
Döküm çubukların üretiminde, kalıntılar, ayrışma, çatlaklar, gözenekler ve gözeneklilik gibi kusurlar görülür. En ciddi kusurlar ise kalıntılar, çatlaklar ve tüy benzeri kristallerdir. Bu nedenle, mevcut ekipman koşulları altında, ürünlerdeki kalıntı kusurlarının kalitesinin nasıl etkili bir şekilde kontrol altına alınacağı, alüminyum alaşımlı döküm üretiminin anahtarıdır.

İçermelerin Nedenleri
Döküm çubuklarındaki kalıntılar, esas olarak Al₂O₃, MgO gibi metal oksitler, eritme ocağı refrakter parçacıkları, eriyik arıtma sırasında oluşan nitrürler ve oluklar ile aletler üzerindeki kalıntılar gibi metalik olmayan cüruflardır. Bu kalıntılar son derece düzensiz bir şekilde dağılmış olup, farklı boyut ve şekillere sahiptir; bu durum, dokunun sürekliliğini ciddi şekilde etkiler ve atık ürünlerin sonraki aşamalarda işlenmesinde gizli tehlikeler yaratır. Bunların oluşmasının başlıca nedenleri şunlardır:
Alüminyum eriyiğinin rafine edilmesinin ve cürufun tam olarak giderilmemesi, kalıntılara neden olur
Elektrolitik alüminyum sıvısı, kriyolit ve alümina gibi metalik olmayan tuz safsızlıkları içerdiğinden, harmanlama işlemi sırasında eklenen atık malzeme daha fazla oksit tabakası içerir ve fırının zamanında temizlenmemesi alüminyum sıvısının kirlenmesine neden olur. Arıtma işlemi tam olarak yapılmazsa, arıtma sıcaklığı, bekletme sıcaklığı ve bekletme süresi uygun olmazsa, eriyik arıtma işleminde kullanılan arıtma maddesi ve kaplamanın etkisi yetersiz kalır ve üründe karışıklık meydana gelir.
Düzensiz çalışma, kalıntılara neden olur
Döküm işlemi sırasında, çalışma aletleri temiz değildi, döküm sistemi temizlenmemişti ve diğer nedenler nedeniyle sıvı alüminyum yeniden kirlendi; döküm sırasında eriyik içine safsızlıklar karışarak kalıntılara yol açtı. Ayrıca, erimiş alüminyumun yüzeyinde yoğun bir oksit filmi oluşması kolay olduğundan, erimiş alüminyum alüminyum eritme fırınının boşaltma ağzından oluk, filtre kutusu, dağıtıcı ve kristalleştiriciye akar ve kütleyi sızdırmaz hale getiren bir döküm sistemi oluşturur. Erimiş alüminyumun arıtma etkisini sağlayın. Döküm akışı uygun şekilde kontrol edilmezse, akış dalgalanır ve akışkan istikrarsız hale gelirse, bu durum kaçınılmaz olarak döküm sisteminin yüzeyindeki oksit tabakasına sürekli zarar verecek ve eriyik içine karışarak alümina kalıntıları oluşturacaktır.
Kapsayıcılığı Nasıl Kontrol Edebiliriz?
Elektrolitik alüminyum sıvısını alüminyum eritme fırınına düzenli bir şekilde dökün. Eklenen katı malzemeler titizlikle kontrol edilmelidir. Çamur, kum, su, yağ vb. bulunmamalıdır ve besleme işlemi nazikçe gerçekleştirilmelidir. Malzemelerin beslenmesinden kaynaklanan fırın tabanındaki hasarı önlemek için, fırın her vardiya başına bir kez temizlenmeli ve fırın iyice temizlenmelidir. Malzemeler her karıştırıldığında fırın içindeki cüruf mutlaka temizlenmelidir.
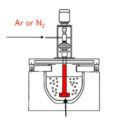
Eriyiğin arıtılması, kalıntıların giderilmesinde kilit öneme sahiptir. Eriyiğin arıtma sıcaklığı 730~750℃ arasında tutulur, bekletme süresi 20~30 dakikadır; yüksek kaliteli arıtma maddesi kullanılır ve tek çözücü ile rafine etme işlemi azot püskürtmeli rafine etmeye değiştirildiğinde, akı rafine etme etkisini artırır.
Tüm çalışma aletleri kuru ve temiz tutulmalıdır. Döküm sırasında erimiş alüminyumun kristalleştiriciye sorunsuz bir şekilde aktarılmasını sağlayın; böylece erimiş alüminyumun yüzeydeki oksit tabakasına çarpmasını önleyerek, oksit tabakasının zarar görmesini ve alüminyum eriyik içine karışarak yeni oksit kalıntılarının oluşmasını engelleyebilirsiniz.
Şu köpük seramik filtre orijinal filtre plakasının yüzeyinden yatay düzleme 45 derecelik bir açıyla süzülerek yatay düzleme paralel hale getirilir. Alüminyum sıvısı, CFF filtreleme etkisini artırmak amacıyla kendi ağırlığıyla yukarıdan aşağıya doğru süzülür.
İlgili yazılar:
 Granül Arıtma Maddeleri
Granül Arıtma Maddeleri
 Arıtma ve Saflaştırma
Arıtma ve Saflaştırma
 Erime Rafinajı
Erime Rafinajı
 Metal Olmayan Kapsamlar
Metal Olmayan Kapsamlar
 Alüminyum Eriyiğinin Arıtma İşlemi
Alüminyum Eriyiğinin Arıtma İşlemi
 Alüminyum Eriyiği Arıtma Süreci
Alüminyum Eriyiği Arıtma Süreci
 Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
Alüminyum Eriyiğinin Gazdan Arındırılması ve Arıtılması
 Cüruf Giderme
Cüruf Giderme
 Erimiş Alüminyum Arıtma
Erimiş Alüminyum Arıtma
 Alüminyum Alaşımı Arıtma Süreci
Alüminyum Alaşımı Arıtma Süreci
 Metallerdeki Kusurlar
Metallerdeki Kusurlar
 Erimiş Alüminyumun Arıtılması
Erimiş Alüminyumun Arıtılması
 Alüminyum Arıtma
Alüminyum Arıtma
 Azotla Metal Gaz Giderme
Azotla Metal Gaz Giderme
 Alüminyumun Saflaştırılması
Alüminyumun Saflaştırılması





