
Döküm ve haddeleme prensibinden anlaşıldığı üzere, tüm besleme sistemi “U” şeklinde bir bağlantı elemanıdır. Ön tanktaki sıvı metal seviyesi, besleme nozülünün ağzındaki metal basıncını belirler. Sıvı seviyesi iyi kontrol edilmezse, döküm işlemi normal şekilde devam edemez. Döküm-haddeleme bölgesinde, katılaşma anındaki eriyik beslemesi ve tutma için gereken basınç, eriyik seviyesinin statik basıncı tarafından kontrol edilir. ön kutu. Prensip olarak, eriyik yüzeyindeki oksit tabakasının zarar görmemesi koşuluyla, ön bölmedeki sıvı seviyesi ne kadar yüksekse o kadar iyidir. Bu sırada sıvı boşluğundaki eriyik, kristal yüzeyi üzerinde güçlü bir basınç uyguladığından, sadece eriyik katılaşmasının sürekliliğini sağlamakla kalmaz, aynı zamanda yoğun bir yapı elde edilmesini de sağlar.

Ön tankın sıvı seviyesi düşük ve statik basınç düşükse, bu durum kristalleşme cephesinde eriyik beslemesinin yetersizliği olarak ortaya çıkar; şerit kesitinin merkezinde delikler oluşması kolaylaşır ya da şerit yüzeyinde çatlaklar veya sıcak noktalar görülür. Ön kutunun sıvı seviyesi çok düşükse, eriyik döküm-haddeleme bölgesine akmaz, ancak besleme nozulu boşluğunda biraz daha uzun süre kalır ve yoğuşma meydana gelebilir; bu da döküm-haddelenmiş şeridin sürekliliğini bozar ve yüzeyde delikler oluşmasına neden olur. Yüzey delikleri. Sıvı seviyesi çok yüksekse, eriyik üzerindeki statik basınç çok fazla olur; bu durum, döküm-haddelenmiş şeridin yüzeyinde oluk oluşmasına kolayca neden olur veya şeridin yüzeyi kırık bir oksit tabakasıyla bastırılır; bu da oksit tabakasında katlanma kusuruna yol açar ve şeridin yüzey kalitesini düşürür. Ön kutudaki eriyik seviyesi çok yüksekse ve besleme nozulları arasındaki boşluk çok büyükse, oksit filmi kolayca kırılır ve eriyik nozul silindirleri arasındaki boşluğa girerek dökümü imkansız hale getirir. Ön kutudaki sıvı seviyesinin ayarlanması, esas olarak ön kutunun statik basıncı ile sıvı filmin yüzey gerilimi arasındaki ilişkiyi ayarlamak ve dengeyi koruyarak bu ayarlamayı gerçekleştirmektir.
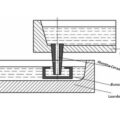
Gerçek üretimde, ön tankın sıvı seviyesini ölçmek zordur. Genellikle, döküm ve haddeleme tesisinde bir referans çizgisi bulunur ve değer, referans çizgisi ile oksit tabakası arasındaki mesafeye göre belirlenir. Örneğin, iki silindirli yatay döküm-haddeleme tesisi için, iki silindirin merkezlerini birleştiren yatay çizgiye göre, bu çizgiden daha yüksek olan ön kutu sıvı seviyesinin yüksekliği + ile, bu çizgiden daha düşük olan ise - ile gösterilir. İki silindirli yatay veya eğimli döküm-haddeleme tezgahında, genellikle iki silindir arasındaki boşluğun merkezini gösteren yatay çizgi referans olarak kullanılır ve sıvı seviyesinden bu çizgiye olan mesafe, ön kutunun sıvı seviyesidir. Bu nedenle, gerçek üretimde ön kutunun sıvı seviyesi, iki silindir arasındaki döküm ve haddeleme merkez hattına göredir. İki silindirli eğimli döküm-haddeleme değirmeninde, ön kutu sıvı seviyesi kontrolü, döküm-haddeleme merkez hattından 10-20 mm daha yüksektir.
İlgili yazılar:
 Alüminyum Döküm için Ön Kutu
Alüminyum Döküm için Ön Kutu
 Nozul Rulo Boşluğu
Nozul Rulo Boşluğu
 Alüminyum Şerit Sürekli Döküm Süreci
Alüminyum Şerit Sürekli Döküm Süreci
 Alüminyum Alaşımlı Levha Dökümü
Alüminyum Alaşımlı Levha Dökümü
 Ön Kutu Sıcaklığı
Ön Kutu Sıcaklığı
 Ayakta Duran Levha
Ayakta Duran Levha
 Nozul ve Silindirler Arasındaki Boşluk
Nozul ve Silindirler Arasındaki Boşluk
 Alüminyum Silikat Döküm Ucu
Alüminyum Silikat Döküm Ucu
 Alüminyum Sıvı Kontrolü
Alüminyum Sıvı Kontrolü
 Alu Tapout Konisi
Alu Tapout Konisi
 Sürekli Dökümde Tropikal Kusur
Sürekli Dökümde Tropikal Kusur
 Besleme Nozulu
Besleme Nozulu
 Dökme Sistemi
Dökme Sistemi
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha





