
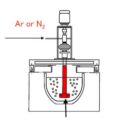
İnert Gazla Gaz Giderme, metal döküm sürecinde yaygın olarak kullanılmaktadır. Ergitme ve çözünmüş hidrojen, azot ve argon gibi gazlarla kimyasal reaksiyona girmez ve alüminyumda çözünmez; bu nedenle genellikle azot kullanılır. İnert gaz eriyik içine üflendiğinde çok sayıda ince kabarcık oluşur. Kabarcıklar eriyik içinden geçerken, eriyik içindeki hidrojen ve oksit kalıntılarıyla karşılaşır. Hidrojen ve kalıntılar kabarcıkların yüzeyine adsorbe olur ve kabarcıklarla birlikte eriyik yüzeyine doğru yükselir. Döner tip gaz giderme ünitesi Metal, azotla gazdan arındırılır. Azotla gazdan arındırma işleminin etkinliğini etkileyen beş faktör vardır.

Azotla Metal Gaz Giderme Sürecinde Etkili Faktörler
Azotun özellikleri. Azotun yoğunluğu ve viskozitesi, kalıntıların ıslanabilirliği ve ısı kapasitesi, arıtma etkisini etkiler. Gaz yoğunluğu ne kadar yüksek ve viskozite ne kadar fazla olursa, eriyik içindeki yüzdürme hızı o kadar yavaşlar ve kalma süresi o kadar uzar; bu da arıtma etkisinin iyileştirilmesine katkıda bulunur. Bununla birlikte, gaz yoğunluğu ne kadar düşük olursa, birim ağırlık başına gaz hacmi o kadar artar ve eriyikle temas alanı o kadar genişler; bu da arıtma etkisinin iyileştirilmesine katkıda bulunur. Birisi deneylerin ardından şunu belirtmiştir: Gaz giderme sürecinde belirleyici rol oynayan, arıtılmış gazın ağırlığı değil, hacmi ve eriyik içindeki dağılım derecesidir. Gazın kalıntılara karşı ıslanma performansı ne kadar iyi olursa, gazın yüzdürme kabiliyeti o kadar güçlü olur. Isı kapasitesi, eriyik sıcaklığını etkileyerek arıtma etkisini belirler.
Azotun saflığı. İnert gazın saflığı, esas olarak inert gazda bulunan oksijen ve nemin derecesini ifade eder. İnert gazdaki oksijen ve su içeriği ne kadar yüksekse, arıtma etkisi o kadar kötü olur. Oksijen ve su buharı, arıtılmış gazla birlikte eriyik içine girdiğinden, eriyikle kimyasal olarak reaksiyona girerek kabarcığın yüzeyinde bir oksit tabakası oluşturur ve kabarcık içindeki hidrojen kısmi basıncını artırır. Bu durum, sadece hidrojen giderme difüzyon sürecini büyük ölçüde uzatmakla kalmaz, aynı zamanda eriyik içindeki oksitlenmiş safsızlıkların içeriğini de artırır. İnert gazdaki su buharı ve oksijen belirli bir değeri aştığında, sadece arıtma işlevi göremezler; hatta eriyikte hidrojen emilimi sürecine neden olarak daha ciddi kirliliğe yol açarlar.
Kabarcıkların boyutu. Kabarcık boyutu ne kadar küçükse, gaz giderme etkisi o kadar iyi olur. Çünkü kabarcık ne kadar küçükse, aynı hacimdeki gazdan o kadar fazla kabarcık oluşur ve yüzey alanı da o kadar büyük olur. Ayrıca, alüminyum eriyik içindeki yüzdürme hızı ne kadar yavaşsa, eriyikle temas süresi de o kadar uzun olur.
Kabarcıklar ile eriyik arasındaki temasın homojenliği. Temas ne kadar tam ve homojen olursa, arıtma etkisi o kadar iyi olur. Hava üflemeli arıtma, kısmi basınç farkına dayalı difüzyon yoluyla gaz giderme ve flotasyon yoluyla cüruf gidermeye dayandığından, yalnızca arıtılmış gazla temas eden alan arıtma etkisi gösterebilir. Temas olasılığını artırmak için, eriyiği arıtmak üzere çevrimiçi arıtma ve filtrasyonun birleştirildiği bir işlem uygulanması en uygunudur. Fırında arıtma yapıldığında, ölü köşelerin oluşmasını önlemek için arıtıcının fırının tabanı boyunca sorunsuz bir şekilde hareket etmesine izin verilmelidir.
Diğer arıtma süreci parametreleri. Üfleme süresi, üfleme basıncı, üfleme sıcaklığı ve arıtma sonrası eriyik bekletme süresi gibi arıtma süreci parametreleri, eriyik üzerindeki arıtma etkisine belirgin bir etki gösterir.
İlgili yazılar:
 Azotla Gaz Giderme
Azotla Gaz Giderme
 Döner Gaz Giderici
Döner Gaz Giderici
 Alüminyumdan Azotun Giderilmesi
Alüminyumdan Azotun Giderilmesi
 Alüminyumdan Azotun Giderilmesi
Alüminyumdan Azotun Giderilmesi
 Sürekli Döküm için Arıtma İşlemi
Sürekli Döküm için Arıtma İşlemi
 Alüminyumun Azotla Gazdan Arındırılması
Alüminyumun Azotla Gazdan Arındırılması
 Alüminyumda Gaz Giderme Süreci
Alüminyumda Gaz Giderme Süreci
 Dökümhanede Gaz Giderme Yöntemleri
Dökümhanede Gaz Giderme Yöntemleri
 Alüminyum Gaz Giderme Sistemi
Alüminyum Gaz Giderme Sistemi
 Döner Gaz Giderme
Döner Gaz Giderme
 Çevrimiçi Arıtma Ekipmanları
Çevrimiçi Arıtma Ekipmanları
 Erimiş Alüminyumun Arıtılması ve Gazdan Arındırılması
Erimiş Alüminyumun Arıtılması ve Gazdan Arındırılması
 Alüminyum Gaz Giderme İşlemi
Alüminyum Gaz Giderme İşlemi
 Dökümde Gaz Giderme Yöntemleri
Dökümde Gaz Giderme Yöntemleri
 Alüminyum Gaz Giderme Makinesi
Alüminyum Gaz Giderme Makinesi





