
Dikey levha aşaması, sürekli döküm ve haddeleme üretiminin en kritik anıdır. Dökümden çıkan haddelenmiş dikey levha başarılı bir şekilde elde edildiğinde, eriyik kaynağı kesildiği sürece döküm ve haddeleme işlemleri sorunsuz bir şekilde yürütülebilir. Dikey levhanın döküm ve haddeleme işleminin başlangıcında, eriyik için belirli bir akışkanlık sağlanması gerektiğinde sıcaklık dalgalanmaları en aza indirilmelidir. Öncelikle, duran fırındaki eriyik sıcaklığı kontrol edilmeli ve genellikle 740~750℃ seviyesinde sabit tutulmalıdır. Akış deliği açılabilir, eriyik serbest bırakılır, akış oluğu ve ön kutu Eritme ısısı ile ön ısıtma yapılır; ön ısıtma için kullanılan atık eriyik, ön kutunun arkasındaki akış deliğinden boşaltılır ve cüruf kutusundaki akım kutusundaki eriyik sıcaklığı yaklaşık 725 ℃’ye ulaştığında, bir süre bu sıcaklıkta tutulur. Sıcaklıkta belirgin bir dalgalanma kalmadığında, operatör her şeyin normal olduğunu teyit eder ve dikey levhayı hazırlar.
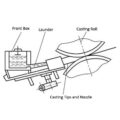
Öncelikle, ön kutunun arkasındaki atık eriyik çıkışını tıkayın. Eriyik ön kutuyu doldurduğunda, çapraz kanala giden grafit tapayı açın; böylece ön kutudaki eriyik, statik basıncın etkisiyle besleme borusuna akacak ve besleme ağzından hızla fışkırarak besleme nozülünden dışarı çıkacaktır. Erimiş alüminyum, dönen döküm silindiri tarafından uzaklaştırılır ve yarı katılaşmış hale soğutulan erimiş alüminyum, bir kürekle cüruf kutusuna aktarılır. Cüruf akış süresi birkaç dakikadır ve bunun amacı, eriyik ısısını besleme borusunu ve besleme nozulu döküm nozülündeki eriyik sıcaklığını homojen ve sabit hale getirmek için. Bu sırada, ön kutudaki eriyik sıcaklığının düşüş eğilimi gösterip göstermediğine dikkat edin; bu durum, brülörle kanaldaki eriyik ısıtarak kontrol edilebilir.
Döküm silindirinden çıkan yarı katılaşmış alüminyum şeridin yüzeyinde herhangi bir anormal durum olup olmadığını gözlemleyin. Örneğin, beyaz bir şerit varsa bu, döküm nozülünün kalıntılarla tıkandığını gösterir; topaklar olup olmadığına bakın; bu topaklar, besleme nozülünün boşluğundaki eriyik sıcaklığının dengesizliğinden kaynaklanır. Cüruf akış süresini ve ön ısıtma süresini uzatmak bu tür kusurları önleyebilir. Aynı zamanda, ön kutudaki eriyik seviyesini kontrol etmek de gereklidir. Her şey normale döndükten sonra, döküm-haddeleme değirmeninin hızı kademeli olarak azaltılabilir. Hız düşürülürken, levha yüzeyinin durumunu ve ön kutudaki eriyik seviyesini dikkatle gözlemleyin. Bu sırada, ön kutudaki eriyik sıcaklığı normal döküm sıcaklığının üst sınırına veya biraz daha yüksek bir seviyeye ulaşmalıdır. Tüm parametreler gereksinimleri karşıladıktan sonra, şekillendirilmiş bir levha dökmek için hızı azaltmaya devam edin. Levha sıkıştırma silindirine girdiğinde, nem ve yapıştırıcı gibi yabancı maddeleri dışarı atmak için hız kademeli olarak artırılabilir. Katı şeridin kenarının zikzaklı olup olmadığını gözlemlemek gerekir. Bu kusur, eriyikteki aşırı gazdan kaynaklanır. Bu sırada, tropiklere kadar hızı düşürmek için acele etmeyin; gazın tropiklerden çıkabilmesi için bir süre bu hızda devam edin.

Gaz belirli bir seviyeye düştükten sonra, döküm hızı uygun şekilde azaltılmalıdır. Ön kutudaki eriyik seviyesi yüksek ve statik basınç büyük olduğu için eriyik, besleme nozulu ile döküm silindiri arasındaki boşluktan dışarı akmaması için özel dikkat gösterilmelidir. Levha yüzeyi sabit hale geldikten sonra, proses parametrelerini ayarlayın ve levha genişliğinin uygun olup olmadığını ölçün. Döküm-haddelenmiş levhayı kesin, numuneler alın ve her iki taraftaki kalınlık farkını ve bombeleme değerini kontrol edin. Genel olarak, her iki taraftaki kalınlık farkı ≤0,02 m olarak kontrol edilmeli, bombeleme değeri 0-1% arasında olmalı ve en uygun değer 0,4-0,5% aralığında olmalıdır. Levha şekli ayarlanırken tane boyutu da kontrol edilmelidir. Tüm göstergeler uygun hale geldikten sonra, bitmiş ürün bobinlenebilir.
İlgili yazılar:
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
 Ayakta Duran Levha
Ayakta Duran Levha
 Dökme Sistemi
Dökme Sistemi
 Döküm Haddelenmiş Levha Kalitesi
Döküm Haddelenmiş Levha Kalitesi
 Erimiş Alüminyum Döküm Ucu
Erimiş Alüminyum Döküm Ucu
 Döküm Sistemi
Döküm Sistemi
 Besleme Nozulu
Besleme Nozulu
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha
 Yem Döküm Nozulu
Yem Döküm Nozulu
 Alüminyum Alaşımlı Levha Dökümü
Alüminyum Alaşımlı Levha Dökümü
 Ön Depo
Ön Depo
 Ön Kutu
Ön Kutu
 Alüminyum Döküm için Ön Kutu
Alüminyum Döküm için Ön Kutu
 Uç Boşluğu
Uç Boşluğu
 Alüminyum Silikat Döküm İpucu
Alüminyum Silikat Döküm İpucu





