
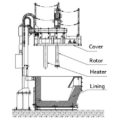
Fırından çıkan alüminyum eriyiği belirli miktarda safsızlık (hidrojen, alkali metaller, cüruf kalıntıları) içerir ve bu safsızlıklar gaz giderme arıtma tesisatında giderilecektir. AdTech çift rotorlu gaz giderme ünitesi rotorun içinden inert gazı dışarı üfler ve dönen bir nozul vasıtasıyla ince kabarcıklar oluşturur. Dönen nozul grafitten yapılmıştır. Nozul yapısı, kabarcıkların homojen bir şekilde püskürtülmesini sağlayacak şekilde tasarlanmıştır. Dönen çark, kabarcıkları parçalamak için kullanılır; kabarcıkların alüminyum eriyikle temas alanı ve temas süresi ise alüminyum eriyiğin arıtılmasını daha da ilerletir.

Gaz giderme arıtma ekipmanının işleme süreci, gazın yüzdürülmesi ilkesine dayanmaktadır. Yuvarlanan eleman, inert gazı ince kabarcıklar halinde eritmeye püskürtür ve dağıtır. Bu kabarcıklar yukarı doğru yükselme eğilimindedir. Alüminyum eritme, aşağıdaki yöntemlerle arıtılır:
⑴ Hidrojeni gidermek amacıyla hidrojeni çözendirme ve hava kabarcıklarına adsorbe etme yöntemi.
⑵Alkali metal ile klor arasındaki kimyasal reaksiyon, alkali metali uzaklaştırmak üzere bir klor tuzu oluşturur.
(3) Cüruf kalıntıları kabarcıklar tarafından yakalanır; daha büyük cüruf kalıntıları kabarcıklarla çarpışarak yakalanırken, daha küçük olanlar ise kabarcığın radyal kesiti tarafından yakalanır.
Çevrimiçi platformların temel işlevi seramik köpük filtre Eriyiği süzerek yabancı maddeleri gidermektir. En basit ve en etkili süzme yöntemi, hâlâ seramik köpük filtre plakaları kullanarak hat üzerinde süzme işlemidir. Deneyimlere göre: 30 ppi seramik köpük filtre plakaları, çapı 20 μm'den büyük ve yaklaşık 40 μm çapındaki kalıntıların yaklaşık 65%'sini ve 94% veya daha fazlasını giderebilir. 40 ppi seramik köpük filtre plakası, çapı 20 μm'den büyük kalıntıların 88%'sinden fazlasını giderebilir ve çapı 40 μm'den büyük kalıntıları temel olarak ortadan kaldırabilir. Alüminyum sıvısını filtrelemek ve eriyiği etkili bir şekilde temizlemek için neredeyse 40 ppi seramik köpük plakaları kullanılır. Kalıntıların giderilmesi amacıyla, seramik filtre plakası kullanımdan önce 600°C'nin üzerine ısıtılmalıdır. İlişkili cüruf gazı prensibine göre, safsızlıklar giderilirken eriyikteki hidrojen miktarı da azalır.
İlgili yazılar:
 Çevrimiçi Arıtma Ekipmanları
Çevrimiçi Arıtma Ekipmanları
 Alüminyum Gaz Giderme Sistemi
Alüminyum Gaz Giderme Sistemi
 Çevrimiçi Arıtma Ekipmanları
Çevrimiçi Arıtma Ekipmanları
 Alüminyum Gaz Giderme Ekipmanı
Alüminyum Gaz Giderme Ekipmanı
 Alüminyum için Gaz Giderme Ekipmanı
Alüminyum için Gaz Giderme Ekipmanı
 Döner Gaz Giderme Ekipmanı
Döner Gaz Giderme Ekipmanı
 Alüminyum Gaz Giderme İşlemi
Alüminyum Gaz Giderme İşlemi
 Alüminyum Sıvı Gaz Giderme Ekipmanı
Alüminyum Sıvı Gaz Giderme Ekipmanı
 Döner Gaz Giderme
Döner Gaz Giderme
 Döner Gaz Giderme ve Arıtma
Döner Gaz Giderme ve Arıtma
 Erimiş Alüminyumdan Gazın Giderilmesi
Erimiş Alüminyumdan Gazın Giderilmesi
 Çevrimiçi Arıtma Cihazı
Çevrimiçi Arıtma Cihazı
 Alüminyum Sıvı Arıtma Ekipmanları
Alüminyum Sıvı Arıtma Ekipmanları
 Erimiş Alüminyumun Arıtma İşlemi
Erimiş Alüminyumun Arıtma İşlemi
 Alüminyum Filtreleme Ekipmanları
Alüminyum Filtreleme Ekipmanları





