna ek olarak, gazın (H₂) emilmesi de kolaydır. Sıvı metalin temas ettiği arayüzdeki hidrojen, atmosferde mevcut olabilir veya fırın gazındaki su buharı ile alaşımın bileşenleri arasındaki reaksiyon sonucu oluşabilir. Arıtma ve saflaştırmanın amacı, metal saflık derecesini artırmak için bu tür kalıntı gazları gidermek veya en aza indirmektir.

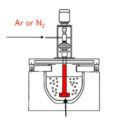
Alüminyum alaşımının arıtılması ve saflaştırılmasında genellikle yüzdürme yöntemi ve akı yöntemi kullanılır. Şunun eklenmesi yöntemi: arıtma maddesi şunlardır: Birincisi, çan camı yardımıyla alüminyum eriyiğine basınç uygulamak; ikincisi ise inert gazla alüminyum eriyiğine hava üflemektir.
Erimiş alüminyumdaki kalıntılar sadece hammadde karışımından değil, aynı zamanda eritme ve döküm işlemi sırasında alüminyum ile oksijen arasındaki reaksiyon sonucu oluşan oksit (Al₂O₃) kaynaklıdır. Erimiş alüminyumun yüzeyinde bir oksit tabakası bulunur. Erime noktasına yaklaştığında, bu tabakanın kalınlığı artar ve yapısı da değişir; erimiş alüminyuma bakan taraf yoğundur ve erimiş alüminyum üzerinde koruyucu bir etkiye sahiptir, ancak erimiş alüminyuma bakan taraf gevşektir; evet, içinde çok sayıda küçük delik oluşur ve bunlar hidrojen, hava ve su buharı ile doludur. Sıvı film alüminyum sıvısı içinde karıştırılırsa, bu sadece alüminyum sıvısındaki kalıntıları artırmakla kalmaz, aynı zamanda alüminyumdaki gaz içeriğini de artırır.
Alüminyumdaki kalıntılar genellikle iğne, blok vb. şekillerde bulunur; Al₂O₃ ile metal matrisin elastik modülü ve genleşme katsayısı farklı olduğundan, Al₂O₃’ün keskin köşelerinde gerilim yoğunlaşması kolayca ortaya çıkar. Bu nedenle, bu bölgeler genellikle malzeme kırılmasının ve korozyonun kaynağı haline gelir ve bu da ana malzemenin mukavemeti, yorulma direnci ve korozyon direnci üzerinde önemli bir etkiye sahiptir. Al2O3'ün sertliği, a-Al matrisinin sertliğinden çok farklı olduğundan, işlenmiş ürünlerin plastik deformasyonunda a-Al'ın normal akışını büyük ölçüde engeller ve böylece işlenmiş ürünlerin plastik deformasyon kabiliyetini ve yorulma ömrünü önemli ölçüde azaltır. Dış bir kuvvetin şiddetli etkisine maruz kaldığında, çatlaklar ilk olarak kalıntıların bulunduğu yerlerde oluşur ve bu da genellikle malzemenin kırılmasına neden olur veya kırılma sürecini hızlandırır.
İlgili yazılar:
 Alüminyum Arıtma
Alüminyum Arıtma
 Arıtma Akısı
Arıtma Akısı
 Arıtma Akışkanları
Arıtma Akışkanları
 Alüminyum Ergitme ve Arıtma
Alüminyum Ergitme ve Arıtma
 Alüminyumun Saflaştırılması
Alüminyumun Saflaştırılması
 Alüminyumla Su Arıtma
Alüminyumla Su Arıtma
 Granül Arıtma Maddeleri
Granül Arıtma Maddeleri
 Alüminyum Eriyiğinin Arıtılması
Alüminyum Eriyiğinin Arıtılması
 Alüminyum Alaşımları için Arıtma Yöntemleri
Alüminyum Alaşımları için Arıtma Yöntemleri
 Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
 Erimiş Metal Arıtma Teknolojisi
Erimiş Metal Arıtma Teknolojisi
 Gaz Giderme ve Arıtma
Gaz Giderme ve Arıtma
 Erimiş Alüminyumun Arıtma Yöntemi
Erimiş Alüminyumun Arıtma Yöntemi
 Alüminyum Alaşımı Arıtma İşlemi
Alüminyum Alaşımı Arıtma İşlemi
 Alüminyum Alaşımı Arıtma Yöntemleri
Alüminyum Alaşımı Arıtma Yöntemleri





