
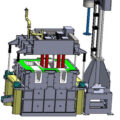
Alüminyum gaz giderme cihazı, erimiş alüminyumun sürekli olarak gazdan arındırılmasını sağlar, ürün kalitesini artırır ve üretim sürecini etkilemez. Bu gaz giderme ünitesi Kutu gövdesi, kutu kapağı, ısıtma sistemi, gözenek sistemi ve arıtma sisteminden oluşur. Alüminyum eriyigindeki hidrojeni, alkali metalleri ve diğer safsızlıkları etkili bir şekilde giderebilir.
Gaz giderme cihazı, ısıtıcı koruma kılıfı ve termokuplun malzemesi tamamen silikon nitrür malzemelerden oluşmaktadır. Benzersiz bir iç doping akış tasarımı sayesinde, iyi ve istikrarlı bir gaz giderme etkisi garanti edilebilir. İşleme kapasitesine göre ekipman, tek odacıklı tek rotorlu, çift odacıklı çift rotorlu (2B2R) ve üç odacıklı üç rotorlu olarak sınıflandırılabilir.
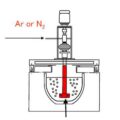
Alüminyum gaz giderme cihazı, esas olarak belirli miktarda hidrojen ve diğer kalıntılar (alkali metaller, cüruf kalıntıları) içeren erimiş alüminyumu işler; bu kalıntılar gaz giderme işleminden sonra uzaklaştırılır. İşleme prensibi gaz flotasyonudur ve proses gazı (inert gaz veya karışım gazı), rotor aracılığıyla eriyik içine enjekte edilir ve eşit şekilde dağılmış minik kabarcıklar halinde parçalanır. Minik kabarcıklar, eriyik yüzeyine yükselir. Bu minik kabarcıkların yüzeye çıkışı sırasında aşağıdaki işlemler gerçekleşir: Hidrojen kabarcıklar tarafından emilir ve ortadan kaldırılır; alkali metaller, klor gazı ile kimyasal etkileşim yoluyla (klorür oluşumu) uzaklaştırılır; cüruf kalıntıları kabarcıklar tarafından hapsedilir ve ardından eriyik yüzeyine yükselerek cüruf oluşturur.

Gaz Giderme Ekipmanı Kullanım Talimatları
Fırın işlemi tamamlandığında, erimiş alüminyum kutuya girmeden önce ısıtma elemanı kapatılır. Isıtıcının sıcaklığı erimiş alüminyumun sıcaklığına yaklaştığında, rotora inert gaz verilir ve ardından erimiş alüminyum kutuya doldurulur.
Tankın içine giren erimiş alüminyumu gözlemleyebilmek için, doldurma işlemi oluğun tabanından yaklaşık 3 cm uzaklıkta bir noktada durduruldu.
Kutu kapağı kapalıdır (kutuda cüruf sıyırma deliği bulunmaktadır). Metal kutuya aktığında cüruf oluşur. Metal yüzeyindeki cüruf, cüruf sıyırma deliği aracılığıyla sıyırılabilir.
Üretim işlemini gerçekleştirmek, sıcaklık tutma aşamasına geçmek ve cüruf çıkışını kapatmak için sıcaklığın 780 derecenin üzerine çıkması tavsiye edilir.
Isı koruma aşamasında, dökümler arasındaki erimiş alüminyumun, operatör tarafından ayarlanan sıcaklıkta kalmasına izin verilir ve erimiş alüminyum bu ısı koruma aşamasında işlenmez.
Erimiş alüminyumun rotora girmesini ve rotor havalandırma deliklerini tıkamasını önlemek için rotora az miktarda inert gaz verilmesi gerekir.
Erimiş metalin doldurma işlemi sona erdikten sonra, ısıtıcı derhal çalıştırılmalıdır ve ısıtma, operatör tarafından ayarlanan metal yalıtım parametrelerine göre kontrol edilir.
Erimiş alüminyumun sıcaklığını kontrol etmek amacıyla ısıtma sistemini çalıştırırken, gaz akış hızının izlenmesi gerekir; rotor hızı artar ve hız, bekletme aşamasından işleme aşamasındaki ayarlanan hıza geçer; ayrıca rotora giren inert gaz akışı, bekletme aşamasından işleme aşamasına doğru artar.
Operatör, işleme aşamasında erimiş alüminyumun sıcaklığını ayarlar ve kararlı bir gaz giderme çalışma durumuna ulaşmak için bu modda ısıtma işlemini gerçekleştirir.
İlgili yazılar:
 Çevrimiçi Gaz Giderme Ekipmanları
Çevrimiçi Gaz Giderme Ekipmanları
 Alüminyum Dökümden Gaz Giderme
Alüminyum Dökümden Gaz Giderme
 Degasser Çalışmaları
Degasser Çalışmaları
 Alüminyum Gaz Giderme Ekipmanı
Alüminyum Gaz Giderme Ekipmanı
 Sabit Gaz Giderme Ünitesi
Sabit Gaz Giderme Ünitesi
 Alüminyum Gaz Giderme Sistemi
Alüminyum Gaz Giderme Sistemi
 Alüminyum Gaz Giderme Üniteleri
Alüminyum Gaz Giderme Üniteleri
 Alüminyum Sıvı Gaz Giderme Cihazı
Alüminyum Sıvı Gaz Giderme Cihazı
 Çevrimiçi Gaz Giderme Cihazı
Çevrimiçi Gaz Giderme Cihazı
 Döner Gaz Giderme Cihazı
Döner Gaz Giderme Cihazı
 Çevrimiçi Gaz Giderme Cihazı
Çevrimiçi Gaz Giderme Cihazı
 Alüminyum Sıvı Filtreleme Cihazı
Alüminyum Sıvı Filtreleme Cihazı
 Derin Yataklı Filtre Cihazı
Derin Yataklı Filtre Cihazı
 Boru Şeklinde Filtre Cihazı
Boru Şeklinde Filtre Cihazı
 Çevrimiçi Arıtma Cihazı
Çevrimiçi Arıtma Cihazı





