
Alüminyum şeritler için geliştirilen yeni yüksek hızlı döküm-haddeleme teknolojisi, geleneksel döküm-haddeleme teknolojisini temel alırken birçok gelişmiş yeni teknolojiyi de kullanmaktadır. Bu teknolojiler başlıca aşağıdaki unsurları içermektedir.

Yüksek Hassasiyetli Sıvı Seviyesi Kontrol Teknolojisi
'nin sıvı seviyesi kontrolü ön kutu Yüksek hızlı, sürekli ve istikrarlı döküm-haddeleme sürecinin önemli bir unsurudur. Yüksek hızlı döküm ve haddeleme koşullarında, metal akış hızının yüksek olması ve basınç artışından dolayı, sıvı seviyesinin hassas bir şekilde kontrol edilmesi özellikle önemlidir.
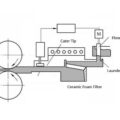
Tekerlek Ucu ve Nozul Sistemi
Döküm ve haddeleme işlemlerinde silindir aralığı genellikle şerit kalınlığından biraz daha küçüktür. İnce şeridin kalınlığı 0,5~2 mm olduğunda, silindir aralığı çok küçüktür. Erimiş alüminyumu silindir aralığına nasıl eşit bir şekilde aktarılacağı, döner başlık ucu ve nozul çok önemlidir. AdTech döküm ucu plakası, yüksek mukavemet ve sertliğe sahip, düşük ısı iletkenliği gösteren ve erimiş metali kirletmeyen yeni bir seramik elyaf malzemesi kullanır; bu malzeme, uzun süreli kullanımdan sonra da özelliklerini kaybetmez.
Yüksek Mukavemetli Çerçeve ve Makara Sistemi
Yüksek hızlı döküm haddeleme koşullarında, haddeleme kuvveti önemli ölçüde artar; bu da standın ve hadde sisteminin deformasyonunu artırır. İnce şerit ham parçalar için, daha yüksek sac şekil ve boyutsal doğruluğu gereklidir. Bu nedenle, çerçevenin rijitliği ve hadde manşonunun kalınlığı buna uygun olarak artırılmalıdır.
Döküm Silindirinin Soğutulması ve Kontrolü
Döküm ve haddeleme tesisi çalışırken, giriş ve çıkış suyu arasındaki sıcaklık farkının etkisiyle döküm silindiri eliptik bir şekil alır ve şerit kalınlığı periyodik olarak dalgalanır. Şerit daha kalın olduğunda bu kalınlık farkı göz ardı edilebilir. Ancak şerit kalınlığı 2 mm’nin altında olduğunda bu kalınlık farkına izin verilmez.
Hammaddenin havaya maruz kalma süresinin kısaltılması, hammaddenin emilimini ve yüzey oksidasyonunu azaltabilir, hammadde aşamasından külçe aşamasına kadar olan üretim döngüsünü önemli ölçüde kısaltabilir ve ürün kalitesini ile üretim verimliliğini artırabilir.
İlgili yazılar:
 Ultra İnce Döküm ve Haddeleme
Ultra İnce Döküm ve Haddeleme
 Sürekli Döküm ve Haddeleme Teknolojisi
Sürekli Döküm ve Haddeleme Teknolojisi
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha
 Sürekli Dökümde Tropikal Kusur
Sürekli Dökümde Tropikal Kusur
 Sürekli Döküm ve Haddeleme
Sürekli Döküm ve Haddeleme
 Besleme Çarkı İpucu
Besleme Çarkı İpucu
 Alüminyum Döküm İpuçları
Alüminyum Döküm İpuçları
 Döküm İpuçları
Döküm İpuçları
 Döküm Haddelenmiş Levha Kalitesi
Döküm Haddelenmiş Levha Kalitesi
 Alüminyum Folyo Dökümü
Alüminyum Folyo Dökümü
 Tekerlek Ucu ve Nozul
Tekerlek Ucu ve Nozul
 Nozul Rulo Boşluğu
Nozul Rulo Boşluğu
 Döküm-Haddeleme Üretim Sıcaklığı
Döküm-Haddeleme Üretim Sıcaklığı
 Sürekli Döküm için Döküm Ucu
Sürekli Döküm için Döküm Ucu
 Alüminyum Döküm için Ön Kutu
Alüminyum Döküm için Ön Kutu





