
Dikey levha, döküm-haddelenmiş şerit üretiminde çok önemli bir işlemdir. Dikey levhanın kalitesi ve dikme işleminin başarısı, döküm-haddelenmiş şeridin kalitesiyle doğrudan ilişkilidir. Dikme işlemi sırasında aşağıdaki hususlara dikkat edilmelidir:
Döküm-haddeleme levhasının planlanan kalınlığı, bilinen silindir çapı, silindir bombeliği ve döküm-haddeleme makinesinin özellikleri dikkate alınarak, döküm nozulu monte edilirken silindirler önceden belirlenmeli ve dikkatli bir şekilde ayarlanmalıdır. Ayarlamadan sonra, her iki taraftaki silindir aralığı tam olarak aynı olmalıdır; herhangi bir sapmaya izin verilmez.

Şunu yükleyin: döküm nozulu, döküm-haddeleme bölgesinin boyutunu ölçün ve nozul silindirleri arasındaki boşluğu ayarlayın. Her iki taraftaki nozul silindirleri arasındaki boşluk ile döküm-haddeleme bölgesinin uzunluğu aynı olmalıdır. Nozul silindirleri ile sert nozul malzemesi arasında belirli bir boşluk bulunmalı ve temasına izin verilmemelidir. Nozul silindirlerinin birbirine temas etmesi sürtünmeye neden olur ve bu da döküm-haddelenmiş şerit üzerinde uzunlamasına izler bırakır. Nozul silindirleri arasındaki boşluk çok küçükse, alüminyum tozu ve yağlama kalıntısı olan grafit kolayca birikir ve levha yüzeyi yapısal ayrışmaya eğilimli hale gelir. Her iki uçtaki kulak blokları sıkıca sıkıldıktan sonra, döküm-haddeleme değirmenini birkaç dakika boyunca ileri ve geri dönecek şekilde çalıştırın; böylece nozul silindirleri arasındaki boşluk mesafesinin uygun olduğunu doğrulayın.
Ortam koşullarına göre erime sıcaklığını uygun şekilde artırın. Genellikle erime sıcaklığı 730-750 °C aralığında tutulur. Ortam sıcaklığı yüksek olduğunda alt sınır, düşük olduğunda ise üst sınır dikkate alınır.
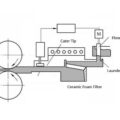
Koşucu, ön tank, sıvı seviye dengeleyici ve dağıtıcıyı özenle monte edin; her bir bağlantı noktasının sağlam bir şekilde birleştirildiğinden emin olun. Dikey levhayı çalıştırmadan önce cürufu hazırlayın. Her şeyin doğru olduğunu kontrol edip teyit ettikten sonra, dikey levhayı boşaltın.
Erimiş alüminyumu dökmeden önce, levhanın dikleştirilmesi sırasında erimiş alüminyumun patlamasını önlemek amacıyla, silindirlerin yüzeyinde yapışmış suyu gidermek için silindirler ısıtılmalıdır. Eğimli gadolinyum döküm makinesinde, alüminyum sıvısını dökün, yüksek sıcaklıktaki eriyik ile oluk, ön kutu, dağıtıcı ve silindirin ısınmasını sağlayın ve silindirin dönüş hızını artırın; böylece alüminyum sıvısı parçalara ayrılır veya atık kutusuna çekilir.
Yıkama haznesi, ön kutu ve silindir önceden belirlenmiş bir sıcaklığa ulaştığında, silindirin dönme hızını normal haddeleme aralığına düşürün ve durumun normale dönmesini bekleyin. Levhanın durumunu dikkatle gözlemleyin. Levha çıktığında, baş kısmı temel olarak düz bir çizgi halinde ve nispeten düzgün olmalı; levhalar arasındaki fark genellikle standartlara uygun olmalıdır. Aksi takdirde, aynı levhalar arasındaki fark standardı aşabilir. Ardından, levha yüzeyinde ve her iki taraftaki kenar bloklarında herhangi bir anormallik olup olmadığını gözlemleyin, sorunu tespit edin ve derhal giderin.
Modifiye edici madde ilave edin. Modifiye edici madde, çevrimiçi arıtma işleminden sonra ve filtrelemeden önce ilave edilmelidir. İlave sıcaklığı 715-730 °C arasındadır. Süre uzadıkça, modifiye edici madde filtrelemeden önce belirli miktarda çökelti oluşturabilir; bu durum filtreleme işlemini ve bozulma etkisini olumsuz yönde etkileyecektir. Bu nedenle, modifiye edici bileşiminin homojenliğini sağlamak için filtre kutusu düzenli olarak uygun şekilde karıştırılmalıdır; filtre öncesi ve sonrası basınç farkı, akışı ve kaliteyi etkileyecek kadar büyük olduğunda, filtre zamanında değiştirilmelidir.
İlgili yazılar:
 Nozul ve Silindirler Arasındaki Boşluk
Nozul ve Silindirler Arasındaki Boşluk
 Alüminyum Şerit Sürekli Döküm Süreci
Alüminyum Şerit Sürekli Döküm Süreci
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
 Dökme Sistemi
Dökme Sistemi
 Isı Dengesi
Isı Dengesi
 Ön Kutu Sıcaklığı
Ön Kutu Sıcaklığı
 Uç Boşluğu
Uç Boşluğu
 Döküm Haddelenmiş Levha
Döküm Haddelenmiş Levha
 Sürekli Döküm ve Haddeleme
Sürekli Döküm ve Haddeleme
 Ultra İnce Döküm ve Haddeleme
Ultra İnce Döküm ve Haddeleme
 Alüminyum Alaşımlı Levha Dökümü
Alüminyum Alaşımlı Levha Dökümü
 Besleme Nozulu
Besleme Nozulu
 Sürekli Dökümde Tropikal Kusur
Sürekli Dökümde Tropikal Kusur
 Döküm Nozulu
Döküm Nozulu
 Döküm Haddelenmiş Levha Kalitesi
Döküm Haddelenmiş Levha Kalitesi





