
Döküm-haddeleme yöntemi, alüminyum alaşımlarının derin işleme üretiminde yaygın olarak kullanılmaktadır. Döküm-haddeleme yöntemi, kısa proses akışı, düşük enerji tüketimi, küçük dendritik mesafe ve ince intermetalik bileşikler gibi avantajlara sahiptir.

Bununla birlikte, fiili üretim sürecinde, kırık döküm-haddelenmiş levhalarda çeşitli kusurlar görülmektedir; bunların arasında kenar çatlağı, üretim sürecinde sıkça rastlanan bir kusurdur.
Bu kusurun varlığı, döküm-haddeleme şeritlerinin sonraki üretim sürecinde sürekli olarak çekme ve basma gerilmelerine maruz kalmasına neden olur ve çatlak kenarlar genişlemeye devam eder. Özellikle, başlangıçta geniş olan çatlak kenarlar soğuk haddeleme sırasında hızla yayılır ve belirli bir boyuta ulaştığında şerit kopmasına yol açarak üretimi kesintiye uğratır.
Buna ek olarak, çok büyük çatlaklar tamamen kesilemez; bu durum, sadece sonraki işleme aşamalarını ve kullanıcı deneyimini etkilemekle kalmaz, aynı zamanda maliyeti de artırır. Bu nedenle, aşırı çatlak oluşumu ve döküm ile haddeleme üretim süreçleri sırasında çatlak oluşumunun önlenmesi, üretim teknisyenleri için acil bir sorundur.
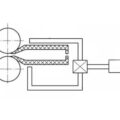
Döküm-haddeleme prensibine göre, döküm-haddeleme bölgesinde sıvı metal iki dönen hadme silindiri tarafından soğutulur ve döküm ile haddeleme işlemlerinin her ikisi de kısa sürede tamamlanır. Metalin yüzeyi ile merdanenin yüzeyi arasında göreceli bir kayma olmaz; haddelenen parça incelir ve sadece merkezde büyük bir geriye doğru kayma meydana gelir.
Bu nedenle, metal yüzey ve iç tabaka, kesme kuvveti ve basıncın etkisiyle deforme olur ve sıvı boşluğunun katılaşmış sert kabuğuna aktarılır; bu da katılaşmış sert kabuğun içinde aynı deformasyona ve kesme kuvvetine yol açar.
Deformasyonun oluşturduğu kesme kuvveti, katılaşmış sert kabuklu metalin kesme mukavemetini aştığında, malzemenin zayıf kısmı önce çatlar, ardından genişler. Buradaki gerilim tamamen ortadan kalktıktan sonra çatlak artık genişlemez ve böylece bir çatlak oluşur.
Deformasyon bölgesinde, metal aynı anda şuradan uygulanan sürtünme kuvvetine maruz kalır: büyücü kulakları ve her iki tarafa uygulanan çekme gerilimi. Zıt yönlerdeki bu iki gerilim, çatlakların özellikle kenarlarda oluşmasına neden olur.
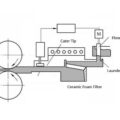
Döküm ve haddeleme ilkesine göre, alüminyum dökümhanesi, deformasyon miktarını azaltarak veya döküm ucu kulaklarının sürtünmesini azaltarak çatlakları en aza indirebilir.
İlgili yazılar:
 Döküm-Haddeleme Üretim Sıcaklığı
Döküm-Haddeleme Üretim Sıcaklığı
 Sürekli Döküm Haddeleme Teknolojisi
Sürekli Döküm Haddeleme Teknolojisi
 Alüminyum Folyo Üretimi
Alüminyum Folyo Üretimi
 Döküm Haddelenmiş Levha Kalitesi
Döküm Haddelenmiş Levha Kalitesi
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha
 Dökümdeki Çatlak Kusuru
Dökümdeki Çatlak Kusuru
 Elektromanyetik Döküm ve Haddeleme
Elektromanyetik Döküm ve Haddeleme
 Döküm Alüminyum Onarımı
Döküm Alüminyum Onarımı
 Döküm Haddeleme Teknolojisi
Döküm Haddeleme Teknolojisi
 Alüminyum Alaşımlı Jant
Alüminyum Alaşımlı Jant
 Sürekli Döküm ve Haddeleme
Sürekli Döküm ve Haddeleme
 Alüminyum Sürekli Döküm Haddeleme
Alüminyum Sürekli Döküm Haddeleme
 Alüminyum Sürekli Döküm ve Haddeleme
Alüminyum Sürekli Döküm ve Haddeleme
 Döküm Haddelenmiş Dikey Levha
Döküm Haddelenmiş Dikey Levha
 Ultra İnce Döküm ve Haddeleme
Ultra İnce Döküm ve Haddeleme





