
Ultra ince yüksek hızlı döküm ve haddeleme teknolojisi, üretim hızını artırmayı, kütük kalınlığını azaltmayı, kütük kalitesini iyileştirmeyi, tanecikleri daha da inceltmeyi, akma sınırını, korozyon direncini ve darbe direncini artırmayı, levha kalınlığını azaltmayı ve levha şeklini iyileştirmeyi, verimliliği artırmayı, sonraki soğuk haddeleme işlemlerinin sayısını azaltmayı ve hatta net şekle yakın döküm hedefine ulaşmayı amaçlamaktadır.
İkili silindirli döküm ve haddeleme teknolojisinde öncü konumda bulunan bazı yabancı araştırma birimleri ve üreticiler, 1980’lerin sonlarında bu yeni teknolojinin araştırma ve geliştirilmesine yoğunlaşmaya başladılar ve bugüne kadar birçok birim önemli sonuçlar elde etti. Örneğin, Birleşik Krallık'taki Oxford Üniversitesi ile David Co. tarafından ortaklaşa geliştirilen çift valsli döküm-haddeleme makinesi, 15 m/dk hızında 1 mm kalınlığında şerit üretebilmektedir; Norveç Hydro Co. ve Lauenerco tarafından inşa edilen deneysel döküm-haddeleme makinesinde ise levhanın kalınlığı 2 mm'ye yakındır veya daha incedir, hız 10 m/dk'ya ulaşabilir ve üretim kapasitesi 2 kat artırılabilir; Levhanın kalınlığı 2 mm'ye yakın veya daha incedir, hız 10 m/dk'ya ulaşabilir ve üretim kapasitesi 2 kat artırılabilir; Hunter Co. ve Noranda1, 1993 yılının başlarında 1 mm kalınlığında bir döküm-haddelenmiş levha geliştirdi; Fransız Pechiney Co. ise Jumbo3C döküm ve haddeleme tesisinde 2-3 mm kalınlığında ve 1,2 m genişliğinde ince şeritler üretmektedir.
Bu teknolojilerin uygulanması, sadece levha kalınlığını azaltıp üretim hızını artırmakla kalmaz, aynı zamanda A1 serisi döküm alaşımları, alüminyum rulman alaşımları, metal matrisli kompozit malzemeler, çinko alaşımları ve M içeriği 5%’ye kadar çıkan duralüminyum alaşımları gibi daha fazla çeşit alaşımın üretilmesini de mümkün kılar, vb. gibi daha fazla çeşitlilikte alaşım üretilmesini mümkün kılmış ve yeni malzemelerin geliştirilmesine olanak sağlamıştır. Aynı zamanda, levha kalitesi de iyileştirilmiştir. Yüksek hızlı döküm ve haddelemenin yüksek soğuma hızı nedeniyle elde edilen kristal taneleri incedir ve kontrol seviyesinin iyileştirilmesi sayesinde merkez hattı ayrışması ve yatay dalgalanmalar gibi yüzey kalitesi sorunları ortadan kaldırılmıştır; böylece döküm-haddelenmiş ürünler, yüksek kalite gereksinimleri olan bazı durumlarda kullanılabilmektedir. Örneğin, teneke kutu imalatında kullanılan alüminyum malzemeler, matbaa şirketleri için PS levha alüminyum levha tabanları, ısı eşanjörü ısı alıcıları, 14μm kalınlığındaki ev tipi alüminyum folyolar, 7μm kalınlığında derin işlenmiş sigara alüminyum folyoları, elektronik endüstrisindeki elektrolitik kondansatörler için yüksek gerilim anot alüminyum folyoları, inşaat endüstrisi için ekstrüzyonlu dekoratif alüminyum profiller, otomobillerde lehimleme amaçlı alüminyum alaşımlı kompozit malzemeler gibi. Bu, alüminyum işleme endüstrisinde niteliksel bir sıçrama sağlayacaktır.
Çünkü ultra ince yüksek hızlı döküm ve haddeleme işlemleri, kütük kalitesi açısından yüksek gereksinimler ortaya koymaktadır; ayrıca yüksek döküm-haddeleme hızı, buna uygun hızlı soğutma ve katılaşma hızlarını gerektirmektedir. Buna uygun hızlı soğutma teknolojisinin benimsenmesi gerekmektedir ki bu da bir dizi sorunu beraberinde getirmektedir. Aynı zamanda, kütle çok ince olduğu için yüzey ve iç kaliteye ilişkin standartlar çok katıdır; bu da kontrol teknolojisine yönelik yüksek gereksinimler ortaya koymaktadır. Tüm parametrelerin en dar tolerans aralığı içinde sıkı bir şekilde kontrol edilmesi beklenmektedir. Bu nedenle, ekipman, kontrol teknolojisi ve proses koşulları açısından bir dizi iyileştirme yapılmalıdır.

Döküm ve haddeleme sektörünün önde gelen kuruluşları tarafından geliştirilen ultra ince, yüksek hızlı döküm ve haddeleme teknolojilerine bakıldığında, bu teknolojilerde aşağıdaki yeni uygulamalar göze çarpmaktadır:
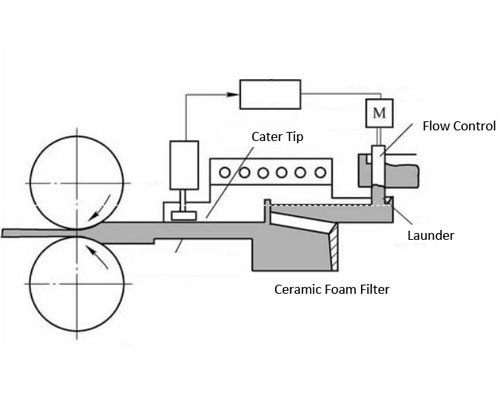
(1) Kalınlık ve sac şeklinin sıkı bir şekilde kontrol edilebilmesi amacıyla, döküm ve haddeleme tesisine hidrolik hadde aralığı kontrol sistemi kurulmuştur; bu sistem, sabit hadde aralığı ayarı, eksantrik telafisi ve otomatik nozul kaydırma mekanizması sağlar.
(2) Şunlar için yeni şekiller ve yeni malzemeler geliştirmek: tekerlek ucu ve nozullar. Termodinamik modele göre, yazılım, tüm nozülün plakanın genişliği boyunca homojen bir akışa sahip olması için tıpa ve nozül boşluğunun şeklini belirlemek amacıyla kullanılır. Aynı zamanda, nozülün montajı ve ayarlaması kolay olmalı ve geliştirilen yeni malzeme kolayca hasar görmemelidir; böylece hasarlı döküm nozülünden kaynaklanan kalıntıların eriyiği kirletmesi önlenir.
(3) Silindire yapışmayı önlemek amacıyla, alüminyum alaşımına az miktarda kalay ilave eden yeni bir yağlama yöntemi geliştirilmiştir.
(4) Erimiş metal besleme sistemini optimize ederek, döküm-haddelenmiş kütüğün genişliği boyunca akış hızı ve sıcaklığın homojen olmasını sağlayın (sıcaklık farkı ≤±2℃).
(5) Silindir tepesinin uygun olmasını sağlamak ve kayış ile silindir arasındaki temas koşullarını iyileştirmek.
(6) Tüm silindir sisteminin sıcaklığını homojen hale getirmek için silindir göbeği sirkülasyonlu soğutma sistemini iyileştirin. Pechiney Co., döküm silindirinin girişi ile çıkışı arasındaki sıcaklık farkını azaltmak amacıyla, su çıkışı ile su girişi arasında dönüşümlü olarak geçiş yapan yeni bir soğutma yöntemi geliştirmiştir.
(7) Yeni silindir kılıfı malzemeleri geliştirmek.
(8) Döküm nozülünün geriye kayma mesafesini artırın, döküm hızını yükseltin ve sıcak noktaların oluşmasını önleyin.
(9) Silindir için harici soğutma teknolojisini benimsemek.
(10) Ultra ince yüksek hızlı döküm ve haddeleme teknolojisi için hayati önem taşıyan sıvı seviyesi dalgalanmasını dar bir aralıkta (<±0,5 mm) sıkı bir şekilde kontrol etmek üzere yeni bir sıvı seviyesi kontrol sistemi geliştirmek.
(11) Yuvarlanma kuvveti ölçümü ve kontrolü.
(12) Döküm ve haddeleme süreçleri sırasında, programlanabilir mantık denetleyicileri ve kapalı devre kontrol sistemleri kullanılarak tüm üretim hattı tamamen otomatikleştirilmiştir.
İlgili yazılar:
 Döküm Haddelenmiş Levha Kalitesi
Döküm Haddelenmiş Levha Kalitesi
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha
 Sürekli Döküm ve Haddeleme
Sürekli Döküm ve Haddeleme
 Sürekli Dökümde Tropikal Kusur
Sürekli Dökümde Tropikal Kusur
 Isı Dengesi
Isı Dengesi
 Alüminyum Folyo Dökümü
Alüminyum Folyo Dökümü
 Elektromanyetik Döküm ve Haddeleme
Elektromanyetik Döküm ve Haddeleme
 Döküm Nozulu
Döküm Nozulu
 Uç Boşluğu
Uç Boşluğu
 Nozul ve Silindirler Arasındaki Boşluk
Nozul ve Silindirler Arasındaki Boşluk
 Alüminyum Şerit Sürekli Döküm Süreci
Alüminyum Şerit Sürekli Döküm Süreci
 Alüminyum Döküm için Ön Kutu
Alüminyum Döküm için Ön Kutu
 Sürekli Döküm için Arıtma İşlemi
Sürekli Döküm için Arıtma İşlemi
 Dökümdeki Çatlak Kusuru
Dökümdeki Çatlak Kusuru
 Besleme Nozulu
Besleme Nozulu





