
Foundry Feed Nozzle is located in front of the rolls of rolling equipment in the aluminum alloy field and is used to guide aluminum alloys.
The molten aluminum enters the pouring nozzle from the rear inlet, and then is discharged from the front outlet, enters the roll, where it is cooled by the roll and rolled into a cast billet.
Usually, the width of the cast-rolled billet is determined by the outlet width of the püskürtme başlığı. In order to improve equipment utilization and reduce operating costs, the width of plates produced by ordinary casting and rolling equipment is relatively wide, generally reaching 1450mm-1600mm.
Genişliği 800 mm’den az olan döküm-haddelenmiş levhalarda, üretimde geleneksel ekipman yapısı ve üretim yöntemi kullanılırsa, birim üretim miktarı düşecektir.
In the aluminum alloy casting process, nozzle clamps are needed to support and clamp the nozzles made of refractory materials (brittle, fragile).
There are important adjustments to the adjustment of the nozzle opening, the adjustment of the plate shape, and the adjustment of the grouting area. Therefore, it has a great impact on product quality.
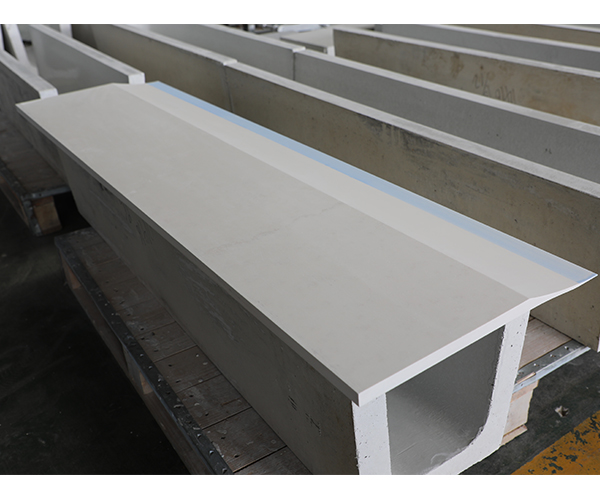
Foundry Feed Nozzle is part of the feeding mechanism for aluminum and aluminum alloy casting mills. Its function is to provide liquid aluminum to the roll gap between the two casting rolls.
The rotating roll is equivalent to the crystallizer, and at the same time the crystallized aluminum is rolled.
The casting-rolling process of the casting-rolling mill is to continuously input liquid metal between the roll gap of two relatively rotating water-cooled rolls, and continuously roll the coils through cooling and casting.
Features of twin-roll continuous casting and rolling methods
1. Realize continuous casting and rolling production, save ingot casting and hot rolling process, and reduce cost.
2. Ekipman basit, alan küçük, yatırım tutarı az ve inşaat hızı yüksektir.
3. Basit işlem ve kolay bakım.
Definition of the casting-rolling zone, the casting-rolling zone refers to the area between the centerline of the two rolls (also called the roll centerline) and the leading edge of the aluminum casting tip.
The length of the cast-rolling zone is determined before the start of the cast-rolling. It is determined by the thickness of the cast-rolled sheet, roll diameter, alloy, equipment capacity, force and spray lip thickness.
Döküm ve haddeleme bölgelerinin belirlenmesine ilişkin genel ilkeler
1. Döküm-haddelenmiş levhanın kalınlığı artar ve döküm-haddelenmiş alan azalır.
2. Döküm silindirinin çapı artar ve döküm alanı genişler.
3. Döküm ağzının kalınlığı artar ve döküm alanı genişler.
4. The rolling force of the equipment is large, and the casting and rolling area is enlarged.
5. The cast-rolling zone of pure aluminum and soft alloy is slightly longer, and the cast-rolling zone of hard alloy is slightly shorter.
İlgili yazılar:
 Döküm Besleme Ucu
Döküm Besleme Ucu
 Casting Feed Nozzle
Casting Feed Nozzle
 Sürekli Döküm Uçları ve Nozul
Sürekli Döküm Uçları ve Nozul
 Besleme Çarkı İpucu
Besleme Çarkı İpucu
 Alüminyum Döküm İpuçları
Alüminyum Döküm İpuçları
 Nozul ve Silindirler Arasındaki Boşluk
Nozul ve Silindirler Arasındaki Boşluk
 Yem Besleme Nozulu
Yem Besleme Nozulu
 Dökümhane için Döküm İpucu
Dökümhane için Döküm İpucu
 Yem Döküm Nozulu
Yem Döküm Nozulu
 Erimiş Metal Besleme Nozulu
Erimiş Metal Besleme Nozulu
 Foundry Feed Casting Nozzle
Foundry Feed Casting Nozzle
 Tekerlek Ucu ve Nozul
Tekerlek Ucu ve Nozul
 Nozul ve Silindir Arasındaki Boşluk
Nozul ve Silindir Arasındaki Boşluk
 Nozul Rulo Boşluğu
Nozul Rulo Boşluğu
 Ayakta Duran Levha
Ayakta Duran Levha





